15. Кельма штукатурная (мастерок, штукатурная лопатка)
22. Краскораспылитель электрический
44. Приспособления для нарезания резьбы
66. Угломер (транспортир-угломер)
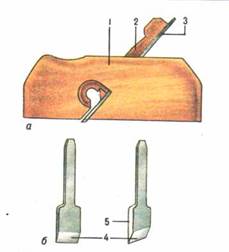
69. Фальцгубель (фальцебель, фальцгебель)
1. Бурав
Сверло с режущей кромкой на одном конце и круглым отверстием (ушком) для ручки на другом. Используют преимущественно для ручного сверления глубоких отверстий в древесине. По форме режущей кромки бурава подразделяют на цилиндрические, улиткообразные (рис. а, б) и ложечные. Цилиндрические бурава выпускаются отечественной промышленностью длиной 500...600 мм для сверления отверстий диаметром 12...38 мм; улиткообразные - длиной 285...356 мм для отверстий 16...22 мм; ложечные – длиной 150...340 мм для отверстий 5...22 мм. Бурава (кроме ложечного) имеют винтовой центр, или заборный винт (как, например, шнековые и штопорные свёрла), благодаря которому они легко и быстро входят в древесину без особого нажима, что весьма важно при ручном способе сверления.
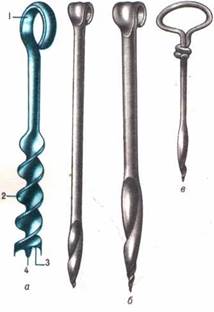
Бурава: а - цилиндрический винтообразный; б - улиткообразный; в - буравчик; 1 - ушко; 2 - рабочая часть; 3 - режущая кромка; 4 - заборный винт.
Для сверления отверстий диаметром меньше 10 мм используют буравчики - маленькие бурава (длиной до 150 мм). Простейший буравчик - это круглый стальной стержень с режущей кромкой на одном конце; другой конец стержня изогнут и образует ручку в виде воротка или петли (рис., в).
2. Валик для накатки
Предназначен для огрунтовки и окраски различными красящими составами стен, потолков, дверей и др. гладких (нерельефных) поверхностей; в малярных работах используется вместо кистей, которые он значительно превосходит по производительности. При окрашивании валиком образуется покрытие, по фактуре напоминающее крупную шагрень.
Валики для малярных работ чаще всего бывают из меха или поролона. Они выпускаются промышленностью, но их несложно изготовить и самому. Обычно валик представляет собой деревянный, пластмассовый или дюралевый цилиндр (последние два предпочтительнее, т.к. в отличие от деревянного не коробятся), обтянутый сверху сменным чехлом из поролона или стриженой овчины с ворсом не длиннее 12...15 мм (вместо овчины можно использовать ворсистую ткань или искусственный мех). Диаметр валика от 40 до 70 мм, длина от 100 до 250 мм. Он крепится на оси специальной ручки с помощью гайки с шайбой (рис. 1) или (реже) проволочной шпильки. Валики из натурального меха не рекомендуется применять для окрашивания поверхностей известковыми составами, поскольку известь быстро разрушает мех. Перед работой валики следует подержать в воде в течение нескольких часов, чтобы ворс приобрёл одинаковую жёсткость.
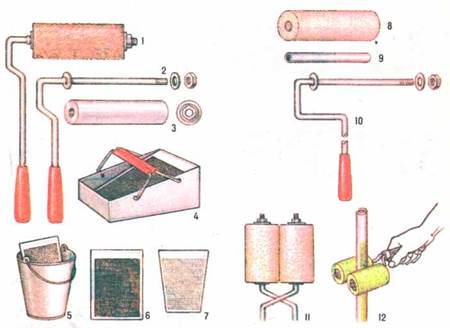
Рис. 1. Конструкции валиков: 1 - меховой валик (общий вид); 2 - ось с шайбой и гайкой; 3 - металлическая втулка; 4 - ванночка с сеткой; 5 - ведро с сеткой; 6 - сетка; 7 - лист стали с отверстиями; 8 - поролоновый валик; 9 - полая трубка; 10 - ось с шайбой и гайкой; 11 - сдвоенный валик; 12 - окрашивание трубки или стойки сдвоенным валиком.
Для окрашивания стоек балконных ограждений, труб и т.п. можно пользоваться сдвоенным валиком, закреплённым в специальном станке, внешне напоминающем ножницы.
Для работы с валиком окрасочный состав наливают в ведро или специальную ванночку, в которые необходимо вставить сетку на рамке или стальной лист с пробитыми отверстиями для отжима излишков краски. Окунув валик в краску, им прокатывают по сетке, подносят к поверхности и с нажимом ведут в нужном направлении (рис. 2). Краску необходимо тщательно растушёвывать, для чего валик прокатывают несколько раз по одному и тому же месту (на стенах обычно сначала сверху вниз, затем снизу вверх), накладывая полосы краски (т.н. ласы) одна на другую таким образом, чтобы они перекрывались на 40...50 мм. Избытки краски, собранные валиком, переносят на неокрашенную часть поверхности. По мере расходования краски силу нажима на валик увеличивают, следя за тем, чтобы не было — потёков. Окраску валиком обычно выполняют за один или два раза. Поскольку валик (по сравнению с кистями) не так сильно втирает краску в поверхность, его не рекомендуется применять для окрашивания негладких (фактурных) поверхностей, а также при наличии на них трещин, выбоин и др. мелких дефектов. По окончании работы валик необходимо отмыть от краски (грунтовки): от известковой - в тёплой воде с мылом, от масляной - используя растворитель. Срок службы валика зависит главным образом от материала, из которого он сделан, и качества окрашиваемой поверхности. Одним валиком можно окрасить, как правило, не менее 3000 м2 поверхности.

Рис. 2. Техника работы валиком: 1 - набирание краски; 2 - окрашивание.
3. Вантуз
Приспособление для прочистки канализационных стоков. Представляет собой полую резиновую полусферу (чашу) на деревянной или пластмассовой рукоятке (рис.). Для прочистки стоков вантуз устанавливают над выпуском раковины (мойки) или ванны так, чтобы края чаши вантуза были плотно прижаты к поверхности раковины (ванны). В раковину (ванну) наливают воду, пока она не покроет чашу. Затем резкими толчками рукоятки несколько раз продавливают чашу. Если засор удалён, вода уходит из раковины (ванны) с образованием воронки над выпуском.
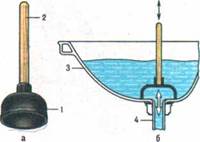
Вантуз: а - внешний вид; б - положение вантуза при прочистке стоков; 1 - резиновая чаша; 2 - рукоятка; 3 - раковина (ванна); 4 - выпуск.
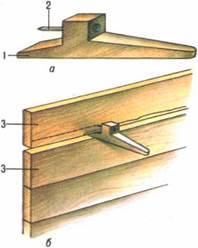
4. Ватерпас
Простейший прибор для проверки горизонтальности поверхностей и измерения небольших углов наклона при земляных, плотничных и др. работах. Ватерпас нетрудно изготовить самому. Для этого берётся ровная оструганная доска шириной 40... 100 мм и длиной 1...2 м (горизонтальное основание) и перпендикулярно к ней посредине крепят другую оструганную доску такой же или меньшей ширины, но примерно в 2 раза короче (вертикальная стойка) (рис., а). На стойке проводят черту, перпендикулярную нижней грани основания, и у верхнего конца черты крепят шнур отвеса. Если проверяемая поверхность горизонтальна, то шнур отвеса совпадает с чертой; если не горизонтальна, то шнур отвеса отклоняется от черты тем больше, чем больше наклон проверяемой поверхности. Ватерпас можно сделать в виде равностороннего треугольника, прикрепив отвес к его вершине и сделав отметку в центре основания (рис., б). Для проверки горизонтальности небольших поверхностей (полочки, подоконника, стола) можно в качестве ватерпаса использовать обыкновенный чертёжный треугольник, прикрепив к его вершине на ниточке небольшой груз - отвес.
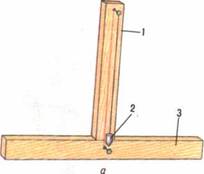
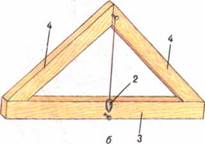
Ватерпас: а - Т-образный; б - треугольный; 1 - вертикальная стойка; 2 - отвес; 3 - основание; 4 - боковины треугольника.
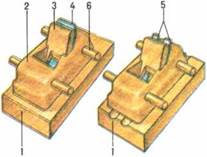
5. Верстак столярный
Рабочий стол столяра с приспособлениями для обработки вручную изделий из дерева. Состоит из крышки - верстачной доски и массивного основания - подверстачья (рис. 1). Верстачная доска имеет продольную (заднюю) и боковую (переднюю) зажимные коробки. Обрабатываемые детали зажимают в боковой или задней коробке при помощи винтов, иногда с упором на выдвижные планки, либо закрепляют на поверхности верстачной доски верстачными клиньями (упорами) или гребёнками (деревянными, иногда металлическими), вставляемыми в квадратные отверстия, которые вырезаются по передней кромке доски. Вдоль дальнего края доски выбирают неглубокую прямоугольную выемку-лоток, куда во время работы кладут инструменты и мелкие детали. Верстачную доску делают обычно из сухой древесины твёрдых пород (дуба, бука, клёна, ясеня и др.) толщиной 60...80 мм. Она должна быть абсолютно плоской, без перекосов и искривлений, а зажимные коробки и винты должны иметь плавный ход. Подверстачье чаще всего изготовляют из сухих сосновых брусков толщиной не менее 60 мм. Оно состоит из 2 стоек, скреплённых продольными брусками при помощи клиньев или винтов. Иногда в подверстачье устраивают шкафчик для хранения инструментов.
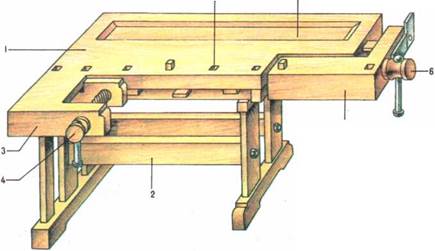
Рис. 1. Столярный верстак: 1 - верстачная доска; 2 - подверстачье; 3 - передняя (боковая) коробка; 4 - боковой винт; 5 - задняя (продольная) коробка; 6 - задний винт; 7 - квадратные отверстия для упоров и клиньев (или гребёнок); 8 - выемка-лоток.
Размеры столярного верстака зависят главным образом от вида и размеров изготовляемых изделий, а также от размера помещения, где он установлен. Основные размеры - рабочая длина и ширина верстачной доски (без учёта выступающих винтов и др. частей). Верстаки короче 1,3 м и длиннее 2,6 м не делают. Для изготовления столярно-строительных изделий (дверей, оконных рам, полок, плинтусов и т.п.), длина которых редко превышает 2 м, длина верстака может быть 2,3 м. Высота верстака устанавливается по росту работающего; слишком высоким верстак затрудняет упор и нажим при строгании, а если верстак низкий, то работающему приходится наклоняться, что сильно утомляет и отрицательно сказывается на здоровье. Высота верстака считается нормальной, если при прямом положении корпуса тела ладони рук можно свободно положить на верхнюю поверхность верстачной доски, не сгибая локтей.
В городских квартирах, как правило, нет возможности выделить отдельное помещение для установки обычного столярного верстака, поэтому пользуются верстаками упрощённой конструкции, уменьшенных размеров или совмещающими функции верстака и обычного стола. Такие верстаки не имеют боковой коробки, её заменяют столярными тисками, что позволяет значительно уменьшить габаритную ширину верстака.
Наиболее простым считается складной верстак (рис. 2). Его крышка (аналог верстачной доски) состоит из двух половинок, одна из которых имеет зажимную коробку, укреплена постоянно на основании (подверстачье) и служит для обработки небольших заготовок; вторая (съёмная) часть устанавливается при обработке длинных заготовок. На обеих частях крышки делают квадратные отверстия для упоров и клиньев.
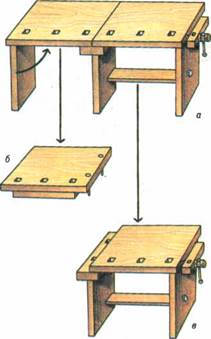
Рис. 2. Складной верстак: а - верстак в сборе; б - съёмная часть; в - основная часть.
Наличие столярного верстака в жилом помещении не улучшает его интерьера. Поэтому часто верстак маскируют под письменный стол с откидной столешницей, закрывающей верх верстака (рис. 3). Тумбы стола используют также для хранения инструментов.
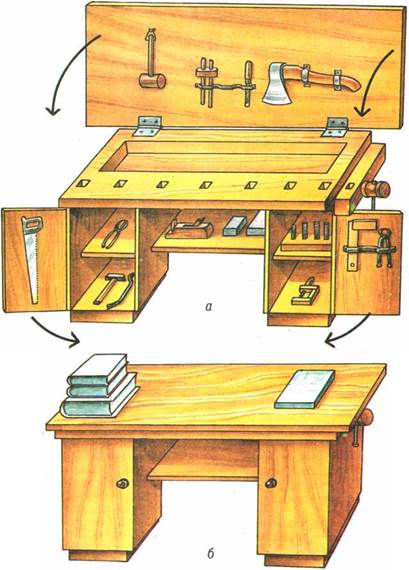
Рис. 3. Верстак-стол: а - в раскрытом виде (рабочее состояние); б - в закрытом виде.
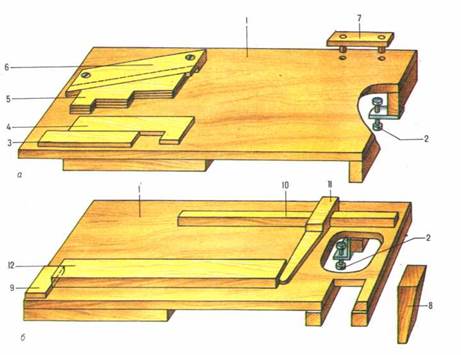
Рис. 4. Съёмные верстачные доски: а - с клиновым зажимом; б - с ползуном; 1 - основание; 2 - струбцина для крепления основания к столу; 3 - боковая рейка; 4 - вкладыш; 5 - клин; 6 - направляющая клина; 7 - упорная вставка; 8 - клин для зажима заготовки в вертикальном положении; 9 - упорный брусок; 10 - направляющая ползуна; 11 - ползун; 12 - обрабатываемая заготовка.
Можно довольствоваться и простой съёмной верстачной доской, которую для работы накладывают на обычный стол и прикрепляют к нему струбцинами. Такая верстачная доска представляет собой основание из древесно-стружечной плиты или толстой многослойной фанеры длиной до 700 мм и шириной 250...300 мм, на котором крепятся зажимные устройства. Съёмные верстачные доски могут быть двух видов (рис. 4), их основное различие - в способе крепления обрабатываемой заготовки. На одной из них (рис. 4, а) заготовку торцом упирают в один из выступов ступенчатого клина и смещают вперёд, пока клин не прижмёт её к боковой рейке. Если заготовка небольшой ширины и толщины, то используют вкладыш. Клин и его направляющую склеивают из фанеры толщиной 4 и 6 мм так, чтобы между этими деталями образовалось соединение типа паз - гребень. Когда требуется распилить за готовку, то пользуются вставным упором. На другой верстачной доске (рис. 4, б) обрабатываемую деталь одним концом упирают в опорный брусок, а другой конец прижимают ползуном, который может перемещаться по рейке. Если надо зажать заготовку в вертикальном положении, то используется прямоугольный вырез в доске (с двумя брусками для прочности) и клин.
Уход за верстаком
Для работы очень важно, чтобы поверхность верстака была очищена от пыли, грязи и особенно от клея. Полезно время от времени протирать верстак горячей олифой. На верстак не следует ставить клеянку (сосуд с клеем) и проливать на него воду. На столярном верстаке нельзя рубить или тесать топором. При работе режущими инструментами поверхность верстака надо оберегать от повреждений, подкладывая под обрабатываемую деталь дощечку или кусок фанеры. Следует избегать чрезмерно сильного затягивания винтов. Нельзя сильно бить по коробке, когда винты зажаты. По окончании работы винты заворачивают полностью, но без нажима. Верстак крепят к полу планками посредством шурупов или гвоздей. Если верстачная доска при работе смещается вперёд-назад (елозит) по подверстачью, то надо заново укрепить её. Деревянные винты следует периодически натирать сухим мылом, парафином, салом или графитом; металлические винты - смазывать машинным маслом.
6. Виброшлифовальная машина
Шлифовальная машина с электроприводом для отделки (зачистки) поверхностей из древесины, металла, штукатурки и т.д. Снабжена сменной шлифовальной лентой (шкуркой), закрепляемой на платформе, совершающей при работе возвратно-поступательное движение.
7. Гаечный ключ
Ручной инструмент для завинчивания и отвинчивания гаек, болтов, вентильных головок и др. деталей. Имеет зев или контурные выступы для прочного захвата деталей и рукоятку. Различают гаечные ключи (рис.): простые одно- и двухсторонние (отдельно или в наборах); велосипедные плоские; кольцевые прямые и коленчатые; трубчатые для глубоко сидящих винтов и гаек с поворотным стержнем, вставляемым в отверстие ручки; торцевые (обычно в наборах) для глубоко сидящих болтов и гаек; разводные, позволяющие менять в определённых пределах размер зева. Ключи гаечные разводные - универсальный инструмент в домашнем хозяйстве; наряду с ключами трубными их часто применяют при сантехнических работах. Размеры зева (контурных выступов) простых, кольцевых и трубчатых гаечных ключей от 6 до 32 мм, торцевых ключей от 9 до 22 мм.
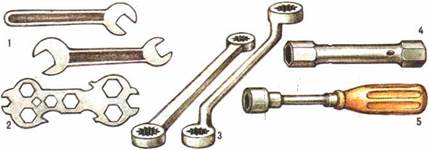
Гаечные ключи: 1 - простые одно- и двухсторонние; 2 - велосипедный; 3 - кольцевые; 4 - трубчатый; 5 - торцевой.
8. Галтель
Ручной инструмент для выстругивания желобков различной ширины, глубины и радиуса закругления; разновидность стругов. Подошва колодки галтели и лезвие ножа овальные выпуклые (рис.); угол резания - 45...50°. Длина колодки 200...250 мм, ширина – 5...35 мм (в зависимости от требуемых размеров и радиуса закругления выстругиваемого желобка).
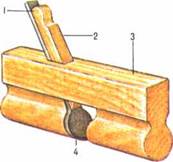
Галтель: 1 - нож; 2 - клин; 3 - колодка; 4 - лезвие ножа.
9. Гвоздодёр
Ручной инструмент для выдёргивания гвоздей. Представляет собой круглый или шестигранный стержень с изогнутыми определённым образом концами (рис.), один из которых имеет лопаточку с конической прорезью для гвоздя (гвоздодёрный конец), а другой - просто заострённую лопаточку (лапчатый конец) для разъединения (отжатия) скреплённых гвоздями деталей. Общая длина гвоздодёра 320...1000 мм (гвоздодёрного конца 90...110 мм, лапчатого конца 70...100 мм); масса 0,6...4 кг. Концы инструмента термически обработаны: при отжатии деталей и выдергивании гвоздей они не должны изменять форму и крошиться.
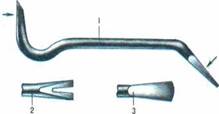
Гвоздодёр: 1 - общий вид; 2 - гвоздодёрный конец; 3 - лапчатый конец.
10. Долото
Ручной режущий инструмент для выборки (выдалбливания) в древесном материале гнёзд, сквозных отверстий и пазов. Внешне напоминает стамеску, но имеет более толстое и прочное полотно и оковку или кольцо на верху рукоятки, предохраняющие её от раскалывания при ударах молотком. По устройству рукояток, способу крепления их к полотну и ширине полотна различают долота столярные и плотничные. У столярных долот рукоятка насаживается на хвостовик до упора в буртик, перед этим на её конец для лучшего закрепления ставят колпачок (рис. 1, а) ширина лезвия столярных долот 6, 8, 10, 12, 16, 18 и 20 мм. Плотничные долота вместо хвостовика имеют конусную трубку, в которую вставляют деревянную рукоятку (рис. 1, б); ширина лезвия плотничных долот 16, 18, 20 и 25 мм. Общая длина долота не менее 300 мм. Угол заточки лезвия у всех долот 25...30°. Существуют также специальные долота, применяемые в особых условиях долбления либо при особых требованиях к форме паза или углубления. Например, П-образное долото для выемки углублений под петли на дверях и окнах (рис. 2, а); пилообразное долото с зубчатым лезвием для выдалбливания узких щелей (рис. 2, б).
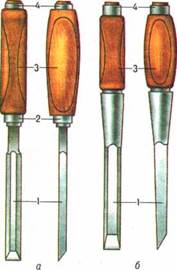
Рис. 1. Стандартные долота: а - столярное; б - плотничное; 1 - полотно; 2 - колпачок; 3 - рукоятка; 4 - кольцо.
Рис. 2. Специальные долота: а - П-образное долото для врезки карточных петель; б - пилообразное долото с зубчатым лезвием для выдалбливания щелеобразных отверстий; 1,5 - долото; 2 - углубление для карточной петли; 3 - карточная петля; 4 - петля, прикреплённая к изделию; 6 - щель для врезной петли; 7 - врезная петля; 8 - петля в изделии.
Рис. 3. Долбление гнезда (тонкими линиями обозначена выборка древесины за один проход долота).
Долбить пазы (углубления) нужно отступив на 1...2 мм от ближайшей поперечной риски разметки, фаской внутрь гнезда, постепенно переставляя долото на 5...6 мм так, чтобы подойти вплотную к разметке в конце долбления (рис. 3). По ширине пазы выбирают без предварительного отступа. Поэтому лучше всего для долбления пользоваться долотом с шириной лезвия, равной ширине паза. Иногда ошибочно полагают, что долото служит для чернового долбления пазов, и вначале делают более узкий паз, а затем расширяют его до требуемого размера. Однако при этом уродуются стенки паза и бесполезно затрачивается время. При долблении лезвие долота устанавливают в заданном месте и несколькими ударами киянки (молотка) загоняют на небольшую глубину. Не следует сильно ударять по долоту, лучше сделать больше слабых, но резких ударов. Сильные удары вызывают отклонение долота от правильного направления и могут привести к раскалыванию заготовки. Если требуется сделать сквозное отверстие, то долбить следует с двух сторон детали во встречных направлениях до половины глубины; при одностороннем долблении можно сильно повредить края выходного отверстия, они будут «рваными». Во время работы нижняя кромка обрабатываемой детали должна плотно прилегать к поверхности верстака, чтобы при ударах по долоту деталь не дрожала. При работе на обычном столе под обрабатываемую деталь следует подложить обрезок доски или кусок фанеры, чтобы не повредить поверхность стола. Длинные детали лучше прикрепить к верстаку струбциной. При долблении глубоких пазов рекомендуется сделать вначале со стороны поперечных рисок круглые отверстия сверлом, а затем разделать паз долотом или стамеской.
Скорость долбления и чистота обработки пазов зависят от остроты лезвия долота. Правила и приёмы заточки долота такие же, как и для стамесок, ножей, рубанков и др. (см. 2. Заточка режущего инструмента). После заточки лезвие долота правят на мелкозернистом оселке со стороны фаски, в конце правки обратной стороной лезвия 2-3 раза проводят по оселку, чтобы удалить с режущей кромки завёртки (заусенцы), возникающие при правке. Качество заточки проверяется пробным долблением: если края отверстия ровные, без замятии - заточка выполнена правильно; если неровные, с замятинами древесины - долото следует заточить заново.
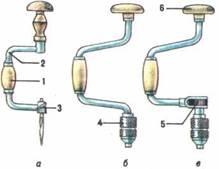
11. Дрель ручная
Инструмент для сверления отверстий в древесине, пластмассе, металле и др. материалах. Простейшая дрель представляет собой стальной стержень с винтовой нарезкой, на который надета ручка-гайка. Верхний конец стержня шарнирно закреплён в головке-грибке, а нижний снабжён патроном для закрепления свёрл диаметром не более 5 мм. Стержень с закреплённым в патроне сверлом вращается от перемещения по нему ручки-гайки (рис., а). Сложнее устроены шестерёнчатые дрели (рис., б). У них закреплённое в патроне сверло (обычно диаметром до 10 мм) вращается рукояткой через систему конических шестерён. Благодаря зубчатой передаче скорость вращения сверла у такой дрели значительно выше, чем у коловорота. Бывают дрели односкоростные (с одной парой шестерёнок) и двухскоростные (с двумя парами шестерёнок).
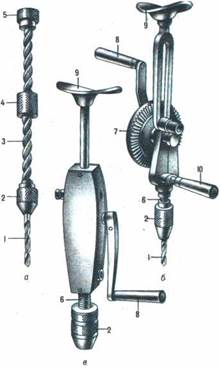
Дрели: а - винтовая; б - шестерёнчатая односкоростная; в - шестерёнчатая двухскоростная; 1 - сверло; 2 - патрон; 3 - стержень- винт; 4 - ручка-гайка; 5 - головка-грибок; 6 - шпиндель; 7 - зубчатая передача; 8 - рукоятка; 9 - упор (нагрудник); 10 - неподвижная ручка.
Часто дрелью, точнее электродрелью, называют также ручную электрическую сверлильную машину (см. Электрический ручной инструмент).
12. Зензубель
Ручной режущий инструмент для выборки и зачистки четвертей и фальцев; разновидность стругов. Нож зензубеля имеет форму лопатки с шириной нижней (режущей) части 18...30 мм; лезвие прямое или косое в зависимости от расположения ножа в колодке (рис.). У ножа с косым лезвием более длинную боковую кромку также делают режущей с углом заточки 75...80°. Нож может быть одинарным и двойным (со стружколомом). Устанавливается в колодку (в леток) снизу, со стороны подошвы под углом 45...50°. Зензубель с косым ножом строгает более чисто, им можно строгать поперёк волокон древесины. Габаритные размеры колодки стандартного зензубеля - 240 х 20 x 80 мм; полная длина ножа – 210...220 мм.
Зензубель: а - внешний вид; б - ножи с прямым и косым лезвием; 1 - колодка; 2 - клин; 3 - нож; 4 - фаски; 5 - боковая режущая кромка.
13. Зубило
Ручной металлорежущий инструмент в виде стального стержня с клиновидной режущей частью, заточенной под определённым углом (угол заточки зубила зависит от твёрдости обрабатываемого материала). Применяют для удаления заусенцев, снятия стружки, рубки металла и т.д. Различают (рис.) плоское зубило - для рубки заготовок, обработки поверхностей и др.; крейцмейсель - для прорубания узких канавок и рубки металла; зубило для каменных работ - долбления отверстий, обработки камня; кузнечное зубило - для обработки горячих заготовок; пневматическое зубило. Режущие и ударные части зубила подвергают термообработке.
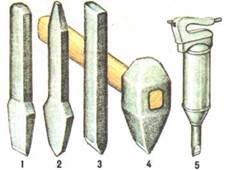
Зубила: 1 - плоское; 2 - крейцмейсель; 3 - для каменных работ; 4 - кузнечное; 5 - пневматическое.
14. Калёвка (калёвочник)
Ручной режущий инструмент для профильной обработки деталей; разновидность стругов. По устройству напоминает фапьцгубель и зензубель, но подошва калёвки и лезвие ножа имеют более сложную форму, обратную профилю обрабатываемой детали (рис.). Поэтому чаще всего колодку калёвки и ножи столяр делает сам, исходя из требуемой (желаемой) формы профиля. Для изготовления ножей обычно используют такую сталь, которая позволяет затачивать нож напильником, т.к. подобрать нужный точильный камень при большом разнообразии профилей удаётся редко.
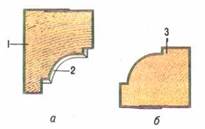
Форма подошвы и ножа калёвки (а) и профиль обработанной детали (б): 1 - подошва калёвки; 2 - нож; 3 - деталь.
Калёвкой также часто называют собственно фигурную поверхность, полученную в результате обработки детали калёвкой-инструментом.
15. Кельма штукатурная (мастерок, штукатурная лопатка)
Служит главным образом для отмеривания строительных материалов, перемешивания и набрасывания штукатурного раствора на обрабатываемую поверхность, а также для расширения (расшивки) трещин, железнения цементной штукатурки и др. целей. Выполняют из стального полотна толщиной до 1,5 мм в виде лопатки (рис.), к которой с помощью заклёпок или посредством сварки крепится ручка с коленом высотой 5 см (если колено низкое, то легко повредить руку, высокое же колено неудобно в работе); черенок должен быть длиной 15...18 см.
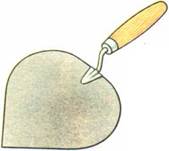
Штукатурная кельма.
Штукатурную кельму можно изготовить и в домашних условиях из твёрдой стали (лучше всего из полотна двуручной пилы), а ручку с коленом сделать, например, из стального прутка диаметром 10 мм.
16. Кернер
Ручной слесарный инструмент в виде заострённого металлического стержня. Применяют для намётки (накернивания) точек - кернов - при разметке заготовок, подлежащих механической обработке. Бывают обыкновенные (рис.) и автоматические.
![]()
Кернер.
17. Кисти малярные
Служат для нанесения различных окрасочных составов на оштукатуренные, деревянные, металлические и др. поверхности. Обычно их изготовляют из щетины, конского волоса или смеси щетины и волоса. Лучшими считаются кисти из чистой полухребтовой щетины, на концах которой имеются т.н. флажки (тонкие волоски). По сравнению с другими кистями они более долговечны и производительны, т.к. забирают много окрасочного состава, который хорошо удерживается и почти не стекает на пол, однако эти кисти очень дорогие. Широкое распространение получили комбинированные кисти, в которые в целях экономии щетины добавляют 50% конского волоса жёстких (хвостовых) сортов. Волос связывают в пучки, крепят, после чего сильно растягивают (выпрямляют) и окаймляют по окружности слоем длинной щетины толщиной 2.5...3 мм.
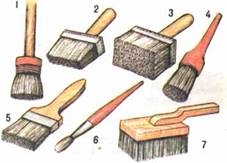
Рис. 1. Малярные кисти: 1 - маховая; 2 - побелочная; 3 - макловица; 4 - ручник; 5 - флейц; 6 - филёночная; 7 - торцовка.
В зависимости от назначения кисти бывают разных размеров и форм (рис. 1). Маховые кисти применяют в основном для окраски потолков, стен и др. больших поверхностей; их изготовляют в виде пучков волос длиной до 180 мм и массой от 200 до 600 г. Промышленностью выпускаются кисти, как требующие специальной подвязки (чтобы волос не выпадал), так и готовые, волос которых укреплён в металлическом кольце с ручкой (диаметр готовых кистей 60...65 мм, длина волоса ок. 100 мм). Для подвязки кистей (рис. 2) из шпагата толщиной 2...3 мм (предварительно намотанного на палку) делают петлю так, чтобы получился конец длиной 50...60 мм, надевают петлю на кисть, отступив от края на 10 мм, и туго затягивают. Затем этот конец шпагата протягивают вдоль пучка волос, обматывают шпагатом кисть на длину 50...60 мм, после чего делают ещё одну петлю и затягивают концы. Чтобы вязка была тугой и прочно держалась на кисти, палку с намотанным шпагатом кладут на пол, наступают на неё ногами, пучок волос берут руками за концы и как можно туже обвязывают шпагатом. Для работы кисть насаживают на ручку - хорошо остроганную круглую палку (штырь) диаметром 20...25 мм и длиной 1,7...2 м, конец которой заостряют в виде пирамиды с плоскими гранями (чтобы кисть не вращалась на штыре). Заострённый конец смачивают в олифе, вставляют в центр подвязанного пучка волос и, ударяя штырь о пол, насаживают кисть. Убедившись, что кисть надета без перекоса, ударом молотка по торцу штыря вгоняют его в кисть на 50...70 мм. Чем туже входит штырь, тем плотнее сжимается волос в пучке и прочнее держится кисть. После насадки на штырь кисть подвязывают ещё раз (другим куском шпагата) с таким расчётом, чтобы длина свободного волоса была не более 70...90 мм. Последняя подвязка должна быть съёмной, это удобно при мытье кисти, а также для изменения длины волоса, оставляемого для работы. Подвязывать следует и готовые кисти, поскольку длинный волос плохо растушёвывает краску и, кроме того, создаёт много потёков. При работе с известковыми, клеевыми (меловыми) и др. водными красками длина неподвязанного волоса должна составлять 70.. 90 мм, при использовании масляных и эмалевых красок - 50...70 мм. Кисть опускают в окрасочный состав только неподвязанной частью, излишки краски отжимают о край посуды. В процессе окрашивания маховую кисть держат перпендикулярно (или с небольшим наклоном) к поверхности, делая при этом равномерные взмахи с таким нажимом, чтобы краска ложилась тонким слоем длинными и широкими полосами (т.н. штрихами), которые по ходу работы растушёвывают. Если нажимать на кисть слабо, краска ложится узкими полосами и, как правило, толстым слоем; при сильном нажиме - ложится тонким слоем, но стекает, образуя потёки. Поэтому нажим на кисть во время мазка должен увеличиваться по мере расходования краски. Держат маховую кисть либо двумя руками за штырь и водят им во весь размах, либо левой рукой крепко держат штырь, а правой водят кистью, при этом правая рука скользит по штырю, то приближаясь к левой руке, то удаляясь от неё. Краску наносят как горизонтальными, так и вертикальными штрихами, хорошо растушёвывая (рис. 3). Во время работы кисть необходимо периодически вращать, чтобы она срабатывалась равномерно со всех сторон, приобретая форму факела (а не лопатки). Чтобы окрасочный состав не стекал на руки, штырь на 30...50 см ниже кисти обматывают тряпкой или поролоном в виде валика.
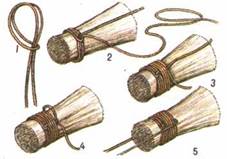
Рис. 2. Подвязка маховой кисти: 1 - петля; 2 - надевание петли на кисть; 3 - обмотка кисти шпагатом; 4 - закрепление концов шпагата; 5 - готовая (подвязанная) кисть.
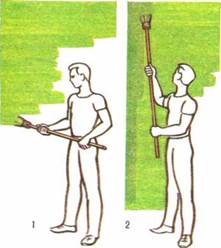
Рис. 3. Окрашивание маховой кистью. Нанесение на стену горизонтальных (1) и вертикальных (2) штрихов.
Вместо маховых кистей Для окрашивания меловыми и казеиновыми составами рекомендуется применять широкие побелочные кисти, которые при ширине 200 мм, толщине 45...65 мм и длине волоса 100 мм в 2,5 раза производительнее, чем маховые, и позволяют получать более высокое качество окраски. Для нанесения этих же составов служат и кисти-макловицы, также имеющие высокую производительность. Макловицы бывают круглыми (диаметром 120...170 мм при длине щетины 84...100 мм) и прямоугольными. Ручка кистей крепится в середине колодки наглухо или делается съёмной на винтах. Окрашиваемые этими кистями поверхности не требуют флейцевания.
Ручники - кисти небольшого размера с короткой деревянной ручкой; предназначены главным образом для окраски небольших поверхностей - оконных переплётов, дверей, радиаторов, плинтусов и т.п. Их применяют преимущественно в тех случаях, когда невозможно выполнить работу большими кистями, а также при окрашивании масляными красками. Ручники изготовляют либо целиком из полухребтовой щетины, либо с 50%-ной добавкой конского волоса диаметром от 25 до 55 мм. Щетина (волос) может быть закреплена непосредственно в отверстии деревянной ручки (с помощью клея), в металлическом патроне (обойме) или в толстом металлическом кольце. Существуют ручники, у которых между слоями щетины имеются пустоты - это делается для того, чтобы кисть лучше пружинила и набирала больше краски. Кисти со щетиной «на клею» не следует применять для окрашивания клеевыми и др. водными составами - во избежание размокания клея и выпадения волоса. Перед началом работы ручники, как и маховые кисти, необходимо подвязать, оставив волос длиной не более 40...45 мм при использовании клеевой краски и 30...40 мм (у ручников средних размеров) при окрашивании масляной. По мере износа волоса шпагат развязывают и длину волоса увеличивают. Краску набирают ручником небольшими порциями, погружая кисть на 10...20 мм, и наносят широкими ровными мазками с последующим растушёвыванием тонким слоем сначала в одном, а затем в другом направлении. Ручник держат так, чтобы волос кисти работал не торцом, а боковой частью (рис. 4, позиция 1). При этом нажим должен быть такой силы, чтобы волос слегка выгибался.

Рис. 4. Работа разными кистями: 1 - ручником; 2 - флейцем; 3 - торцовкой.
Флейцы - плоские кисти с длинным, тонким и упругим волосом; выпускают шириной от 25 до 100 мм. Применяют в основном для сглаживания (флейцевания) свеженанесённой краски - удаления полос, сгустков, просвечивающих участков и др. дефектов, но могут быть использованы и для окрашивания различных поверхностей с целью получения гладкого, глянцевого покрытия. Флейцы изготовляют из высококачественной полухребтовой щетины или барсучьего волоса, закрепляемого в металлической оправе, надеваемой на металлическую ручку. Свежеокрашенную поверхность флейцуют концами кисти вдоль последней растушёвки. Флейцем следует проводить по окрасочному слою практически без нажима, самым кончиком волоса (рис. 4, позиция 2). В процессе флейцевания кисть пропитывается красящим составом, поэтому её нужно регулярно отжимать и вытирать тряпкой. Флейцевать можно только сухой кистью, поэтому после мытья флейцы необходимо тщательно просушить.
Филёночные кисти выпускают диаметром 6, 8, 10, 14 и 18 мм; они предназначены для нанесения узких полос краски (т.н. филёнок), а также для окрашивания участков поверхности, недоступных для ручника. Кисти изготовляют из щетины, закрепляемой в оправе-патроне из белой жести, насаженном на деревянную ручку. При необходимости филёночные кисти также подвязывают.
Торцовки - кисти прямоугольной формы из твёрдой хребтовой щетины, укреплённой в деревянной колодке с ручкой (размер колодки 154x76 мм). Служат для обработки свежеокрашенной поверхности «под шагрень». Торцовкой наносят слабые равномерные удары так, чтобы волос кисти толькр слегка касался краски (рис. 4, позиция 3). От ударов краска разравнивается, образуя покрытие с шероховатой поверхностью (в виде мельчайших бугорков). Не рекомендуется наносить удары торцовкой по одному и тому же месту более одного раза: после высыхания краски эти места будут выделяться. Торцуют обычно покрытия из клеевых и масляных красок, обязательно чистой и сухой кистью, поэтому во время работы кисть часто приходится вытирать сухой тряпкой. После мытья торцовки следует хорошо просушить.
Подготовка кистей к работе и уход за ними
Новые кисти, как правило, слишком жёсткие, поэтому часто оставляют на окрашиваемой поверхности грубые полосы. Для размягчения волоса их рекомендуется подержать в воде в течение часа. Намоченные кисти перед окрашиванием высушивают. Но и обработанные таким образом кисти могут оставлять полосы из-за отдельных выступающих волос и поэтому должны быть выровнены. Если кисть выполнена из одного конского волоса, то её достаточно слегка опалить на огне. Кисти же со щетиной обжигать нельзя, т.к. при этом будет сожжена наиболее ценная часть щетины - флажки. Для выравнивания волоса рекомендуется поработать такой кистью 10...20 минут по грубой штукатурке, бетону, кирпичной стене или др. шероховатой поверхности.
В процессе работы кисти изнашиваются. Чтобы обеспечить равномерное истирание волоса по всей окружности кисти, при окрашивании её надо время от времени поворачивать разными сторонами к окрашиваемой поверхности. В противном случае она срабатывается неравномерно: с одной или двух сторон образуется как бы лопатка. Износ волоса зависит также от вида и качества обрабатываемой поверхности и состава применяемых материалов. Так, при нанесении масляных красок на деревянные поверхности кисть изнашивается меньше, чем при окрашивании металлических, оштукатуренных и кирпичных поверхностей. С другой стороны, износ кистей несколько уменьшается при работе клеевыми составами. Кистью массой 400 г можно окрасить масляной краской в среднем 500...800 м2 поверхности, а клеевой - до 1000 м2.
Умелая подвязка кистей, уход за ними и правильное хранение способствуют повышению их долговечности. Во время кратковременного перерыва в работе масляными красками кисти следует опускать в ведро с водой, керосином или скипидаром либо держать их в олифе или той же краске, которой выполняют окрашивание, но так, чтобы они находились в подвешенном состоянии и не касались волосом дна посуды. В противном случае под тяжестью кисти волос изгибается, кисть деформируется и принимает уродливую, малопригодную для работы форму. Для подвешивания кистей в ручке надо просверлить сквозное отверстие диаметром не менее 5 мм, в которое закрепляют петлю из шпагата или крючок.
По окончании окрасочных работ кисти должны быть тщательно вымыты. Клеевые и др. водорастворимые краски легко отмываются тёплой или горячей водой. После работы масляными и эмалевыми красками кисти сначала моют в керосине, скипидаре или уайт-спирите, а затем в мыльной воде (предварительно сняв временную подвязку) до тех пор, пока вода не перестанет окрашиваться. Не рекомендуется использовать для мытья кистей бензин и ацетон, т.к. они сушат волос и он делается ломким. Вымытые кисти отжимают от излишков воды и сушат в подвешенном состоянии волосом вниз, придав волосу форму факела и слегка обвязав его шпагатом или марлей, чтобы он не расходился в стороны при высыхании.
18. Клещи
Рычажный инструмент в виде щипцов для захвата, удержания, перемещения и вращения заготовок, извлечения забитых гвоздей, гнутья и откусывания гвоздей, проволоки и т.п. Конструкция, формы и размеры клещей чрезвычайно разнообразны и определяются их назначением. К наиболее распространённым разновидностям клещей относятся (рис.): острогубцы (кусачки), плоскогубцы, круглогубцы, пассатижи, специальные захватные, водопроводные и комбинированные клещи.
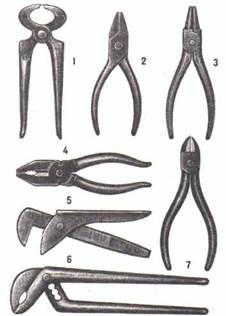
Клещи: 1 - острогубцы (кусачки) строительные типа КС; 2 - плоскогубцы; 3 - круглогубцы; 4 - пассатижи; 5 - специальные захватные; 6 - водопроводные; 7 - бокорезы.
Острогубцы (кусачки) - прямые и бокорезы - служат для извлечения гвоздей, захвата, гнутья и откусывания проволоки, гвоздей и др. Например, выпускаемые отечественной промышленностью строительные клещи типа КС, кроме основных губок, имеют на концах рычагов шарообразное утолщение (шарик) и клинообразную прорезь для выдёргивания гвоздей (гвоздодёр). Шариком с помощью молотка утапливают шляпки гвоздей в дерево; гвоздодёр применяют в тех случаях, когда при извлечении гвоздя основными губками к его шляпке невозможно подобраться.
Плоскогубцы - клещи с губками пирамидальной формы и прямоугольного сечения с насечками на внутренних поверхностях; служат для надёжного захвата и для гнутья проволоки и листового металла при слесарных, электромонтажных и др. работах.
Круглогубцы - клещи с круглыми губками; применяют для загибания проволоки и др. операций, например при электромонтажных работах.
Пассатижи совмещают в себе плоскогубцы и кусачки. Выемки с зубцами служат для завёртывания тонких стержней, соединительных муфт, гаек и др. Один из рычагов может заканчиваться лезвием отвёртки, а другой - квадратным дыроколом. У пассатижей для электромонтажных работ рычаги покрыты электроизоляционным материалом.
Специальные захватные клещи имеют нарезные захватные губки; служат для монтажных сантехнических работ.
Водопроводные клещи - разводные; имеют косостоящий зев. Служат для монтажных и сантехнических работ.
Комбинированные клещи, например отечественные ТН-10, совмещают в себе кусачки, молоток для забивания гвоздей, гаечный ключ; на концах-рычагах имеются отвёртка, приспособления для снятия крышек с банок и бутылок, гвоздодёр. Выпускаются комбинированные клещи, у которых на одном рычаге имеется молоток, на другом - топорик.
Уход за клещами сводится к смазыванию шарниров маслом. Не следует использовать острогубцы для перекусывания твёрдой стальной проволоки и толстых гвоздей, кромки губок при работе не должны выкрашиваться и сминаться.
19. Ключ гаечный разводной
Гаечный ключ, у которого расстояние между губками может изменяться в пределах, обусловленных конструкцией ключа. Такие ключи (рис.) удобны в работе, но они выдерживают гораздо меньше нагрузки, чем трубные или обычные гаечные: в разводном ключе вся нагрузка приходится на 3...5 зубцов рейки и на соответствующие контактирующие места червяка. При чрезмерной нагрузке ломаются части спирали червяка (особенно заходные), деформируется его ось. Наиболее применимы разводные гаечные ключи с максимальным расстоянием между губками 30 мм. Они широко используются при монтаже и демонтаже сантехнической арматуры с декоративным покрытием, при навинчивании пластмассовых гаек и т.д.

Ключ гаечный разводной: 1 - неподвижная губка; 2 - подвижная губка; 3 - рейка; 4 - червяк.
20. Ключ трубный
Бывают рычажные, раздвижные, цепные и накидные трубные ключи. В домашних условиях наиболее часто используют рычажные ключи. Состоит такой ключ из двух шарнирно-соединённых рычагов - подвижного и неподвижного с зажимными губками на концах (рис.). На подвижном рычаге имеется трапецеидальная резьба с гайкой. При вращении гайки подвижный рычаг смещается вдоль неподвижного, уменьшая или увеличивая расстояние между губками до тех пор, пока они плотно не соприкоснутся с зажимаемой деталью. Нажимать на ключ следует со стороны неподвижного рычага. При этом деталь заклинивается между губками тем сильнее, чем больше усилие, прикладываемое к ключу; зубцы губки неподвижного рычага как бы вгрызаются в деталь, предотвращая проскальзывание ключа по её поверхности. Чтобы на поверхности отвинчиваемых (завинчиваемых) деталей не оставались следы от зубцов, под губки подкладывают картонные полоски или тряпку. Лучше, однако, изготовить для этого специальные «нагубники» из отходов листовой меди, латуни или алюминия.

Ключ трубный рычажный: 1 - подвижный рычаг; 2 - неподвижный рычаг; 3 - опорная гайка; 4 - губки.
Для домашних работ достаточно иметь ключи, предназначенные для зажима труб диаметром до 36 мм и до 50 мм. Желательно пользоваться ключом, соответствующим размерам зажимаемой детали. Ключ рассчитан на усилия рук, поэтому нельзя надевать на рычаги ключа обрезки труб для увеличения усилия - это может привести к изгибу рычагов и даже их поломке. Если зубцы губок замялись, их можно подправить напильником или заново нарезать ножовкой. Срезанные или разболтавшиеся заклёпки и штифты легко заменить новыми, например из гвоздя.
21. Коловорот
Ручной инструмент для сверления отверстий большого диаметра (до 30 мм) преимущественно в древесине; разновидность дрели. Представляет собой коленчатый стержень с ручкой и втулкой (или патроном) для зажима сверла на одном конце и нажимной головкой (грибком) на другом (рис.).
Коловорот: а - простой с винтовым зажимом; б - с зажимным патроном; в - с трещоткой; 1 - ручка; 2 - коленчатый стержень; 3 - зажимная втулка; 4 - зажимной патрон; 5 - трещотка; 6 - грибок.
Втулка обычно имеет отверстие в виде четырёхгранной пирамиды - по форме хвостовика сверла; вставленное сверло закрепляется во втулке винтом. В патроне (таком же, как в сверлильных машинах) можно закрепить сверло с хвостовиком любой формы. Во время сверления одной рукой вращают рукоятку, а другой нажимают на грибок. Если условия сверления таковы, что невозможно сделать полный оборот рукоятки, применяют коловорот с храповым механизмом (трещоткой), который позволяет вращать сверло при неполном обороте рукоятки: по часовой стрелке - рабочий ход, против часовой стрелки - холостой ход.
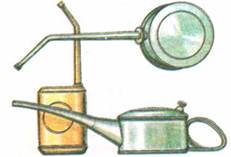
22. Краскораспылитель электрический
Предназначен для окрашивания или покрытия лаком плоских и рельефных поверхностей изделий из металла, пластмассы, дерева и др. материалов (при небольших объёмах работ), а также для опрыскивания помещений различными жидкостями и экстрактами. Краскораспылитель состоит из насоса с краскозаборником и соплом-распылителем, электровибратора (приводящего в действие насос) и бачка для распыляемой жидкости. Насос и вибратор заключены в пластмассовый корпус, к которому снизу присоединяется бачок; включение и выключение краскораспылителя осуществляется нажатием кнопки, вмонтированной в рукоятку-держатель пистолетного типа.
При включении прибора насос сначала всасывает жидкость из бачка, а затем с силой выталкивает её через отверстие сопла, при этом жидкость распыляется и на выходе сопла образуется «факел» из мельчайших капель распылённой жидкости. Выход жидкости и ширина факела регулируются поворотом ручки подачи, расположенной на корпусе прибора.
Эффективность работы краскораспылителя и качество лакокрасочного покрытия в значительной степени зависят от чистоты и вязкости распыляемой жидкости, поэтому перед употреблением краску или лак необходимо тщательно перемешать, затем профильтровать через металлическое сито или марлю, сложенную в несколько раз. Для определения вязкости краскораспылитель, как правило, снабжён вискозиметром.
При засорении сопла-распылителя надо снять сопло, прочистить его отверстие и промыть растворителем; при засорении насоса, а также по окончании работ - отвинтить бачок с краскозаборником, вынуть насос и тщательно промыть его растворителем. Металлические детали насоса следует смазать минеральным (машинным) маслом.
Выпускаемый промышленностью краскораспылитель рассчитан на подключение к сети переменного тока напряжением 220 В; потребляемая мощность 100 Вт; масса ок. 1 кг. Окрашивает 1 м2 поверхности (при окраске в один слой) за 1...1,5 минуты.
23. Лекало
1) чертёжный инструмент, предназначенный для проведения или проверки кривых линий при чертёжных и конструкторских работах, а также при выпиливании узорчатых рамок и наличников, фасонных изделий из де рева и т.д. Обычно лекало представляет собой деревянную, пластмассовую или металлическую пластинку с криволинейной кромкой (рис.).

Лекапо чертёжное.
2) Лекало измерительное - бесшкальный мерительный инструмент или разметочное устройство (шаблон) в виде металлической пластины с рабочей кромкой, очерченной по обратному (дополнительному) профилю изделия. Применяется, например, при поделочных работах для контроля или обводки криволинейных контуров фасонных деталей.
Лерка - устаревшее название круглой цельной нарезной плашки.
24. Линейка
Инструмент для проведения прямых линий на плоскости и измерения линейных размеров. Измерения линейкой дают невысокую точность, особенно при измерении расстояний, превышающих длину собственно линейки, а длинные линейки неудобны для хранения и переноски. Линейки бывают металлические, деревянные и пластмассовые.
Металлические линейки изготовляют с верхними пределами измерений 150, 300, 500 и 1000 мм с ценой деления шкалы 0,5 и 1 мм. Как правило, шкала металлической линейки начинается точно от торцевой грани (левой относительно шкалы), перпендикулярной к продольному ребру линейки. Противоположный конец линейки делают закруглённым с отверстием для подвешивания, например, на гвозде. Изготовляют такие линейки из стальной ленты со светлой полированной поверхностью.
Деревянные линейки имеют верхние пределы измерений 250, 400 и 600 мм с ценой деления шкалы 1 мм. Начало шкалы у деревянных линеек наносится с некоторым отступом от торцевой грани (обычно на 4...6 мм). Для уменьшения вероятности ошибки при отсчёте ребро со стороны шкалы состругивают, образуя фальц, что позволяет уменьшить толщину кромки линейки почти вдвое и таким образом приблизить штрихи шкалы к точке отсчёта на измеряемой поверхности. С этой же целью изготовляют деревянные линейки трёхгранного сечения. Чтобы штрихи шкалы были видны более чётко, их иногда наносят на предварительно окрашенную белую поверхность. Изготовляют деревянные линейки из берёзы, бука и др. твёрдой древесины лиственных пород.
Пластмассовые линейки имеют верхние пределы измерений от 200 до 400 мм с ценой деления шкалы 1 мм. Начало шкалы наносится как под обрез (от торца) линейки, так и с отступом в 5...6 мм. На многих линейках ребро со стороны шкалы делают скошенным. Изготовляют такие линейки преимущественно из оргстекла, полистирола, целлулоида. Цифры и штрихи шкалы обычно выдавлены.
При слесарных, столярных, стекольных, плотничных и др. работах чаще пользуются металлическими линейками (как наиболее точными и удобными для разметки и измерения) и значительно реже деревянными; пластмассовые линейки применяют главным образом в канцелярской работе и школьном учебном процессе.
25. Лобзик
Ручной режущий инструмент для выпиливания по криволинейному (узорному) контуру изделий из фанеры, тонких (до 10 мм) деревянных дощечек, листов пластмассы (например, плексигласа) и мягкого металла. Наиболее часто используется лобзик в виде П-образной металлической рамки (рис. 1, а), между концами которой натягивается пильное полотно (пилка) так, чтобы при пилении оно не гнулось и в то же время не было перенапряжено. Натяжение пилки обеспечивается за счёт незначительного сжатия концов П-образной рамки. Зубья у пилки, как правило, косые и направлены в сторону рукоятки (рис. 1, в). При выпиливании пилку ведут вертикально, расположив заготовку на уровне груди на специальной подставке, прикреплённой к столу или верстаку. Для получения криволинейных пропилов поворачивают только заготовку (рис. 1, б), не меняя положения лобзика (относительно подставки). Вместо П-образной рамки нередко используют приспособление в виде пружинящего изогнутого рычага или прикреплённой к кронштейну пружины; эти приспособления позволяют двигать пилку не только рукой, но и ногой. Иногда лобзиками называют столярные лучковые пилы с узким пильным полотном для выпиливания кривых линий. Существует также несколько видов электролобзиков (в т.ч. как приставки для электродрели), у которых возвратно-поступательное перемещение пилки обеспечивается электродвигателем (рис. 2).
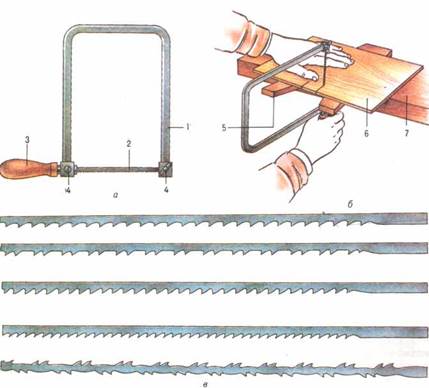
Рис. 1. Простой П-образный лобзик: а - внешний вид; б- выпиливание лобзиком; в - пильные полотна; 1 - рамка; 2 - пильное полотно; 3 - рукоятка; 4 - крепёжные винты; 5 - подставка; 6 - заготовка; 7 - верстак (стол).
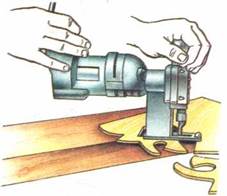
Рис. 2. Насадка на электродрель для выпиливания узоров из фанеры.
26. Малка
Инструмент для перенесения угловых размеров при разметке деталей. Представляет собой деревянный или металлический складной угольник из двух шарнирно-соединённых частей (колодки-основания и линейки), взаимное положение которых фиксируется боковым или торцевым зажимным винтом (рис.); малка с торцевым винтом более удобна в работе. В сложенном виде линейка размещается внутри колодки.
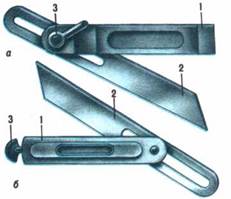
Малка: а - с боковым зажимным винтом; б - с торцевым зажимным винтом; 1 - колодка; 2 - линейка; 3 - зажимный винт.
27. Маслёнка
Устройство для подачи смазочных материалов на трущиеся металлические поверхности (швейных машин, велосипедов, тележек, колясок, дверныхи оконных петель и т.п.), для смазывания замков, задвижек и др. предметов домашнего обихода. Бытовые маслёнки изготовляют из жести или из пластмассы, чаще всего с острым носиком (рис.).
Маслёнки.
28. Медведка
Ручной режущий инструмент для грубого строгания больших поверхностей, например брусьев, отёсанных сторон брёвен, досок наружной обшивки домов, пола, потолка или перегородок; разновидность стругов.
Медведка: а - для строгания гладких поверхностей; б - для выстругивания желобков; 1 - обрабатываемая заготовка; 2 - колодка; 3 - клин; 4 - нож с прямым лезвием; 5 - ножи с овальным лезвием; 6 - цилиндрические ручки.
Отличительная особенность - деревянная колодка медведки имеет две пары цилиндрических ручек (длиной 300 мм и диаметром около 20 мм) для работы вдвоём (в четыре руки) (рис.). Строгают медведкой, обычно сидя верхом на обрабатываемом бревне, брусе или доске лицом друг к другу на расстоянии полного размаха рук. Для строгания гладких поверхностей применяют одинарный нож с прямым лезвием, слегка закруглённым по углам. Иногда, например при выстругивании желобков на кровельных досках для стока дождевой воды, используют один или два ножа с овальными лезвиями.
29. Метчик
Инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Представляет собой закалённый винт с прорезанными вдоль стержня канавками, которые образуют режущие кромки. Изготовляют метчики из углеродистой, легированной или быстрорежущей стали. В домашних условиях обычно используют ручные (слесарные) метчики (рис.) в комплекте из двух или трёх штук. Номер каждого метчика в комплекте отмечается числом рисок на хвостовой части. Начальные номера предназначены для черновой обработки, последние - для чистовой. Для вращения ручного метчика при нарезании резьбы применяют различные воротки (см. Приспособления для нарезания резьбы).

Метчик.
30. Молоток
Ручной ударный инструмент, используемый при слесарных, столярных, кузнечных, строительных, сапожных и др. работах. Состоит (рис.) из собственно молотка (головки) и плотно насаженной на него рукоятки. Один конец головки, которым обычно наносят удары (боёк) - плоский или немного выпуклый (сферический), другой конец (носок, или хвост) может иметь различную форму. Например, носок стандартного столярного молотка имеет полукруглый скос; сам носок закруглён, что позволяет использовать такой молоток для притирки облицовочного шпона. Носок головки плотничного молотка выполнен в виде лопаточки с клиновидной прорезью посредине для захвата и выдёргивания гвоздей. У паркетных молотков носок скошенный и наклонный (см. статью 4.1. Материалы и инструменты); от удара по кромке паркета таким молотком не сминается древесина. Головки чаще всего изготовляют из углеродистой стали, рабочие поверхности (боёк и носок) закаливают. Материалом для рукоятки обычно служит хорошо выдержанная древесина твёрдых пород (дуб, берёза, клён, бук, граб и т.п.). Чтобы головка плотно сидела на рукоятке и не соскакивала при работе, в торец рукоятки (в месте соединения её с головкой) загоняют деревянный или (лучше) стальной клин (предварительно в рукоятке делают продольный пропил). Существуют молотки с металлической рукояткой, соединённой с головкой методом горячей опрессовки; для удобства обхвата на такую рукоятку внатяжку наклеивают резиновую обкладку. Особую группу составляют деревянные, пластмассовые или резиновые молотки, называемые киянками; используются для нанесения не слишком сильных ударов, например по ручке стамески или долота при долблении, а также для выравнивания и гнутья листового металла, на котором не оставляют следов ударов. Кроме того, существуют различные комбинированные инструменты: молоток-топорик, молоток-гвоздодёр и др.
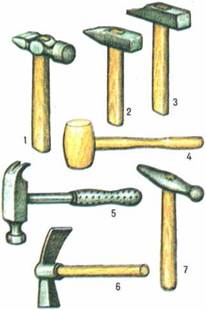
Молотки: слесарные с круглым (1) и квадратным (2) бойками; 3 - стандартный столярный; 4 - деревянная киянка; 5 - плотничный с металлической рукояткой; 6 - молоток каменщика; 7 - с шаровым бойком для выколотки объёмных изделий из металлического листа.
Масса слесарных и столярных молотков обычно от 0,05 до 1 кг; длина ручек от 280 до 340 мм. Тяжёлые молотки с массой от 2 до 16 кг называются кувалдами.
31. Наждачный брусок
Деревянный брусок длиной 12...15 см, шириной 6...8 см и толщиной 2...4 см, покрытый с одной или двух сторон наждачной бумагой (шлифовальной шкуркой); иногда наждачной бумагой оборачивают весь брусок целиком. Брусок может быть прямоугольным либо с закруглёнными кромками. Наждачную бумагу либо прикрепляют к бруску канцелярскими кнопками или мелкими гвоздиками, либо приклеивают. Наждачная бумага может лежать в два слоя; в этом случае внутренний слой шероховатой стороной обращают к бруску, чтобы бумага не скользила по его поверхности. Применяют при шлифовании плоских поверхностей преимущественно деревянных деталей.
32. Наковальня
Опорный кузнечный инструмент, применяемый при ковке и выравнивании металлических заготовок (из жести, проволоки, прутка и т.д.). Представляет собой массивный стальной корпус (рис.) различных размеров и формы с закалённой рабочей поверхностью (лицом). Существуют также настольные наковальни малых размеров - наковаленки - для специальных работ (например, в часовом деле). В домашних условиях в качестве наковальни можно использовать кусок рельса или рихтовальную (правильную) плитку.

Наковальня и наковаленки.
33. Напильник
Ручной многолезвийный режущий инструмент для снятия небольших слоёв металла (ручной доводки деталей, заточки пил, вытачивания ключей и т.д.), а также для обработки (выравнивания, отделки) изделий из дерева, кожи, пластмассы и др. материалов. Представляет собой стержень с рабочей частью и хвостовиком (рис. 1). На рабочей части нанесены насечки (одинарные или двойные), образующие режущие кромки. На хвостовик обычно насаживается деревянная ручка. По форме профиля поперечного сечения напильники подразделяют на плоские, квадратные, трёхгранные, круглые, полукруглые, ромбические, ножовочные и др. Применение напильника той или иной формы при слесарных работах определяется профилем обрабатываемой детали (рис. 2). Напильники изготовляют из высокоуглеродистой инструментальной стали и подвергают закалке.
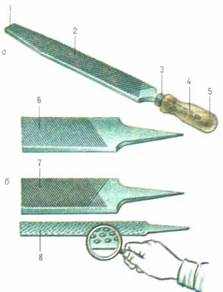
Рис. 1. Основные части напильника (а) и виды насечек (б): 1 - носок; 2 - рабочая часть; 3 - кольцо; 4 - хвостовик; 5 - ручка; 6 - одинарная насечка; 7 - двойная насечка; 8 - рашпильная насечка.
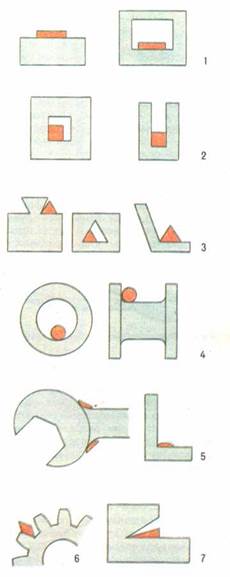
Рис. 2. Схемы применения слесарных напильников: 1 - плоского; 2 - квадратного; 3 - трёхгранного; 4 - круглого; 5 - полукруглого; 6 - ромбического; 7 - ножовочного.
Рабочие свойства напильника определяются шагом насечки (числом насечек, приходящихся на 1 см длины) или номером насечки. По шагу (номеру) насечки различают напильники: драчёвые (шаг насечки 4,5...12; номер насечки 0-1), применяемые для грубого или предварительного опиливания; полуличные, личные (13...26; 2-3), бархатные (42...80; 4-5), применяемые для чистового опиливания, точной отделки, шлифования и доводки деталей. Напильники с крупной насечкой (с грубыми, острыми зубьями) называются рашпилем, малогабаритные с мелкой насечкой - надфилем. Рашпили различной формы служат для устранения неровностей, отделки округлостей в металлах, а также для увеличения отверстий, пазов и т.д. в древесине, обработки кож и др. Надфили (маленькие напильники, длина насечки 100 мм) часто не имеют хвостовика (заменён круглым стержнем); применяют для зачистки поверхностей, обработки мелких точных деталей из древесины, металла и др. материалов.
При хранении напильников следует избегать их соприкосновения с др. инструментами. Хранить сухими, не покрывать маслом или смазкой. Для удаления опилок, смолы и т.п., набившихся между насечек, напильник надо опустить в горячую воду либо чистить проволочной щёткой или латунной иглой в направлении насечки. Ржавчину удаляют керосином.
34. Ножеточка
Электрический ручной инструмент для заточки ножей и ножниц в домашних условиях. По принципу действия подобна точилу. Заточка осуществляется вращающимися абразивными кругами, помещёнными для безопасности в пластмассовый корпус (рис.). При заточке клинок ножа или ножниц медленно проводят несколько раз вдоль соответствующей прорези в крышке корпуса ножеточки, при этом автоматически обеспечивается оптимальный или близкий к оптимальному угол заточки.

Ножеточка.
35. Ножницы слесарные
Инструмент для разрезания металла под давлением двух сдвигающихся навстречу друг другу шарнирно-соединённых режущих ножей (лезвий). Различают ножницы ручные механические и электрические.
Ручные механические ножницы
Для разрезания листового металла толщиной до 1,5 мм применяют ручные ножницы трёх основных типов: пряморежущие (рис. 1), для вырезания отверстий и для фигурной резки. Для вырезания отверстий применяют также ножницы с загнутыми ножами. По расположению лезвий ручные ножницы бывают левые (нижнее лезвие расположено слева от линии разреза) и правые (справа от линии разреза). Длина ручных ножниц от 200 до 400 мм; наиболее удобными в работе считаются ножницы длиной 250 и 320 мм. Из ручных ножниц известны также (рис. 2): рычажные, у которых нижний нож неподвижен, а верхний передвигается с помощью рычага; применяют для разрезания листового металла толщиной до 6 мм; стуловые, имеющие длинную верхнюю ручку и короткую нижнюю с шипом (остриём), которая при работе закрепляется в тисках или в колодке; пригодны для разрезания листового металла толщиной до 3 мм; силовые малогабаритные, у которых одна ручка закрепляется в тисках; служат для разрезания листового металла толщиной до 2,5 мм и прутков - до 8 мм; маховые рычажные - для разрезания листового металла толщиной до 2,5 мм на прямые длинные полосы.

Рис. 1. Пряморежущие ручные ножницы.
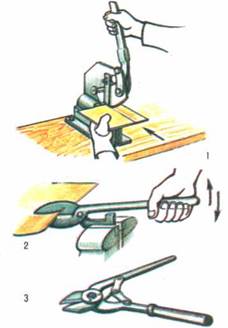
Рис. 2. Ножницы: 1 - рычажные; 2 - стуловые; 3 - силовые малогабаритные.
Электрические ножницы (электроножницы)
Этот инструмент домашнему умельцу целесообразно приобретать в том случае, если приходится обрабатывать большое количество листового металла. Для разрезания металлических листов толщиной до 3 мм по прямолинейному и криволинейному контуру применяют ручные электрические ножевые ножницы вибрационного типа (рис. 3) с ножами, величина захода которых регулируется с помощью установочных винтов и эксцентрика. При регулировании учитывают, что слишком большой заход ножей (более 4 мм) затрудняет резание заготовок по кривой, а при отсутствии захода ножницы перестают резать.
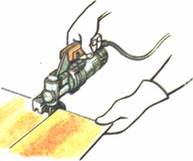
Рис. 3. Ручные электрические ножницы в работе.
Оселок - брусок из мелкозернистого абразивного материала для правки и доводки лезвий режущих инструментов (топоров, ножниц, бритв и т.п.) после их заточки.
36. Отвёртки
Инструменты, применяемые в быту для завинчивания и вывинчивания винтов и шурупов, имеющих на внешнем торце шлиц (прямой или крестообразный). Функционально отвёртки условно подразделяют на слесарные (столярные), электро- и радиомонтажные, часовые и универсальные.
Обычная слесарная (столярная) отвёртка представляет собой (рис. 1) стальной стержень, один конец которого жёстко скреплён с рукояткой (деревянной, пластмассовой или металлической), другой конец - рабочий - может быть в виде лопатки (для винтов и шурупов с прямым шлицем) или крестообразным (для винтов и шурупов с крестообразным шлицем). Ширина лезвия (жала) лопатки от 1,7 до 28 мм. Отвёртки с крестообразным рабочим концом изготовляют пяти номеров (размеров): 0 (диаметр стержня 3,00 мм), 1 (4,00 мм), 2 (6,00 мм), 3 (8,00 мм) и 4 (10,00 мм). Выпускают отвёртки с двумя рабочими концами (например, один прямой, другой крестообразный); один конец стержня (по выбору) вставляют внутрь рукоятки, другой является рабочим. Распространены отвёртки с набором сменных стержней. Существуют отвёртки с проворачивающейся относительно стержня рукояткой, внутри которой расположен храповик, позволяющий свободно вращать рукоятку в нужном направлении, не меняя положения пальцев; такие отвёртки удобны для работы одной рукой, например в труднодоступных местах. Для ускорения работы применяют отвёртки с различными приспособлениями: отвёртки с вращающимся жалом, у которых внутри рукоятки устроен архимедов винт или на утолщённом стержне прорезана спиральная канавка (жало приводят во вращательное движение, нажимая на рукоятку - как бы «надевая» её на стержень); отвёртки, вставляемые в патрон ручного сверлильного инструмента (дрели, коловорота).
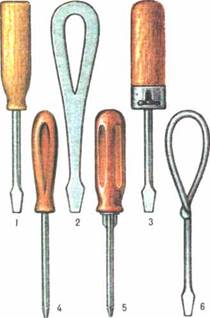
Рис. 1. Слесарные (столярные) отвёртки: 1 - с рабочим концом под прямой шлиц; 2 - велосипедная; 3 - с храповиком (трещотка); 4 - под крестообразный шлиц; 5 - с двумя рабочими концами у стержня, вставляемого в рукоятку; 6 - самодельная.
Электромонтажные отвёртки (рис. 2) сходны по форме и конструкции со слесарными, но их рукоятки обычно выполнены из диэлектриков (полиэтилен, полипропилен и др.), выдерживающих электрическое напряжение до 380 В. Нередко в хвостовую часть рукоятки монтируют неоновую лампочку, электрически соединённую со стержнем, что позволяет использовать такую отвёртку как фазовый щуп-индикатор. Радиомонтажные отвёртки для закручивания крепёжных элементов в бытовой аппаратуре имеют удлинённый (до 300 мм) стержень, а для подстройки внутренних контуров катушек, регулировки переменных резисторов и др. деталей - небольшую ширину жала (2...4 мм). Стержень этих отвёрток обычно обматывают изоляционными материалами; нередко стержни делают пластмассовыми.
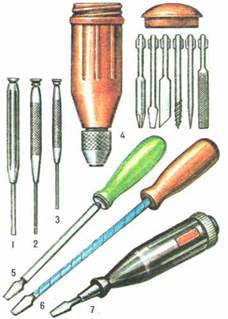
Рис. 2. Часовые (1, 2, 3), универсальные (4), электро- и радиомонтажные (5, 6, 7) отвёртки.
Часовые отвёртки отличаются малыми размерами стержня (40...80 мм) и узким жалом (0,8...2,0 мм). Вертлюговое соединение рукоятки с упором на её хвостовой части позволяет отвинчивать мелкие детали одной рукой, упирая отвёртку в ладонь или подушечку указательного пальца и вращая её большим и средним пальцами.
Универсальные отвёртки имеют полую рукоятку из ударопрочной пластмассы, цанговый зажим для крепления насадки и набор сменных жал (жала под прямые и крестообразные шлицы разных размеров, шило, буравчик, стамеску, зенковку и др.), размещённые в рукоятке. Их достают из рукоятки и меняют в зажиме по мере надобности, что значительно упрощает работу.
Размеры и форма лопатки (креста) у отвёртки должны соответствовать размерам завинчиваемого винта или шурупа. Поэтому домашнему умельцу полезно иметь в своём хозяйстве отвёртки для мелких, средних и крупных винтов. Лезвие лопатки важно правильно заточить. Излишне большой или явно недостаточный угол заточки (рис. 3, позиция 1) ведёт к срыву либо провёртыванию отвёртки. Лезвие по ширине должно соответствовать диаметру головки винта (рис. 3, позиция 2): излишняя ширина не позволяет завернуть головку винта заподлицо, при завинчивании шурупа в дерево портится окружающая поверхность древесины; недостаточная ширина лезвия снижает величину усилия (крутящего момента), приводит к смятию лезвия лопатки.
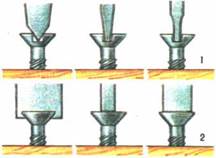
Рис. 3. Соотношения размеров и формы лезвия лопатки и шлица шурупа (винта): 1 - по толщине; 2 - по ширине.
37. Отвес
Инструмент для проверки вертикальности поверхностей и линий. Состоит из грузика и шнура или толстой лески (рис. 1). Грузик чаще всего представляет собой металлический цилиндр с заострённым конусообразным нижним концом. В верхней части грузика имеется проушина для крепления шнура. Шнур наматывается на планку, вырезанную из алюминиевого листа или из фанеры. Острие грузика и шнур у свободно подвешенного отвеса должны находиться на одной линии. Для проверки вертикальности поверхности (или линии) к ней почти вплотную подносят отвес, так, чтобы грузик свободно висел на шнуре, не касаясь чего-либо. Если поверхность или линия расположены вертикально, то они будут строго параллельны шнуру отвеса, а расстояния от проверяемой поверхности до верха шнура и острия груза одинаковы (рис. 2).
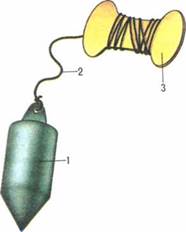
Рис. 1. Отвес: 1 - грузик; 2 - шнур (леска); 3 - планка (катушка) для намотки шнура.
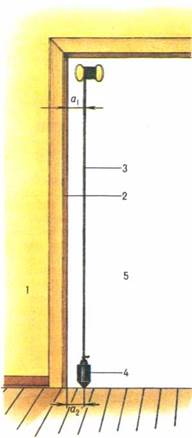
Рис. 2. Проверка вертикальности боковин дверной коробки: 1 - стена; 2 - боковина дверной коробки; 3 - шнур; 4 - грузик; 5 - дверной проём; а1 - расстояние от боковины до верха шнура; а2 - расстояние от боковины до острия грузика (боковина вертикальна, если а1 =а2).
38. Отволока
Инструмент для нанесения разметочных линий, необходимых для плотного соединения двух сопрягаемых деталей. Представляет собой брусок с выступом, в который вбит гвоздь (рис., а). При разметке (причерчивании) отволоку рабочим концом вставляют между сопрягаемыми деталями и прижимают к обработанной кромке нижней детали. Перемещая отволоку, остриём гвоздя прочерчивают на поверхности верхней детали линию, параллельную кромке нижней детали (рис., б).
Отволока: а - общий вид; б - причерчивание соединяемых досок; 1 - брусок; 2 - гвоздь; 3 - соединяемые доски.
39. Паяльная горелка
Лёгкая переносная горелка с направленным открытым или закрытым пламенем (рис.), работающая на жидком газе (пропан, бутан). Газ поступает из баллона объёмом 1, 5, 20 или 50 л либо из зарядных устройств, содержащих от 100 до 200 г газа. Служит для пайки твёрдым припоем (рабочая температура 450...600 ”С), следовательно, пригодна и для пайки мягким припоем, а также для оплавления старой краски и разогрева деталей при их сгибании и правке. При работе с паяльной горелкой необходима огнеупорная подкладка. Ранее широко использовавшиеся для этого асбестовые пластины, как оказалось, непригодны из-за их токсичности; вместо них рекомендуется использовать плитки из искусственного камня, шамота, твёрдой древесины или кирпича. Паяльные работы с открытым огнём следует проводить в хорошо проветриваемом помещении.
Паяльные горелки: газовые паяльники с подогревом открытым пламенем (1) и в закрытой камере (2).
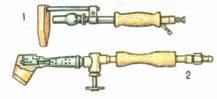
40. Паяльная лампа
Лёгкая переносная горелка (рис. 1) с направленным открытым пламенем, работающая на жидком горючем (спирте, бензине, керосине). Служит для нагревания рабочей части (наконечника) паяльника при пайке с твёрдым (рабочая температура 450...500 °С) или мягким припоем, для расплавления припоя, а также для нагревания металлов (при правке, гибке и др.), удаления остатков старого масла, лака, красок с деревянных оснований, металлических изделий, штукатурки. Существуют портативные паяльные лампы, выполненные в форме пистолета (рис. 2).
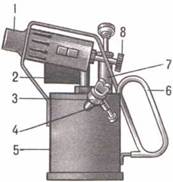
Рис. 1. Керосиновая паяльная лампа: 1 - труба; 2 - ванночка для разжигания лампы; 3 - заливная пробка; 4 - воздушная пробка; 5 - резервуар; 6 - ручка; 7 - насос; 8 - вентиль.
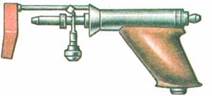
Рис. 2. Бензиновый паяльник в форме пистолета с резервуаром для горючего в рукоятке.
41. Паяльник
Ручной инструмент, применяемый при пайке для прогревания мест спайки и расплавления припоя. Рабочая часть паяльника представляет собой медную головку - наконечник, нагреваемый внешним источником теплоты. Для пайки мелких деталей, например электропроводов, применяют наконечники в виде отвёртки массой 0,1...0,2 кг, для пайки крупных изделий, таких, как листы кровли,- тяжёлые наконечники в форме молотка массой от 0,5 до 10 кг. По способу нагрева наконечника различают паяльники с подогревом в пламени горелки - газовой (см. Паяльная горелка) или на жидком горючем (см. Паяльная лампа) - и паяльники с электрическим подогревом - электропаяльники. Существуют также ультразвуковые паяльники, у которых колебания нагретого стержня разрушают оксидную плёнку на поверхности паяемого металла под слоем расплавленного припоя; обеспечивают безфлюсовую пайку.
В домашних условиях электропаяльник (рис. 1) - наиболее распространённый паяльный инструмент, с помощью которого можно паять предметы хозяйственного обихода из стали, меди и медных сплавов (бронзы, латуни). Присадочным материалом при пайке электропаяльником служат мягкие припои, обычно оловянно-свинцовые с температурой плавления 180...280 °С, поступающие в продажу в виде прутков, проволоки, лент и т.п. Выпускаются бытовые электропаяльники различной мощности - от 25 до 100 Вт в зависимости от цели применения, с обычным (за несколько минут) или форсированным (за несколько секунд) подогревом наконечника. Электропаяльники с форсированным подогревом, получившие название паяльных пистолетов, служат в основном для мелких паяльных работ (например, для пайки проводов). Существуют паяльные пистолеты со сменными наконечниками и локальным освещением (подсветкой) места пайки.
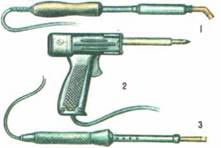
Рис. 1. Электропаяльники: 1 - мощный (90 Вт); 2 - с форсированным подогревом (паяльный пистолет); 3 - обычный (50 Вт).
Перед пайкой жало паяльника необходимо залудить. Для этого жало следует очистить с помощью напильника или шлифовальной шкурки, нагреть, окунуть во флюс, тут же приложить к припою и держать до расплавления припоя. Эту процедуру повторяют несколько раз, пока припой не покроет ровным слоем рабочую поверхность паяльника. На жале паяльника часто образуются раковины, которые затрудняют стекание припоя в место пайки. Придать жалу нужную форму следует сначала ковкой и лишь затем можно немного подправить напильником.
Чтобы горячий паяльник не прожёг поверхность стола, его необходимо класть на подставку. Простейшую подставку можно сделать самому из проволоки или металлической полосы (рис. 2).

Рис. 2. Подставка для электропаяльника
42. Пила
Ручной или станочный многолезвийный режущий инструмент для разрезания (распиливания) древесины, металлов и др. материалов. Основная часть любой пилы - стальное полотно с зубьями по краю. Каждый зуб - это элементарный резец в виде клина (рис. 1). Режущей кромкой зуба может быть ребро между передней и задней гранями (передняя, главная, режущая кромка), ребро между передней и боковой или задней и боковой гранями (боковые режущие кромки) либо ребро между сточенной фаской и боковой гранью (также боковая режущая кромка). При движении по поверхности распиливаемого материала зубья срезают узкие стружки (опилки), образуя щель, называемую пропилом.
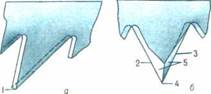
Рис. 1. Основные виды зубьев пилы: а - с передней (главной) режущей кромкой; б - с боковыми режущими кромками и острой вершиной; 1 - передняя (главная) режущая кромка; 2 - передняя боковая режущая кромка; 3 - задняя боковая режущая кромка; 4 - вершина зуба; 5 - сточенные передняя и задняя фаски.
Форма и размеры зубьев определяются типом распиливаемого материала и видом пиления (рис. 2). Так, зубья пил по металлу имеют вид прямоугольного треугольника (с острым углом при вершине) с передней режущей кромкой. Зубья пил по дереву также имеют вид треугольника, но их конфигурация и режущие кромки зависят от направления пиления: поперёк или вдоль волокон древесины. Строго говоря, разделение пил по типу распиливаемого материала несколько условно, т.к. пилой по металлу можно также пилить, например, древесину, пластмассу и др. материалы, а пилой по дереву - древесно-стружечные плиты (ДСП), древесные пластики, пластмассу и пр. материалы, по твёрдости близкие к древесине.
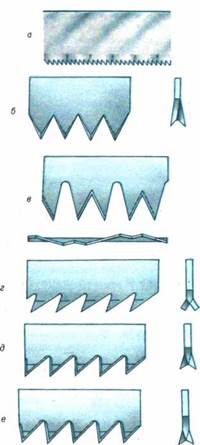
Рис. 2. Форма зубьев пилы по металлу (а) и по дереву для поперечного (б, в), продольного (г, д) и смешанного (е) пиления.
Эффективность пиления существенно зависит от размеров зубьев пилы, состояния их режущей кромки (от их заточки) и разводки.
Размеры зубьев у пил по металлу, используемых в домашних условиях, не превышают по высоте 1...1,5 мм при ширине (у основания) 1,2...2 мм. Размеры зубьев у пил по дереву отличаются большим разнообразием: по высоте от 1 до 18 мм, по ширине у основания от 1,5 до 12 мм. Крупные зубья режут древесину более производительно, но оставляют грубый пропил, средние - пилят медленнее, но пропил у них более чистый, мелкие - режут древесину чисто, но очень медленно. Для разновысоких зубьев основная нагрузка при пилении приходится на большие зубья, и они быстрее тупятся, тогда как малые зубья практически не работают, в результате производительность пиления заметно снижается. От многократной точки форма и высота зубьев меняется, пила начинает пилить неровно, подскакивать. Поэтому зубья периодически надо подравнивать, стачивая их напильником. Для подравнивания лучше всего напильник вставить в деревянную колодку и «пилить» по нему пилой (рис. 3). Выровняв высоту зубьев, можно приступать к их заточке.
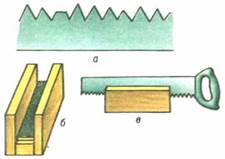
Рис. 3. Выравнивание зубьев пилы напильником: а - пильное полотно с изношенными зубьями; б - колодка с напильником для стачивания зубьев; в - стачивание (выравнивание) зубьев.
Заточка зубьёв и их разводка в домашних условиях возможна лишь у пил по дереву. Точить пилу лучше всего, закрепив её в тисках либо в простейшем деревянном станке (рис. 4). Точат зубья трёхгранным личным напильником с последующей зачисткой бархатным напильником (с очень мелкой насечкой) или надфилем. Зубья пил для поперечного пиления затачивают под углом 45...50° к боковой поверхности полотна пилы (рис. 5, а), в результате чего между стачиваемой фаской и боковой гранью зуба образуется боковая режущая кромка (передняя или задняя); заусенцы стачивают бархатным напильником. Вершина зуба (точка схождения боковых режущих кромок) должна быть очень острой. Заточку выполняют через зуб, сначала с одной стороны пилы по всей её длине, а затем с другой. Зубья пил для продольной и смешанной распиловки затачивают под прямым углом к боковой поверхности полотна пилы (рис. 5, б). Точат переднюю и заднюю грани зуба до тех пор, пока передняя и боковые режущие кромки не станут острыми. Правильность заточки проверяют угольником.
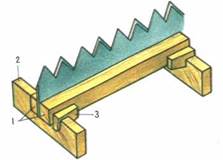
Рис. 4. Простейший станок для заточки зубьев пилы: 1 - зажимные бруски; 2 - подставка; 3 - распорный клин.
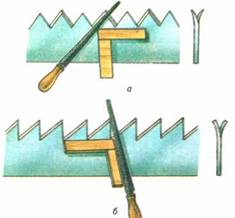
Рис. 5. Точка зубьев пил для поперечного (а) и продольного (б) пиления.
В процессе пиления по мере углубления пропила пилу начинает «заедать» вследствие увеличения силы трения полотна о стенки пропила (рис. 6, а). Чтобы пилу не «заедало», концы зубьев через один или два отгибают (разводят) в противоположные стороны (режущей кромкой наружу). Величина развода на одну сторону 0,3...0,6 мм, но не более половины толщины полотна пилы (рис. 6, б). Чрезмерный развод требует больших усилий при пилении. Отгибать (разводить) концы зубьев можно при помощи плоскогубцев, зажав полотно пилы в тисках, или на станке для заточки зубьев. Лучше, однако, пользоваться специальным инструментом - разводкой. Иногда вместо разводки зубьев к их концам приваривают пластинки из твердосплавных материалов (рис. 6, в). Пилу с такими зубьями не «заедает», т.к. ширина пропила получается больше толщины пильного полотна. Наиболее часто твердосплавные пластинки приваривают к зубьям дисковых пил.
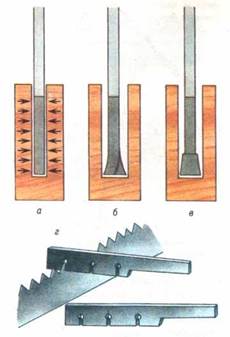
Рис. 6. Способы увеличения ширины пропила: а - пропил неразведёнными зубьями; б - пропил разведёнными зубьями; в - пропил зубьями с твердосплавными пластинами на конце; г - разведение зубьев пилы.
По натяжению пильного полотна все пилы разделяют на ненатянутые и натянутые. У ненатянутых пил необходимая жёсткость или устойчивость полотна при работе достигается за счёт толщины полотна или оснащения его двумя ручками. У натянутых пил полотно тоньше, поэтому пропил у них получается более узкий; пилить такой пилой легче и производительнее, чем ненатянутой. К ненатянутым пилам относятся все виды ножовок (кроме ножовок по металлу), обычные двуручные пилы, некоторые специальные пильные инструменты (например, наградка, шпунтовка, фанерные пилы) и дисковые пилы. Натянутое полотно имеют лучковые и лобзиковые пилы, а также ленточные пилы (например, мотопила «Дружба» или электропила «Парма»), Особую группу составляют гибкие пилы или пильные цепи, состоящие из проволоки со специальной насечкой вместо зубьев либо из шарнирно-соединённых режущих звеньев; для пиления проволоку или цепь натягивают за ручки на их концах.
Самыми распространёнными в обиходе пилами являются пилы-ножовки, или просто ножовки. Различают ножовки по дереву и ножовки по металлу. Обычные, или стандартные, ножовки по дереву имеют ненатянутое пильное полотно, как правило, с односторонним расположением зубьев и рукоятку для пиления одной рукой. Полотна у ножовок бывают широкие и узкие: широкие полотна обеспечивают строгую прямолинейность пропила и высокую точность его направления; узкое полотно позволяет делать криволинейные пропилы. Наиболее распространены ножовки с длиной полотна 300...600 мм при ширине у ручки 80...140 мм и на конце 30...60 мм; толщина полотна 0,8...1,2 мм. Кромка полотна с зубьями может быть прямолинейной, выпуклой или вогнутой (рис. 7).
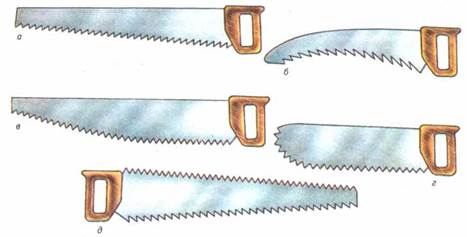
Рис. 7. Форма пильного полотна ножовок по дереву с прямолинейным (а), вогнутым (б), выпуклым (в), прямолинейно-выпуклым (г) и двусторонним (д) расположением зубьев.
Рис. 8. Форма ручек ножовок по дереву: а - прямая; б - изогнутая; в - полузакрытая; г - закрытая; д - пистолетная.
Ручки у ножовок по дереву делают прямые и изогнутые, полузакрытые и закрытые (рис. 8) в зависимости от ширины полотна. Ножовки с узким полотном обычно имеют прямые, слегка изогнутые или Г-образные (пистолетного типа) ручки. У ножовок со средними и широкими полотнами, как правило, полузакрытые и закрытые ручки, последние предпочтительнее, т.к. предохраняют пальцы от повреждения о поверхность распиливаемого материала. Изготовляют ручки из древесины (лучше всего), металла или пластмассы.
Как разновидность обычной ножовки по дереву можно рассматривать некоторые специальные пильные инструменты, применяемые столярами и плотниками. К таким инструментам относятся наградки, шпунтовки, прорезные пилы, фанерные пилы и др. Наградки и шпунтовки применяют для несквозных пропилов, например при подготовке паза под шпонку в щите. Преимущество выпиливания паза или шпунта перед их строганием заключается в том, что при пилении пороки древесины сказываются на чистоте обработки паза или шпунта меньше, чем при строгании. Такие пилы состоят из деревянной колодки (с одной или двумя ручками) и пильного полотна с зубьями для продольного распиливания (рис. 9). Чтобы получить за один проход паз нужной ширины (например, 3...4 мм), применяют сравнительно толстое полотно (до 1,5 мм) или увеличивают развод зубьев.
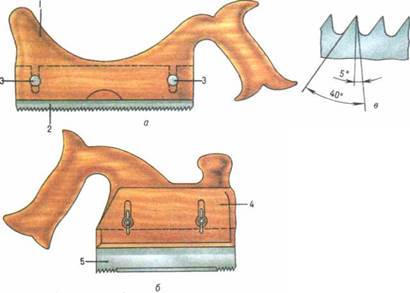
Рис. 9. Наградка с регулированием глубины пропила: а - выдвижением полотна: б - перемещением упорной планки; в - форма зубьев; 1 - колодка (основа); 2 - выдвижное пильное полотно; 3 - винты крепления полотна; 4 - упорная планка; 5 - невыдвижное полотно.
При очень большом разводе (до 1 мм) каждый третий зуб оставляют неразведённым. Иногда наклон зубьев на каждой половине полотна делают в разные стороны. В этом случае при движении инструмента в одном направлении древесину режут одни зубья, а при движении в обратном направлении - другие. Глубина пропила определяется шириной выступающей из колодки части пильного полотна и регулируется либо путём выставки (выдвижения) самого пильного полотна в пазу колодки, либо путём установки на колодке сбоку от пильного полотна упорной планки, ограничивающей глубину проникновения пильного полотна в древесину.
Прорезные пилы отличаются от обычных ножовок формой пильного полотна (с закруглённым концом) и расположением зубьев. Применяются при столярных работах для пиления ДСП, фанеры, пластика; закруглённый конец пильного полотна с зубчатой кромкой используют для прорезания отверстия, например, в листе фанеры, плите или полу. Фанерные пилы предназначены для раскроя шпона (иногда их называют также наградками). Такая пила имеет полотно длиной 120...150 мм и шириной 60...70 мм со слегка закруглённой зубчатой кромкой (рис. 10). Ручки у фанерной пилы различной формы; зубья без развода и заточены для пиления как поперёк, так и вдоль волокон.
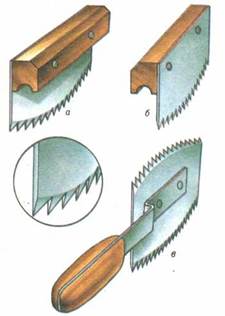
Рис. 10. Фанерная пила: а - правосторонняя; б - левосторонняя; в - двусторонняя.
Ножовки по металлу могут быть с натянутым и ненатянутым полотном. Преимущественное распространение получили ножовки первого типа, представляющие собой сравнительно узкое пильное полотно, натянутое между концами П-образной металлической скобы (из плоского металлического прутка или круглой трубы диаметром 18...20 мм) с ручкой (рис. 11). Длина полотна 250...300 мм, ширина 14...20 мм, толщина 0,6...0,8 мм. Имеет меньшие по сравнению с ножовками по дереву размеры зубьев (высота зуба до 1,5 мм, шаг не более 2 мм). У ножовок по металлу зубья не разводят; чтобы ширина пропила была достаточной для свободного движения полотна, всей зубчатой кромке ножовки придают волнообразную форму. Разновидностью ножовок по металлу является т.н. шлицевая пила с ненатянутым пильным полотном и неразведёнными мелкими (1,5 мм) зубьями на прямолинейной кромке (рис. 12). Длина полотна достигает 150 мм при ширине 30...40 мм и толщине 0,6...0,8 мм.

Рис. 11. Ножовка по металлу: 1 - металлический станок (дуга, скоба); 2 - ручка; 3 - пильное полотно; 4 - натяжной винт; 5 - штифт для крепления полотна.

Рис. 12. Шлицевая пила: 1 - пильное полотно; 2 - основа с крепёжными винтами; 3 - ручка.
Одним из наиболее распространённых типов пил (особенно в сельских домах) является хорошо всем известная двуручная пила для поперечного пиления древесины. Такие пилы применяют при ручной валке деревьев, распиливании брёвен, раскряжёвке хлыстов, заготовке дров (потому часто их называют дровяными). Двуручные пилы выпускают двух типов: с длиной полотна 1000 и 1250 мм, наибольшей шириной 135 мм и толщиной 1,1 мм (для повседневных нужд населения) и с длиной полотна 1500 и 1750 мм, наибольшей шириной 160 мм и толщиной 1,4 мм (используют главным образом на лесоповалах). Пилы первого типа обычно имеют разведённые зубья в виде равностороннего треугольника с углом при вершине 35...40°; угол заточки 60...75° (рис. 13, а). У пил второго типа обычные треугольные разведённые зубья чередуются с неразведёнными М-образными зубьями (рис. 13, б). Обычные зубья перерезают древесину на определённую глубину, а М-образные зубья счищают надпиленные кусочки древесины как стамеской, превращая их в опилки, и удаляют их из пропила (рис. 13, в). У двуручных пил расположение зубьев обычно выпуклое: такая форма полотна пилы наиболее соответствует естественному движению рук, при этом все зубья одинаково участвуют в процессе пиления.
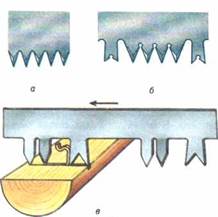
Рис. 13. Зубья двуручной пилы: а - простой треугольной формы; б - сложной формы; в - принцип пиления древесины пилой с зубьями сложной формы.
Очень удобна для столярных работ и распиливания пиломатериалов т.н. лучковая пила - узкое стальное полотно с зубьями по одной из кромок, натянутое на деревянный или металлический станок - лучок. Такой пилой можно пилить и вдвоём. По сравнению с ножовкой или двуручной пилой лучковая пила имеет более тонкое полотно (0,5...0,8 мм), пропил у неё получается уже и требует меньших усилий. Зубья пилы могут быть треугольными, но могут иметь и более сложную форму (рис. 14). Разводка зубьев не превышает 0,3 мм. При правильном обращении с лучковой пилой и надлежащем состоянии самой пилы производительность пиления достигает 20 см2/с (площадь пропила) вместо 5...8 см2/с при пользовании обычными ножовками.
Рис. 14. Зубья сложной формы у лучковых пил: а - тип I; б - тип II.
Пила с деревянным лучком имеет две стойки с распоркой (средником) посредине, к одним концам стоек крепится пильное полотно, а противоположные концы стягиваются тетивой при помощи особой планки (закрутки), регулирующей натяжение тетивы (рис. 15). Различают пилы столярные и распиловочные (для распиливания круглых пиломатериалов). У столярных пил полотно крепится на ручках (шиховках), свободно поворачивающихся в гнёздах на концах стоек, что позволяет устанавливать полотно под любым углом к плоскости станка, т.е. выбирать наилучшее положение лучка относительно плоскости пропила. В распиловочных пилах пильное полотно крепится непосредственно к концам стоек (при помощи металлических шпилек) и постоянно находится в плоскости лучка. Распорка у столярных пил прямая, а у распиловочных изогнутая, чтобы не мешала при распиливании толстых стволов и брёвен. Стойки лучков делают из берёзы, клёна, бука или граба; длина стоек 340...450 мм, ширина 40...50 мм, толщина 20 мм. На одном конце каждой стойки имеется гнездо для ручки или отверстия для шпилек, крепящих полотно пилы; на другом конце - выемка для тетивы. Распорку делают из ели или сосны; длина распорки выбирается по длине полотна, ширина 40 мм, толщина 30 мм. На концах распорки имеются проушины или гнёзда в соответствии с поперечным сечением стоек. Чтобы конец закрутки не выступал за пределы распорки, в ней делают поперечную выемку или паз, в который заводят конец закрутки после натягивания тетивы. В качестве тетивы обычно используют кручёный льняной шпагат толщиной 2...3 мм, обеспечивающий натяжение полотна с силой 160...200 кг. Иногда вместо шпагата применяют стальную проволоку, которую натягивают при помощи болта с гайкой. Ручки (шиховки) вытачивают из клёна, граба или берёзы. На конце ручки, вставляемом в стойку, имеется прорезь для полотна и отверстие для крепёжного штифта; длина этого конца ручки 50...60 мм, диаметр 28...30 мм.
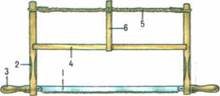
Рис. 15. Лучковая пила с деревянным лучком: 1 - пильное полотно; 2 - стойка; 3 - ручка; 4 - распорка; 5 - тетива; 6 - закрутка.
В домашних работах чаще применяют столярные лучковые пилы - поперечные, размашные, шиповые, мелкозу бые и выкружные. Поперечные пилы служат для торцевания и поперечного раскроя досок, брусков и заготовок; длина полотна 600...800 мм, ширина 25...40 мм, зубья имеют форму равнобедренного треугольника, заточка всегда косая, под углом 50...60°. Размашные пилы применяют для продольного раскроя досок и брусков; длина полотна 700...900 мм, ширина 40...55 мм, заточка прямая. Шиповые пилы служат для смешанного пиления независимо от направления волокон древесины при нарезании рамных шипов и проушин в оконных створках, дверных полотнах; длина полотна 600...700 мм, ширина 30...45 мм, угол заточки 70...90°. Мелкозубые пилы применяют для чистового, преимущественно поперечного, пиления; длина полотна 500...600 мм, ширина 40...50 мм, угол заточки 75...90°. Выкружная пила используется для криволинейных или фигурных пропилов; длина полотна 350...500 мм, ширина 4...12 мм, угол заточки 70...90°, разводка достигает 0,5 мм на сторону (у всех других пил 0,2...0,35 мм).
Пилы с металлическим лучком имеют металлическую раму (лучок) из круглого металлического прутка диаметром 10... 12 мм или из круглых либо овальных труб диаметром 28...30 мм (рис. 16). Лучок может быть симметричной формы с двумя ручками для пиления вдвоём и несимметричной формы с одной ручкой для пиления одному. Ручки делают деревянные или пластмассовые (из фенолпласта, полиэтилена). Длина пильного полотна 600...800 мм, ширина 25...40 мм; зубья имеют форму равнобедренного треугольника, заточка косая под углом 50...60°; масса пилы 0,9...1,2 кг. Полотно к металлическому лучку крепится штифтами всегда в одном положении - в плоскости лучка. Металлические лучковые пилы применяют практически только при валке леса, а также для распиливания брёвен и кряжей. Пилы с лучком симметричной формы позволяют распиливать более толстые брёвна.
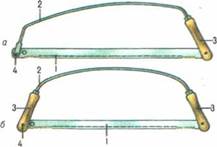
Рис. 16. Лучковая пила с металлическим лучком: а - несимметричным; б - симметричным; 1 - пильное полотно; 2 - лучок; 3 - ручка; 4 - штифт для крепления полотна.
Чтобы пиление было производительным, зубья пилы должны быть острыми, одинаковой высоты и правильно разведены. Если развод на одной стороне несколько больше, чем на другой, или зубья заточены слева и справа неодинаково, то пила при работе будет отходить от правильного направления. Очень важно правильно начать (сделать запил) в точно установленном месте. Если распиливают круглый лесоматериал, то для облегчения запила делают зарубку топором. На острогранной поверхности высокая точность запила обеспечивается конусной выемкой, прорезанной стамеской по угольнику и линейке на заготовке. Иногда полотно пилы направляют ногтём или согнутым большим пальцем левой руки. Начинать пилить надо плавно, без рывков, с небольшим размахом. Если в процессе пиления пила зацепляется в пропиле, то в пропил вставляют клин.
43. Плашка
Инструмент для нарезания наружной резьбы на металлических деталях (болтах, шпильках и т.п.). Для получения резьбы вручную применяют плашки (рис.): круглые цельные (называемые также лерками), служащие для нарезания наружной резьбы диаметром до 52 мм за один проход; раздвижные (призматические), нарезающие резьбу за несколько проходов при постепенном сдвигании полуплашек; круглые разрезные, позволяющие регулировать диаметр получаемой резьбы в небольших пределах (0,1...0,25 мм); резьбонакатные для накатывания резьбы точного профиля на станках и вручную. Плашки устанавливают в плашкодержателях, клуппах, универсальных воротках и др. (см. Приспособления для нарезания резьбы).
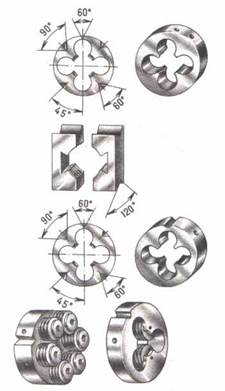
Виды плашек (сверху вниз): круглые цельные; раздвижные (призматические); круглые разрезные; резьбонакатные.
44. Приспособления для нарезания резьбы
Служат для крепления и вращения вручную развёрток, метчиков, нарезных плашек и т.п. металлорежущих инструментов. Разновидности (рис.): плашкодержатели, воротки, клуппы и др. Часто воротки делают универсальными, с переставными плашками-губками для зажима квадратных головок различного размера. Для нарезания резьбы на водопроводных трубах применяют клуппы с храповым механизмом (храповые клуппы). См. также статью 5. Нарезание резьбы.
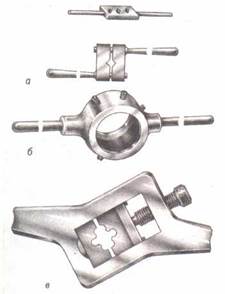
Приспособления для нарезания резьбы: а - воротки; б - плашкодержатель; в - клупп.
45. Пробойник
Ручной или механизированный инструмент в виде стального стержня с конической заточкой на конце (рис.). Применяют для выбивания заклёпок, а также пробивания отверстий в тонком листовом металле, картоне, коже и т.п.

Пробойник.
46. Просечка
Приспособление для просечки отверстий в мягких материалах (коже, резине, войлоке, фетре, ткани и др.), а также вырубки из них фигурных пластинок, например прокладок для сантехнических приборов. Отверстия и пластинки, полученные с помощью просечек, имеют ровные гладкие стенки, чего невозможно добиться, пользуясь обычным сверлом или ножницами. Просечка для круглых отверстий (пластинок) представляет собой отрезок стальной или латунной трубы (длиной не менее 60 мм) подходящего диаметра с заточенной кромкой на одном конце (рис.). Этот конец трубы можно закалить, тогда заточку кромки выполняют после закалки. Просечки для фигурных отверстий делают из стальной (латунной) пластинки или полосы при помощи шаблона, соприкасающиеся края согнутой пластины скрепляют между собой пайкой или болтиками. Вырубать отверстия (пластинки) можно на деревянной доске. Но древесина пружинит и тупит просечку, поэтому лучше в качестве наковальни использовать свинцовую шайбу или пластину (например, сбитую из кусочков свинцовой оболочки телефонного кабеля). Вмятины, оставленные на свинцовой наковальне, легко выправить молотком.
Просечка: вырубка прокладки из листовой резины; 1 - просечка; 2 - лист резины; 3 - доска (наковальня); 4 - прокладка; 5 - стержень для выталкивания вырубленной прокладки из просечки.
47. Протяжка для шипов
Многолезвийный режущий инструмент в виде стальной пластины с зубчатыми отверстиями диаметром от 7 до 20 мм (рис.). Применяют для нарезания (протягивания) рёбер у деревянных шипов.
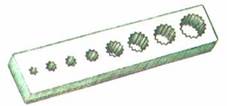
Протяжка для нарезания рёбер у деревянных шипов.
48. Разводка
Ручной инструмент для развода пил (поочерёдного отгибания её зубьев вправо и влево, чтобы избежать заклинивания пильного полотна в пропиле) (рис.). Щелевая разводка представляет собой прямоугольную стальную пластину толщиной 2...2,5 мм, переходящую в рукоятку (рис., а); с каждой стороны пластины имеется 3 или 4 разреза (щели) разной величины для развода зубьев пил с различной толщиной полотна. Регулируемая (щипцовая) разводка (рис., б) - щипцы с регулируемой щелью в соответствии с толщиной пильного полотна и высотой зубьев.
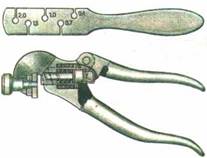
Разводки: щелевая (вверху), щипцовая (внизу).
49. Рейсмус
Инструмент для проведения на заготовке разметочных линий, параллельных выбранной базовой линии, или для перенесения размеров с чертежей на заготовку. Наиболее часто рейсмус используют при столярных и плотничных работах. Столярный рейсмус состоит из колодки, двух (реже одного) передвижных брусков и двух или одного клинков, фиксирующих бруски в колодке (рис.). На конце брусков имеются шпильки длиной 2...3 мм, оставляющие на размечаемой детали тонкие линии - риски. Шпилькой может служить гвоздь или тонкий шуруп, заточенные так, чтобы остриё имело круглую или треугольную, а лучше чечевицеобразную форму. Такое остриё не рвёт и не царапает древесину, а прорезает её, оставляя тонкую чёткую риску. Для разметки бруски устанавливают на нужный размер, передвигая в колодке, и закрепляют клинком (или клинками). При прочерчивании линий колодку прижимают, например, к кромке заготовки и ведут рейсмус на себя.
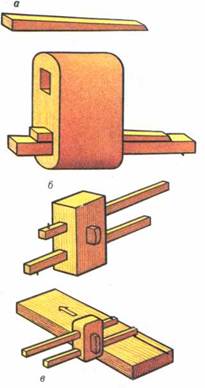
Столярный рейсмус: а - с двумя клинками; б - с одним клинком; в - прочерчивание линии при помощи рейсмуса.
50. Рихтовальная плита
Массивная стальная плита, применяемая в качестве основания при выпрямлении (рихтовке) металлических листов, проволоки и т.п. В домашних условиях для рихтовки можно использовать кусок железнодорожного рельса.
51. Рубанок
Ручной инструмент для состругивания излишков древесины (толщиной не более 3...4 мм) и получения ровных гладких поверхностей; разновидность стругов. Рубанки бывают одинарные и двойные, с деревянной и металлической колодкой, нормальные (стандартные) и малогабаритные. Одинарные рубанки (рис. 1) имеют один нож с прямым лезвием шириной 50 мм; габаритные размеры: длина 240...250 мм, ширина 60...65 мм, высота 65...130 мм. Двойные рубанки (рис. 2) отличаются от одинарных главным образом тем, что имеют дополнительный (фальшивый) нож - стружколом (горбатик), прикрепляемый к основному ножу винтом; основные габаритные размеры такие же, как у одинарных рубанков. Одинарными рубанками лучше строгать ровную прямослойную древесину, хуже - сучковатую, косослойную и свилеватую. Двойные рубанки предназначены для обработки предварительно оструганных поверхностей, а также для первичного строгания древесины с пороками. Рубанок с деревянной колодкой предпочтительнее металлического: он легче, с ним проще работать, к тому же он не пачкает обрабатываемую поверхность (как, например, рубанки с корпусом из алюминиевых сплавов).
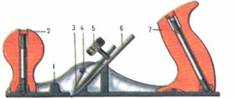
Рис. 1. Одинарный металлический рубанок: 1 - корпус; 2 - рукоятка (передняя ручка); 3 - прижим; 4 - упорный стержень; 5 - прижимный винт; 6 - нож; 7 - ручка (задняя).
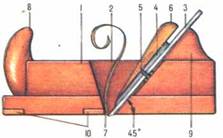
Рис. 2. Двойной деревянный рубанок: 1 - колодка; 2 - леток; 3 - нож; 4 - стружколом; 5 - винт (крепление стружколома); 6 - клин; 7 - «ротик»; 8 - рог; 9 - упор; 10 - вставки из твёрдой древесины.
Мелкие заготовки строгают малогабаритными рубанками, такими, например, как «Малютка» (рис. 3). Этот рубанок имеет металлический корпус и выпускается двух видов: размером 120 х 43 х 65 мм и 85 х 36 х 50 мм при ширине лезвия 35 и 30 мм соответственно; предназначен для обработки плоских поверхностей. Представляет практический интерес универсальный малогабаритный рубанок с металлическим корпусом размером 90 х 50 х 25 мм, в котором в качестве ножа используется лезвие безопасной бритвы толщиной 0,2 мм. В зависимости от места крепления ножа этот рубанок может быть использован для обработки плоских или вогнутых поверхностей либо для строгания труднодоступных мест заготовки.
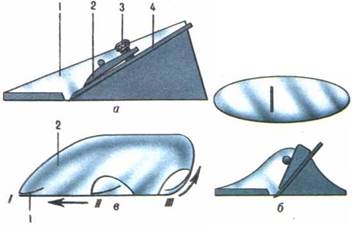
Рис. 3. Малогабаритные рубанки: а - «Малютка» (1 - корпус; 2 - прижим; 3 – прижимный винт; 4 - нож); б - для обработки корпусов музыкальных инструментов; в - универсальный (I, II, III - положения ножа при обработке труднодоступных мест, плоских и вогнутых поверхностей соответственно, стрелками показаны направления строгания; 1 - нож; 2 - корпус).
Торцевой рубанок - разновидность обычного рубанка; отличается тем, что его нож имеет косое лезвие и установлен не поперёк колодки, а не сколько наискось и с меньшим углом резания - до 12...20° (рис. 4). Применяют для обработки торцов изделий и свилеватой древесины, образования закруглений выпуклых и вогнутых рёбер и остругивания небольших криволинейных поверхностей.
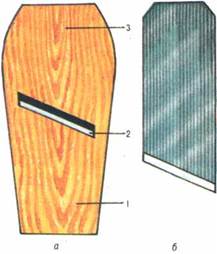
Рис. 4. Торцевой рубанок: а - вид со стороны подошвы; б - нож; 1 - пятка колодки; 2 - лезвие ножа; 3 - носок колодки.
Разновидности рубанка: рубанок-шерхебель и рубанок-горбач (рис. 5). Основная отличительная особенность рубанка-шерхебеля - укороченный нож с двумя лезвиями: на одном конце ножа лезвие прямое, на другом - овальное. Такой инструмент может быть использован и как рубанок (если строгать прямым лезвием), и как шерхебель (если строгать овальным лезвием). Другая отличительная черта этого инструмента - наличие особого устройства, посредством которого устраняют перекосы, регулируют выставку лезвия и фиксируют положение ножа. Для изменения выставки лезвия винты подвёртывают в одну какую-либо сторону одновременно; перекос устраняют раздельным подвёртыванием винтов в соответствующую сторону.
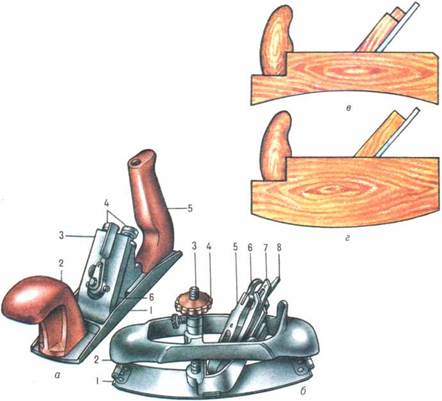
Рис. 5. Разновидности рубанка: а - рубанок-шерхебель (1 - корпус; 2 - рукоятка, передняя ручка; 3 - прижим; 4 - винты для регулировки положения ножа; 5 - задняя ручка; 6 - нож); б - универсальный металлический рубанок-горбач (1 - подошва; 2 - колодка; 3 - винт регулировки кривизны подошвы; 4 - гайка-регулятор кривизны подошвы; 5 - прижим; 6 - защёлка; 7 - нож; 8 - вилка крепления ножа); в, г - деревянные горбачи для строгания выпуклой и вогнутой поверхностей соответственно.
Рубанки-горбачи (или просто горбачи) применяют для строгания выпуклых и вогнутых поверхностей: выпуклую поверхность строгают горбачом с вогнутой подошвой, а вогнутую поверхность - горбачом с выпуклой подошвой. Горбачи бывают деревянные и металлические. Деревянные горбачи имеют колодки с постоянной кривизной подошвы; их применение ограничено, поскольку кривизна подошвы должна совпадать с кривизной обрабатываемой поверхности, что не всегда возможно. Металлические горбачи более универсальны, т.к. у них кривизну подошвы можно регулировать (минимальный радиус кривизны 250 мм). Длина стандартного горбача 240...250 мм, ширина подошвы 60 мм, ширина ножа 50 мм.
52. Рулетка измерительная
Инструмент для измерений линейных размеров. Состоит обычно из корпуса и ленты со штриховой шкалой, выдвигаемой из корпуса на нужную длину. Выпускают измерительные рулетки металлические и неметаллические, в открытом и закрытом корпусах, с плоскими и выпуклыми (желобчатыми) лентами. Вытяжные концы ленты изготовляют с кольцом, держателем для закрепления на измеряемом предмете, грузом, прямоугольным торцом. Металлические рулетки (рис.) могут быть с короткой выпуклой лентой (длиной не более 3 м) и с длинной плоской лентой (5, 10, 20 м и более). Ленты неметаллических рулеток бывают льняные, хлопчатобумажные или из искусственного волокна с затканными по всей длине латунными проволоками, длина до 100 м.

Металлические рулетки: а - с короткой выпуклой лентой в закрытом корпусе; б - с короткой выпуклой лентой в открытом корпусе; в - с длинной плоской лентой.
По сравнению со складным метром рулетка обеспечивает большую точность измерения благодаря отсутствию шарниров; в отличие от линейки рулеткой за один приём можно измерить значительно большую длину.
53. Сверло
Режущий инструмент для получения отверстий в сплошном материале (металле, дереве, пластмассе и др.) сверлением, а также для расширения (рассверливания) уже имеющихся отверстий. Представляет собой стержень, имеющий рабочую часть и хвостовик. Рабочая часть состоит из режущих кромок, непосредственно осуществляющих процесс резания, и направляющих элементов, удаляющих стружку из образующегося отверстия. Хвостовик служит для закрепления сверла в патроне дрели, коловорота, в воротке и т.п. или в шпинделе сверлильного станка, а также для передачи вращающего момента рабочей части.
Рис. 1. Наиболее распространённые виды свёрл: а - ложечное; б - центровое; в - улиткообразное; г - винтовое с конической заточкой; д - винтообразное витое; е - винтообразное шнековое; ж - пробочное; з - зенковочное; и - универсальное (раздвижное).
Свёрла различают по конструкции (рис. 1) и назначению: винтовые (спиральные); с направляющим центром и бесцентровые; одно- и двухстороннего резания; для получения глубоких и мелких отверстий и др. (см. также Бурав). Наиболее обширная группа свёрл - винтовые; применяют как в металлообработке, так и в деревообработке. Стандартные винтовые свёрла с конической заточкой имеют диаметр от 0,25 до 100 мм. В деревообработке используют также др. свёрла: ложечные, улиткообразные - в основном для расширения простых отверстий; центровые - для высверливания неглубоких точных отверстий; витые и шнековые - для сверления глубоких и чистых отверстий; бесцентровые (пробочные) - преимущественно для высверливания шиповых гнёзд; зенковочные - для выборки конических впадин под головки шурупов впотай (заподлицо); универсальные (регулируемые) - для высверливания отверстия разных диаметров.
Свёрла изготовляют из инструментальной легированной стали, оснащают пластинками и коронками из твёрдых сплавов.
Хранят свёрла в сухом месте, оберегая от сырости и ржавчины. Для хранения используют деревянные или пластмассовые колодки с отверстиями (рис. 2), деревянные коробки с отверстиями или матерчатые чехлы.
Рис. 2. Колодка для хранения свёрл.
Заточка свёрл - операция, требующая навыка, сноровки и интуиции. Винтовые свёрла с конической заточкой затачивают на точильном камне (рис. 3) под углом 118°, используя для проверки шаблон. Сверло ведут по вращающемуся точильному камню, одновременно медленно поворачивая и слегка нажимая на режущую кромку. Свёрла для древесины затачивают трёхгранным напильником, зажав их в тисках. Заточка всегда производится изнутри против направления вращения.
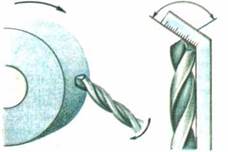
Рис. 3. Заточка винтового сверла и проверка угла заточки шаблоном (стрелками указаны направления вращения точильного камня и сверла).
54. Сито
Служит для просеивания сыпучих материалов, процеживания строительных и др. растворов. Размеры ячеек в сите могут быть любыми (обычно от 0,5 х 0,5 мм и больше). Сита бывают тканые и плетёные (наиболее прочные). Как правило, они имеют круглую обойму (т.н. обечайку) или деревянную раму прямоугольной формы; можно также просто связать концы сетки и обвязать ихрогожей, тканью или войлоком (рис.).
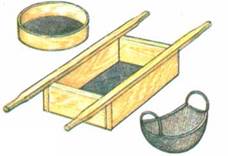
Сита.
55. Складной метр
Состоит из нескольких одинаковых металлических или деревянных пластин (звеньев), шарнирно-соединённых между собой, на которых нанесена метрическая шкала с делениями в сантиметрах и миллиметрах. Применяют для линейных измерений, не требующих высокой точности. Выпускают металлические и деревянные складные метры, имеющие длину (в развёрнутом виде) 1000 и 2000 мм. Для правильного измерения складным метром все его звенья должны быть полностью выпрямлены. Металлические метры (длиной 1000 мм) обычно содержат 10 звеньев (1 звено - 100 мм); деревянные метры (длиной 2000 мм) - 12...15 звеньев (1 звено - 1666 или 1333 мм).
56. Скребок
Служит главным образом для счистки с оштукатуренных поверхностей (стен, потолка и др.) набёла (старой краски), обоев, бумаги, а также для др. видов работ. Представляет собой стальную пластинку длиной 150 мм и шириной 50...100 мм, закреплённую на деревянной ручке гвоздями (рис.). Пластинки не затачивают, т.к. именно своими заусенцами они счищают набел (если пластинка затупится, от неё отрезают тонкую полоску).

Скребок.
Для ремонтных работ желательно иметь несколько скребков разной ширины: на ровных поверхностях следует применять широкие скребки, на неровных - узкие, т.к. широкие оставляют пропуски, не счищая набела.
57. Стамеска
Ручной режущий инструмент для выборки небольших углублений в древесине, снятия фасок, зачистки пазов, подрезки подгоняемых соединений и др. подобных операций при изготовлении и обработке деревянных изделий. Состоит из стального полотна с заточенной торцевой кромкой (лезвием) на одном конце и рукоятки, закреплённой на хвостовике либо плотно вбитой в конический раструб на другом конце.
При резании на стамеску нажимают рукой и лишь иногда по ней слегка ударяют киянкой. Лезвие стамески при продольной резке ведут наискось к слоям древесины в направлении её волокон. При поперечной резке (например, при выравнивании торцов досок или брусьев) лезвие стамески ведут перпендикулярно волокнам древесины с некоторым боковым смещением в плоскости резания (так, например, режут хлеб обычным ножом). Стамеска - острый инструмент, и работа с ней требует соблюдения определённых правил. Недопустимо резание заготовки в направлении поддерживающей руки, на себя, с упором заготовки в грудь, на коленях, на весу. Нельзя класть стамески на краю верстака лезвием к себе.
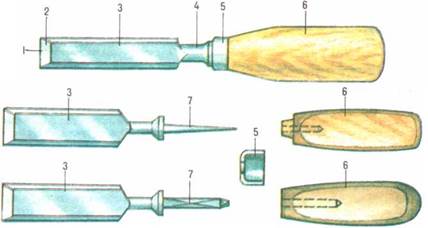
Рис. 1. Плоская столярная стамеска: 1 - режущая кромка (лезвие); 2 - фаска; 3 - полотно; 4 - шейка; 5 - колпачок; 6 - рукоятка; 7 - хвостовик.
По назначению различают стамески столярные и стамески для резных и токарных работ. Столярные стамески бывают плоские (рис. 1) и полукруглые. Стамески с плоским полотном имеют одностороннюю заточку (угол заточки 18...30°). У полукруглых стамесок фаски делают обычно с наружной (выпуклой) и реже с внутренней стороны полотна (угол заточки 30°). Длина стамесок с рукояткой не менее 240 мм, длина полотна ок. 110 мм, ширина полотна от 2 до 50 мм, толщина у фаски 2...4 мм, радиус кривизны (у полукруглых стамесок) 3...18 мм. Толщина полотна стамески ближе к рукоятке увеличивается примерно на 2 мм, что повышает его прочность. Рукоятки делают деревянными (из древесины твёрдых пород - бука, дуба, граба) или пластмассовыми, круглыми или эллипсными в сечении (большая ось эллипса параллельна полотну). Лучше работать стамеской с эллипсной рукояткой - её удобнее держать в руке. Нередко поэтому круглые рукоятки специально стачивают с двух сторон, чтобы придать им эллипсную форму. Черенки рукояток должны быть закруглёнными и гладкими, без острых кромок, чтобы при работе не натереть мозоли. Иногда на деревянные рукоятки надевают колпачки, предохраняющие их от раскалывания при ударах киянкой.
В столярных работах резание стамеской - одна из самых трудных операций. Обычно требуется не одна, а несколько стамесок с разными размерами и формой полотна. Наиболее часто используют плоские стамески шириной 6, 10, 20 и 30 мм. Их применяют главным образом для чистовой обработки поверхностей, снятия фасок, выравнивания торцов, резки криволинейных поверхностей и т.д. (рис. 2). Полукруглыми стамесками вырезают криволинейные гнёзда и отверстия, обрабатывают фигурные поверхности.
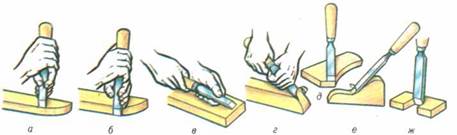
Рис. 2. Резание древесины стамеской: а, б - вырезание закруглений; в - строгание; г - срезание криволинейной поверхности; д - срезание кромок; е - вырезание криволинейной поверхности; ж - вырезание выемки.
При резных и токарных работах помимо прямых и полукруглых стамесок, используемых для рельефной резьбы и зачистки фона в вырезанном узоре, применяют также фигурные стамески - церазики, уголки, клюкарзы и различные резаки (рис. см. в статье 4. Резьба по дереву). Церазики напоминают узкие полукруглые стамески со спрямлёнными боковинками (стенками); используют для прорезания жилок шириной 2...5 мм. Уголки - плоские стамески с полотном, согнутым вдоль оси под углом 50...70°, ширина каждой стороны 5... 15 мм; служат для выборки канавок. Клюкарзы - стамески с длинной шейкой и коротким изогнутым полотном шириной 2...15 мм, как правило, с криволинейной режущей кромкой; применяют для рельефной или барельефной резьбы в труднодоступных для обычных стамесок местах. Резаки - плоские стамески со скошенной режущей кромкой, из-за такого лезвия их часто называют косячками, или косяками. Ширина полотна у резаков от 7 до 25 мм, угол скоса 30...35° у узких резаков и 60...70° - у широких, толщина полотна 2 мм, заточка на 2 стороны, угол заточки ок. 20°; используют главным образом для вырезания геометрического орнамента.
58. Стеклорез
Состоит из деревянной или пластмассовой ручки и моло- точка-оправы, в корпус которого вставлены кристаллы алмаза или ролики из твёрдого сплава. На торцевых сторонах молоточка имеются прорези разной ширины, служащие для отламывания кромок стекла. В соответствии с режущим элементом различают алмазные стеклорезы (предпочтительней) и роликовые (рис. 1). Алмазные стеклорезы армируются кристаллами алмаза массой от 0,02 до 0,16 карата (один карат равен 0,2 г) и используются для резки стекла толщиной от 3 до 10 мм. При установке алмаза в молоточке его грань может быть немного смещена, поэтому при резке необходимо найти правильное рабочее положение стеклореза (чаще всего его приходится держать не строго вертикально по отношению к стеклу, а слегка наклонив - вперёд, назад или в сторону; рис. 2). Кристалл алмаза должен двигаться острым углом вперёд, при этом он свободно скользит по стеклу, не задерживаясь на имеющихся на нём неровностях. На оправе или ручке стеклореза обычно ставится метка в виде пятнышка, звёздочки или чёрточки, что позволяет правильно располагать инструмент при резке (метка должна быть обращена к линейке). Новый алмазный стеклорез практически не требует нажима на стекло. Со временем кристалл тупится и перестаёт резать стекло, на которое он рассчитан. Такой кристалл можно использовать для резки более толстого стекла, если увеличить силу нажима. Если же алмаз перестаёт резать даже толстое стекло, надо вынуть кристалл (с обоймой) из молоточка, повернуть на 90° (другой гранью) и снова закрепить так, чтобы кристалл выступал из корпуса на 1...3 мм (эта операция выполняется ювелиром или часовым мастером). После работы алмазный стеклорез вытирают чистой тряпкой и хранят в тканевом или замшевом мешочке либо в картонном футляре.
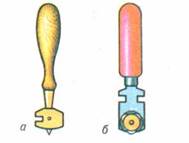
Рис. 1. Алмазный (а) и роликовый (б) стеклорезы.
Рис. 2. Положение алмазного стеклореза при резке стекла.
Роликовые стеклорезы применяют для резки стекла толщиной 2...6 мм, их изготовляют с 1-5 роликами диаметром 6,6 ±0,6 мм с углом заточки режущей кромки 100 ± 10°. Каждый ролик рассчитан на резку не менее 350 м стекла. Для смены изношенного ролика следует ослабить крепёжный винт и повернуть барабанчик. Затупившиеся ролики затачивают на специальном бруске или механическом точиле с мелкозернистым абразивным диском. Во время заточки ролики держат плоскогубцами или устраивают специальный держатель.
59. Струбцина
Приспособление для крепления деталей на верстаке, станке или в шаблоне при слесарной, столярной и др. видах обработки, а также при склеивании деревянных деталей, при сборке и т.д. Струбцины бывают металлические и деревянные; для сжатия в одной плоскости или в двух плоскостях.
Струбцины: а - для сжатия в одной плоскости; б - для сжатия в двух плоскостях.
60. Струги
Обобщённое название столярных инструментов для ручного строгания древесины. Струги применяют как для грубого и чистового строгания (выглаживания) плоских и криволинейных поверхностей, так и для получения заготовок с фигурным профилем (рис. 1). К наиболее распространённым разновидностям стругов относятся: рубанок, шерхебель, фуганок, медведка, шлифтик, цинубель, зензубель, фальцгубель, шпунтубель, калёвка, штап, грунтубель, рубанок-горбач, скобель.
Независимо от назначения любой струг содержит стальной резец - нож (старое название - железка), закрепляемый в деревянной колодке или металлическом станке (корпусе) посредством деревянного или металлического клина либо винта (рис. 2). Деревянные колодки стругов изготовляют из древесины твёрдых пород дерева (берёзы, клёна, яблони, бука, граба) чаще в виде хорошо оструганного бруска. Металлические станки стругов делают из стали или алюминиевых сплавов. У большинства стругов в средней части колодки (станка) имеется сквозное отверстие (леток) для установки ножа и выхода стружки. Леток постепенно сужается книзу и переходит в узкую прорезь («ротик»), куда выходит лезвие ножа. «Ротик» делит подошву колодки (станка) на две части - переднюю (носок) и заднюю (пятку). Для удобства работы на колодках (станках) некоторых стругов делают упоры, рожки, а иногда и ручки.
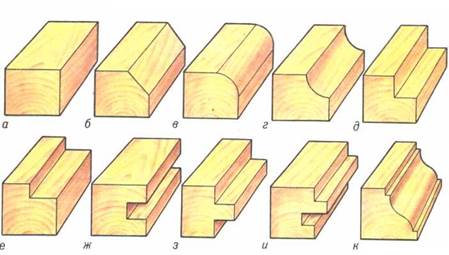
Рис. 1. Профили струганых деталей; а - прямой; б - фаска; в - овал; г - галтель; д - четверть; е - фальц; ж - паз; з - гребень; и - паз-гребень; к - калёвка.
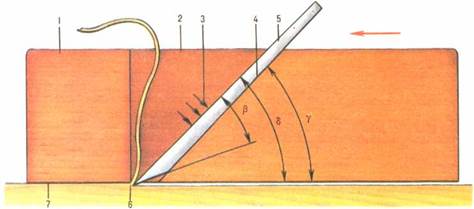
Рис. 2. Устройство стругов (общий вид): 1 - колодка; 2 - леток; 3 - прижим (клин); 4 - «постель»; 5 - нож (железка); 6 - «ротик»; 7 - подошва; β - угол заострения; δ - угол резания; γ - угол присадки.
Нож струга представляет собой стальную пластину шириной от 5 до 65 мм и длиной от 60 до 250 мм. Лезвие ножа (режущая кромка), образованное фаской и одной из широких граней, имеет угол заточки 20...30°. Лезвие может быть прямым (перпендикулярным к боковым граням), косым (с углом наклона порядка 10...12°), овальным, или фигурным (выпуклым или вогнутым), и зубчатым (рис. 3). У ножей некоторых стругов, например для выборки фальцев и четвертей, помимо передней (главной) режущей кромки, имеется ещё одна режущая кромка - боковая - с углом заточки 75°.
Рис. 3. Лезвия ножей: а - прямое; б - наклонное с дополнительной боковой режущей кромкой; в - овальное; г - зубчатое (цинубельное).
При установке ножа в колодке (станке) струга он прижимается клинком (или винтом) к задней стенке летка («постели») фаской к обрабатываемой поверхности. От нажима на колодку (станок) струга лезвие ножа врезается в древесину и по мере перемещения струга срезает (отщепляет, скалывает) с её поверхности стружку, толщина которой зависит от глубины проникновения лезвия в древесину. При строгании вдоль волокон перед лезвием ножа возникает опережающая трещина, становящаяся тем больше, чем толще снимаемая стружка и меньше угол резания. Наличие опережающей трещины обусловливает появление на обрабатываемой поверхности неровностей в виде выколов и вырывов. С уменьшением длины опережающей трещины повышается качество строгания. Длина опережающей трещины или отщепляемого куска стружки уменьшается при наличии подпора впереди ножа (рис. 4). Таким подпором обычно служит носок струга; двигаясь вместе с ножом, он препятствует распространению опережающей трещины и тем самым способствует улучшению чистоты строгания.
Рис. 4. Устройство подпора (прижима) стружки.
Чтобы инструмент хорошо и безотказно строгал, нижний (рабочий) конец ножа должен быть плотно прижат к «постели» летка. В противном случае, при неплотном прижатии конец ножа в момент резания отжимается стружкой к «постели», а когда резание прекращается, возвращается в исходное положение и накрепко прижимает стружку к передней кромке «ротика» (рис. 5). Иногда, чтобы исключить возможную вибрацию, рабочий конец ножа делают на 1...1,2 мм толще противоположного конца (хвоста).
Рис. 5. Застревание стружки при строгании от неплотного прилегания нижнего конца ножа: а - плотное прилегание; б - неплотное прилегание; в - отжатие конца ножа при строгании; г - выпрямление ножа и прижим стружки при прекращении строгания.
Ножи бывают одинарные и двойные (рис. 6). Двойной нож состоит из основного ножа и дополнительного (фальшивого), называемого стружколомом. Стружколом крепится к основному ножу поперечным или продольным винтом так, чтобы его рабочая кромка отстояла от режущей кромки на 0,5...2 мм. Стружколомы бывают плоские и выпуклые, отсюда их второе название «горбатик». Стружколом не только надламывает срезанную ножом стружку, что способствует более быстрому выходу её из летка, но и регулирует её толщину. Чем тоньше снимается стружка, тем чище становится обрабатываемая поверхность.
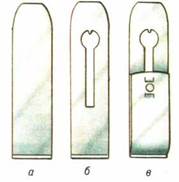
Рис. 6. Виды ножей: а - одинарный; б - двойной без стружколома; в - двойной с креплением стружколома поперечным винтом.
Качество строганой поверхности во многом зависит от состояния ножа (остроты его лезвия), толщины снимаемой стружки, угла резания и направления движения ножа относительно волокон древесины. Плохо наточенное или затупленное лезвие не врезается в древесину, а подминает верхний её слой (рис. 7). После прохождения ножа часть этого слоя восстанавливается вследствие упругости древесины, в результате качество обработки ухудшается, а кроме того, возрастает усилие резания и снижается производительность. При продольном резании нож, внедряясь в древесину, скалывает (отщепляет) стружку. От угла резания зависит скорость заламывания стружки и появление опережающей трещины: чем меньше угол резания, тем вероятнее появление опережающей трещины и как следствие этого ухудшение качества обработки. В большинстве стругов для обработки плоских поверхностей угол резания составляет 45...70°. При увеличенном угле резания происходит ускоренное заламывание стружки, опережающие трещины не возникают, но при этом приходится прилагать больше усилий для строгания (рис. 8). Чтобы на обработанной поверхности не было отщепов и заколов, следует правильно выбирать направление строгания относительно расположения волокон древесины (от комля ствола к его вершине или наоборот). Если строгать против волокон (или под некоторым углом), получаются большие опережающие трещины, идущие в глубь древесины (рис. 9). При строгании по направлению волокон обрабатываемая поверхность получается более гладкой, т.к. мелкие опережающие трещины распространяются лишь в слое срезанной стружки.
Рис. 7. Резание древесины тупым ножом: h1 - толщина скалываемой стружки; h0- толщина подминаемого слоя древесины; h2- толщина восстанавливающегося слоя; ρ - радиус затупления лезвия.
Рис. 8. Строгание ножами с небольшим (δ1) и большим (δ2) углом резания (пунктиром показана опережающая трещина).
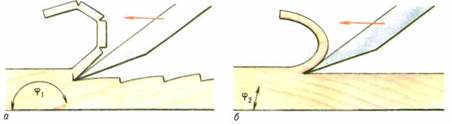
Рис. 9. Строгание под углом к волокнам древесины: а - против направления волокон; б - по направлению волокон; φ1, φ2 - углы наклона волокон.
Наладка стругов
Чтобы струг чисто и легко строгал древесину, его необходимо наладить - правильно выставить и закрепить нож. Для установки ножа колодку (станок) ставят на ровную поверхность (лист фанеры, выструганную доску, столешницу), вставляют в леток нож и слегка закрепляют его клинком (винтом). Затем визуально проверяют установку ножа, для чего струг переворачивают, поднимают на уровень глаз и, глядя вдоль подошвы, определяют, достаточно ли выступает режущая кромка (рис. 10).
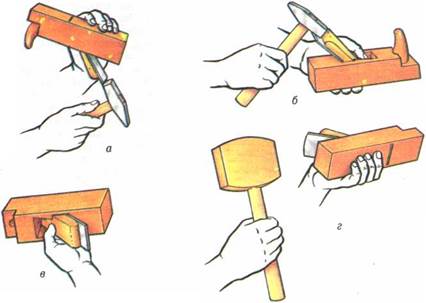
Рис. 10. Наладка и разборка струга: а - регулирование выпуска ножа; б - закрепление ножа; в - прижатие ножа с клинком к «постели»; г - освобождение клинка из летка ударами киянкой по заднику колодки.
Если лезвие ножа выступает недостаточно или не выступает совсем, то его выдвигают лёгкими ударами молотка или киянки по хвостовой части ножа либо по переднему торцу колодки (станка). Когда надо уменьшить выпуск лезвия, нож вдвигают, ударяя молотком по заднему торцу колодки. Перекос лезвия, если один его край выступает над подошвой струга больше, чем другой, устраняют лёгкими боковыми ударами по хвостовой части ножа. У правильно установленного ножа выступающее над подошвой лезвие должно выглядеть тонкой ровной полоской. Чем меньше выдвинуто лезвие ножа, тем тоньше стружка и чище строгается древесина. Добившись нужного положения ножа, его закрепляют, плотно забив молотком клинок. Наладку струга проверяют пробным строганием. Чтобы разобрать струг и вынуть нож из летка, надо лёгкими ударами молотка по заднику колодки ослабить зажим клинка в летке, после чего вытащить клинок и нож. Для предотвращения растрескивания колодки от ударов молотка при наладке струга в её задний торец вставляют пробку, например винт с широкой полукруглой шляпкой или болт; по ним и следует наносить удары.
Приёмы строгания
Чтобы строгать чисто и легко, надо прежде всего надёжно закрепить обрабатываемую деталь в верстаке или другом каком-либо приспособлении, например с помощью струбцин. Для работы следует также принять правильное рабочее положение: стоять надо вполоборота к верстаку, корпус несколько наклонён вперёд, ноги слегка расставлены, так чтобы вес тела можно было легко переносить с одной ноги на другую (рис. 11). Струг держат левой рукой за переднюю часть колодки или рог, а правой - за упор под ножом. В таком положении струг прижимают к обрабатываемой поверхности и правой рукой толкают его перед собой. При строгании на струг действуют не только усилием рук работающего, но и корпусом. Строгать следует на полный размах рук, стараясь не отрывать струг от обрабатываемой поверхности. Надо стремиться к тому, чтобы за один проход провести струг по всей длине обрабатываемого изделия, не прерывая стружки. Длинные заготовки приходится строгать за несколько проходов, передвигаясь вперёд по направлению строгания. После каждого перехода обработку следующего участка надо начинать с уже оструганной поверхности. Ни в коем случае нельзя идти вслед за стругом в момент строгания, т.к. при этом непрерывно меняются направление и величина действующих на струг сил.

Рис. 11. Приёмы строгания: а - положение корпуса и ног (ступней) столяра при строгании; б - правильное положение рук на струге.
Строгать лучше по направлению волокон (от комля ствола к вершине), в противном случае неизбежно большое количество задиров и обрабатываемая поверхность получается неровной, шероховатой. Древесину с непрямолинейным расположением волокон приходится строгать в разных направлениях. При строгании носок и пятка колодки не должны отрываться от обрабатываемой поверхности. Поэтому в начале строгания сильнее нажимают на переднюю часть струга, а в конце - наоборот (рис. 12). Такая очерёдность нажимов обеспечивает получение плоской оструганной поверхности, предупреждает образование выпуклости. Несоблюдение этого правила может привести к тому, что концы обрабатываемой заготовки окажутся чрезмерно заструганными (утончёнными). Когда струг отводят назад, то немного приподнимают его пятку, чтобы не тупилось лезвие ножа.
Рис. 12. Распределение давления на струг в процессе строгания: а - правильное; б - неправильное; в - строгание торца без подпора; г - строгание торца с подпорным бруском.
Торцы досок и брусков обрабатывают стругами с двойным ножом, но лучше для торцевания пользоваться специальными стругами с круто поставленными ножами (торцевым и приторцовочным рубанками, шлифтиком), работать которыми гораздо легче. Чтобы предотвратить скалывание (отщепление) древесины при строгании торцов, к той стороне заготовки, где заканчивается строгание, рекомендуется прижимать дополнительный (подпорный) брусок на одном уровне с обрабатываемым торцом или на 0.5...1 мм ниже его.
Тонкие заготовки обычно строгают, сложив их по двое, по трое или зажав между вспомогательными дощечками.
Если правильно выполнять указанные приёмы и условия строгания, то домашний мастер самостоятельно может строгать деревянные поверхности, допуская лишь небольшие погрешности. При выборе инструмента надо учитывать состояние материала, подлежащего обработке, профиль остругиваемой поверхности и требуемую чистоту обработки. В одних случаях, например, требуется острогать поверхность, отёсанную топором, или снять толстый слой у заготовки для доведения её размеров до требуемой величины; в других - необходимо получить фигурный профиль, выбрать четверть или фальц; в третьих - требуется сделать поверхность заготовки очень ровной и плоской. Чтобы успешно выполнить работу и добиться желаемого результата, струги следует применять только по прямому назначению. Наиболее распространённым инструментом для строгания древесины является одинарный рубанок. С его помощью можно не только сострогать излишки (неровности) древесины (толщиной до 3 мм за 1 проход и более), но и получить вполне удовлетворительную ровную и гладкую поверхность. Часто одинарный рубанок является единственным инструментом для строгания в мастерской домашнего столяра. Рекомендуется, однако, приобрести для домашней мастерской ещё шерхебель (для первичного грубого строгания), фуганок или полуфуганок (для строгания длинномерных заготовок) и фальцгубель (для выборки фальцев и четвертей). Металлические струги отличаются от стругов с деревянным корпусом большей прочностью, долговечностью и постоянством формы. Однако они имеют и существенные недостатки: у стальных стругов значительная масса и работать ими труднее, они хуже деревянных скользят по обрабатываемой поверхности, а струги из алюминиевых сплавов оставляют на деревянной поверхности тёмные следы, что существенно портит внешний вид изделия. В результате после строгания такие изделия надо дополнительно зачищать шлифовальной шкуркой или циклей.
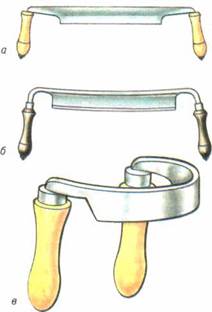
Рис. 13. Скобели: а - с плоским ножевым полотном и прямым лезвием; б - с плоским ножевым полотном и дугообразным лезвием; в - с сильно изогнутым ножевым полотном.
Особую группу строгальных инструментов составляют скобели, которые иногда также называют стругами. Скобель - это стальной нож с двумя рукоятками без корпуса (рис. 13). Различают несколько видов скобелей: с плоским ножевым полотном и прямым лезвием; с плоским или выгнутым ножевым полотном и дугообразным лезвием; с сильно изогнутым ножевым полотном. Применяют преимущественно для ошкуривания пиломатериалов и брёвен, а также в бондарном производстве.
61. Стусло
Приспособление для распиливания досок точно под заданным углом (обычно 45, 60 или 90°). Внешне напоминает лоток (рис.), в стенках которого делаются сквозные пропилы под углом по отношению к внутренним плоскостям его стенок. Для распиливания доску или брусок размечают и укладывают в стусло, прижимая к одной из стенок так, чтобы метка находилась точно против пропила в стенке. Затем через прорези в стенках стусла при помощи ножовки или лучковой пилы распиливают доски (бруски) под выбранным углом.
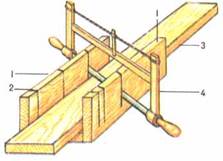
Стусло: 1 - стенки стусла; 2 - пропилы (прорези); 3 - распиливаемая доска; 4 - лучковая пила.
62. Тиски
Приспособление для зажима и удержания деталей в процессе обработки или сборки. Состоят из корпуса с двумя губками (неподвижной и подвижной), между которыми зажимается деталь. Сближение губок и зажим осуществляют вращением рукоятки винта. Тиски обычно крепят на верстаке. При зажиме мягких непрочных деталей или деталей с полированной поверхностью применяют нагубники. Различают тиски (рис.): стуловые - при рубке, правке и др. видах обработки с ударными нагрузками; параллельные - при выполнении более тонких и сложных операций, не связанных с ударами по изделию (прочность губок невысока); ручные - для закрепления небольших изделий при сверлении, опиливании и т.п., если их неудобно или опасно держать руками; специальные, например трубные, - для определённых видов обработки (нарезания резьбы, разрезки труб и т.д.).
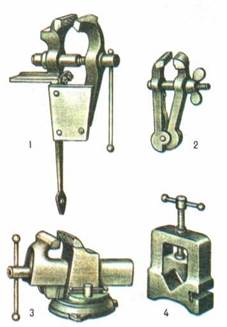
Тиски: 1 - стуловые; 2 - ручные; 3 - параллельные; 4 - трубные.
63. Топор
Одно из основных и древнейших орудий труда, предназначенное главным образом для обработки древесины. Множество разновидностей топоров условно подразделяют на собственно топоры (для перерубки, выборки пазов и тесания древесины), колуны (для колки дров и раскалывания брёвен) и топоры-колуны (используемые и как колун, и как топор). Независимо от назначения любой топор (колун) состоит из головки с режущей кромкой (лезвием) и рукоятки (топорища), закрепляемой в проушине головки (всаде) при помощи клина или металлических накладок (рис. 1).
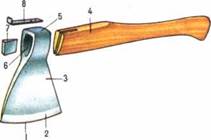
Рис. 1. Составные части топора: 1 - лезвие; 2 - фаска; 3 - головка; 4 - топорище; 5 - обух; 6 - проушина (всад); 7 - клин; 8 - металлическая накладка.
Головки топоров, как правило, делают цельностальные (литые, кованые или штампованные), головки малогабаритных топоров, или топориков, нередко сваривают из двух частей - лезвия и обуха. Лезвия топоров бывают узкими и широкими, прямыми и округлыми, с прямыми и овальными фасками (рис. 2). Топоры с узким округлым лезвием используют в основном для перерубания стволов деревьев, брёвен, толстых сучьев (при ударе они глубже проникают в древесину), топоры с широким прямым лезвием больше подходят для тесания. Выпускают топоры, как правило, с овальными фасками. Перерубать и тесать брёвна таким топором можно, но с большой затратой сил, а обработать древесину так, чтобы получилась плоская поверхность, почти невозможно. Гораздо легче и эффективнее работать топором с плоскими фасками, а для тесания даже предпочтительнее топоры с одной правой или левой фаской. Поэтому, приобретая новый топор, рекомендуется прежде всего спрямить на точиле его фаски (см. статью 2. Заточка режущего инструмента). Угол заточки (угол схождения фасок) у топора для тесания 20...30°.
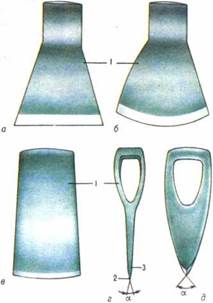
Рис. 2. Типы головок: а - с широким прямым лезвием; б - с широким округлым лезвием; в - с узким лезвием; г - с прямыми фасками; д - с овальными фасками; 1 - головка; 2 - лезвие; 3 - фаска; α - угол заточки.
Наиболее распространены топоры плотничные и строительные, или, как их часто называют, стандартные (рис. 3). Отличительная особенность плотничных топоров - наличие у головки небольшого выступа длиной 15...25 мм, называемого бородкой. Этот выступ повышает прочность крепления топорища, предохраняет его от преждевременного изнашивания, защищая нижнюю кромку топорища от прямых ударов по перерубаемому материалу. Кроме того, примыкая вплотную к топорищу, бородка совместно со щёками обуха передаёт усилия удара на топорище. Размеры топора определяются по высоте его головки (145...215 мм), длине лезвия (110...165 мм) и длине топорища (400...600 мм); масса топора (без топорища) 1,0...1,6 кг.
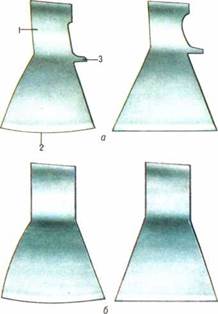
Рис. 3. Топоры: а - плотничный с округлым и прямым лезвием; б - строительный с округлым и прямым лезвием; 1 - головка; 2 - лезвие; 3 - бородка.
Для многих хозяйственных работ очень удобны малогабаритные топоры - топорики. Они изготовляются с литой, кованой, штампованной или составной (сварной на заклёпках) головкой на деревянной, пластмассовой или металлической ручке. Высота головки топорика 125...165 мм, длина лезвия 110...130 мм, длина с топорищем 350...400 мм; масса 1,0...1,1 кг.
У колунов головки обычно цельностальные. По сравнению с топором лезвие колуна более узкое (70...95 мм), прямое или слегка закруглённое с овальными фасками (такое лезвие при сильных ударах меньше вязнет в древесине), угол заточки 40...60° (рис. 4, а). Колуны имеют более длинное, чем у топора, топорище (700...800 мм) и большую массу (2,2...2,5 кг).
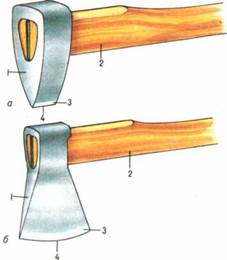
Рис. 4. Колун (а) и топор-колун (б); 1 - головка; 2 - топорище; 3 - фаска; 4 - лезвие.
Топоры-колуны (рис. 4, б) относятся к универсальным инструментам: ими можно одинаково хорошо и рубить, и раскалывать древесину. Как правило, их высота ок. 200 мм, длина лезвия 70...72 мм, угол заточки 35...40°; длина в сборе ок. 700 мм, масса не более 1,5...1.8 кг.
Топорище обычно изготовляется из древесины граба, ясеня, клёна, бука, берёзы. Оно может быть прямым и изогнутым (рис. 5). Наиболее удобным считается изогнутое топорище, значительно ослабляющее отдачу в руку при ударе топора. На прямые топорища насаживают главным образом колуны и топоры для перерубания брёвен и обрубки сучьев. Размеры топорища выбирают соответственно размерам топора (колуна): топоры для перерубания и колуны снабжают более длинными топорищами (до 800 мм), а топоры для тесания - более короткими (до 600 мм). Для надёжного крепления топора поперечное сечение конца топорища должно соответствовать размерам проушины в головке. Крепление можно считать прочным, если топорище плотно сидит в проушине и при сильных ударах начальная прочность крепления не снижается. Клинья для крепления топора (колуна) на топорище делают металлическими или деревянными (из древесины твёрдых пород); металлические клинья предпочтительнее - они лучше держатся в древесине. Если топором долгое время не пользовались, то перед работой рекомендуется опустить его обухом в воду: закреплённый в проушине конец топорища набухнет и надёжно заклинится.

Рис. 5. Топорища: а - прямолинейное; б - изогнутое.
Обработка древесины топором достигается за счёт ряда последовательных ударов большей или меньшей силы с большей или меньшей точностью. Удар тяжёлым топором на длинном топорище получается мощным, но не очень точным. Средние топоры наиболее универсальные - они одинаково хороши как для перерубки, требующей сильных ударов, так и для тесания, для которого точность важнее силы. У лёгких топоров на коротком топорище удар не сильный, но точный, такими топорами обычно обрабатывают небольшие деревянные заготовки, например детали мебели.
Удар может быть кистевым, локтевым и плечевым. Кистевой удар наименее сильный, но точный; используется при чистовой отделке поверхностей или нанесении разметочных линий. Локтевой удар заметно сильнее кистевого, но он менее точен, что, однако, вполне достаточно для черновой обработки небольших заготовок. Плечевой удар наиболее сильный, им пользуются тогда, когда в удар надо вложить всю силу, например при перерубании толстых брёвен, при колке дров. Нельзя ударять по обуху топора или колуна тяжёлыми металлическими предметами, например кувалдой или другим топором, т.к. от таких ударов мягкая сталь обуха легко разбивается и топор (колун) оказывается малопригодным для работы.
64. Точило
Точильный (шлифовальный) круг, приводимый во вращение вручную (ручное точило) или от электродвигателя (электроточило); применяют для заточки (шлифовки) стальных режущих инструментов (ножей, ножниц, топоров, свёрл, железок рубанков, зубил, отвёрток, клещей и т.д.), а также для обточки металлических заготовок и удаления заусенцев. Электроточило может служить и в др. целях (например, для резания). Точильные круги обычно изготовляют из искусственного материала, состоящего из абразивных зёрен (наждак, электрокорунд, карборунд, синтетический алмаз и др.) и связки (керамической, бакелитовой, вулканитовой). Такие точила называют наждачными. Реже материалом для точила служит природный камень (например, песчаник). Рабочая частота вращения наждачного точила до 3000 оборотов в минуту, точила из природного камня - не свыше 60 оборотов в минуту (чтобы не допускать биений). В домашних условиях наиболее широко применяют ручное настольное точило (рис.) с точильным кругом диаметром 100 мм. Необходимая частота вращения в нём достигается с помощью шестерёнчатого редуктора.
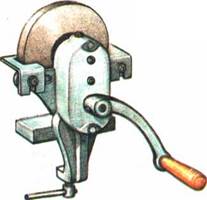
Ручное настольное точило.
65. Точильные камни
Твёрдые абразивные инструменты обычно в виде брусков различных размеров, формы (плоские, квадратные, трёхгранные) и зернистости (крупной, средней, мелкой); служат в основном для доводки и правки стальных режущих инструментов после их заточки на точиле. Как и точила, изготовляются из искусственного или натурального камня. Мелкозернистый точильный камень (только для доводки и правки) часто называют оселком.
66. Угломер (транспортир-угломер)
Транспортир, снабжённый поворотной стрелкой-указателем и прижимным винтом для её фиксации в том или ином положении (рис.). Позволяет измерять углы (как обычный транспортир); с помощью стрелки-указателя устанавливать на шкале требуемый угол и воспроизводить его на детали при разметке; контролировать правильность нанесения углов на размеченной детали.
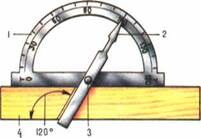
Угломер: 1 - шкала; 2 - стрелка-указатель; 3 - винт; 4 - контролируемая или размечаемая деталь.
67. Угольник поверочный
Деревянный или металлический инструмент для разметки и проверки прямых углов, а также для проверки взаимной перпендикулярности плоскостей. Состоит из двух плеч - основания (колодки) и линейки (пера), скреплённых под углом 90°. Угольники бывают плоские без упора, имеющие плечи одинаковой толщины, и с упором (аншлажные) - с широким основанием и тонкой линейкой (рис.).
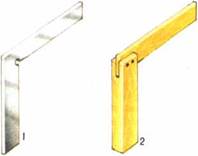
Угольники: 1 - плоский металлический; 2 - с широким основанием деревянный.
68. Уровень строительный
Инструмент для проверки горизонтальности поверхностей. Представляет собой прямоугольный деревянный или металлический (из лёгкого сплава) брусок длиной 300...500 мм, в грани которого вставлены (строго параллельно поверхности) 1, 2 или 3 стеклянные цилиндрические ампулы с подкрашенной жидкостью. Ампулы запаяны с таким расчётом, чтобы внутри оставался небольшой пузырёк воздуха; в горизонтально расположенной ампуле пузырёк занимает срединное положение, которое обычно помечается рисками (чёрточками) на самой ампуле или на грани уровня (рис. 1). Если проверяемая поверхность не очень ровная, а её размеры намного превышают длину уровня, то для определения горизонтальности такой поверхности уровень устанавливают на хорошо оструганную доску (или длинный брусок), положенную на эту поверхность. Таким же образом можно проверить горизонтальность линии, соединяющей две точки, удалённые друг от друга на расстояние, превышающее длину уровня (например, торцы столбов ограды или фундамента под садовый домик) (рис. 2, а); если подходящей доски нет, можно подвесить уровень на прочный шпагат, натянутый между этими точками (рис. 2, б).
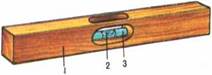
Рис. 1. Плотничный уровень: 1 - деревянный брусок; 2 - воздушный пузырёк; 3 - стеклянная ампула с подкрашенной жидкостью.
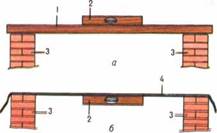
Рис. 2. Проверка горизонтальности при помощи уровня, установленного на доске (а) и подвешенного на шпагате (б): 1 - доска; 2 - уровень; 3 - столбы (ограды, фундамента); 4 - шпагат.
При отсутствии уровня горизонтальность можно проверить ватерпасом либо при помощи резинового шланга со стеклянными трубочками на концах, наполненного водой (рис. 3). Трубочки со шлангом представляют собой не что иное, как сообщающиеся сосуды, и вода в них всегда устанавливается на одном уровне.
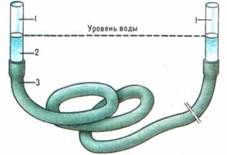
Рис. 3. Приспособление для проверки горизонтальности: 1 - стеклянная трубка; 2 - вода; 3 - резиновый шланг.
69. Фальцгубель (фальцебель, фальцгебель)
Ручной режущий инструмент для выборки фальцев и четвертей определённого размера; разновидность стругов. От зензубеля отличается формой подошвы: у фальцгубеля подошва ступенчатая - один уступ ограничивает ширину фальца, другой - его глубину (рис.). Наличие уступов в колодке позволяет выбирать фальцы без предварительной разметки. Бывают фальцгубели с гладкой подошвой; на их колодки вместо уступов привинчивают передвижные деревянные или металлические линейки - упоры. В этом случае ширину и глубину фальца регулируют перестановкой линеек. Как правило, в фальцгубеле используется нож с косым лезвием и боковой режущей кромкой (как в зензубеле). Габаритные размеры колодки стандартного фальцгубеля 240x30x80 мм; ширина ножа 15 мм, нож вставляют в колодку снизу (со стороны подошвы) под углом 45...50°. Иногда впереди основного ножа устанавливают вертикальный дополнительный нож; при выборке фальца он предварительно подрезает стружку, тем самым улучшая качество обработки фальца.
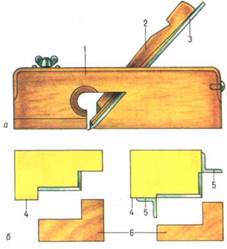
Фальцгубель: а - внешний вид; б - форма подошвы и профиль обрабатываемой детали; 1 - колодка; 2 - клин; 3 - нож; 4 - подошва; 5 - линейки-упоры; 6 - обрабатываемое изделие.
70. Фуганок
Ручной инструмент для получения плоских поверхностей у длинномерных заготовок; разновидность стругов. Фуганком строгают (фугуют), как правило, после обработки поверхности рубанком, чтобы сделать поверхность ещё более гладкой, а углы и рёбра более прямыми. Это достигается благодаря большой длине колодки фуганка - более 600 мм (тогда как длина колодки рубанка не более 250 мм). Нож фуганка может быть одинарным и двойным; ширина лезвия 75...80 мм; угол резания 45...47°. Колодка фуганка снабжается ручкой, размещаемой позади ножа. Сверху колодки в её передней части укреплена пробка (цилиндрическая вставка, винт с большой полукруглой шляпкой); ударами молотка по пробке выбивают нож с клином из летка фуганка.
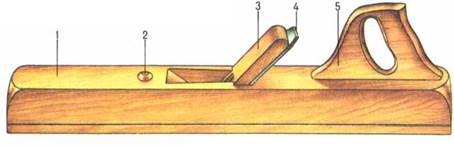
Фуганок: 1 - колодка; 2 - пробка; 3 - клин; 4 - нож; 5 - ручка.
Полуфуганок - разновидность фуганка; применяется для фугования заготовок сравнительно небольшой длины. От фуганка отличается меньшей длиной колодки (500...550 мм) и шириной лезвия (до 70 мм). Обычно в полуфуганках применяют двойной нож, однако если достижение очень гладкой поверхности необязательно, то можно фуговать и одинарным ножом.
71. Цанга
Приспособление в виде пружинящей разрезной втулки для зажима цилиндрических или призматических предметов. В ряде случаев цанга выполняет также роль направляющего элемента. Цанги применяют в металлорежущих станках (рис.), цанговых карандашах и т.д.
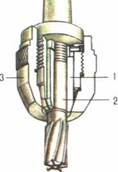
Цанговый патрон металлорежущего станка: 1 - разрезная коническая втулка (цанга); 2 - зажимаемая деталь; 3 - гильза.
72. Цикля
Инструмент для окончательной доводки и зачистки деревянных изделий; применяют главным образом для циклевания паркета, т.е. снятия с него тонкой стружки с целью выравнивания лицевой поверхности (см. также статью 8.2. Циклевание паркета). Различают цикли простые, с постоянным лезвием, в виде остронаточенной стальной пластинки (ножа) толщиной ок. 1 мм, и сложные, с металлическими губками, между которыми зажимаются сменные стальные ножи (рис. 1). После тщательной точки и правки на оселке на лезвии цикли наводят заусенец (немного загибают режущую кромку), который значительно облегчает снятие стружки с паркета. Для образования заусенца штифтом или пластинкой из стали повышенной твёрдости (например, гранью напильника, с которого сточены зубчики) с нажимом проводят по кромке, загибая её на 0,1...1 мм (рис. 2). Заусенец можно наводить только у циклей из не очень твёрдой стали.

Рис. 1. Разновидности циклей.
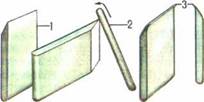
Рис. 2. Заправка цикли: 1 - стальная пластина; 2 - штифт; 3 - заусенец.
Циклю несложно изготовить из полотна старой двуручной пилы. Ширина её должна быть не более 50 мм, т.к. широкой циклей тяжело работать и она может оставлять пропуски. Для удобства работы циклю укрепляют в деревянной или (реже) металлической ручке, которую можно выполнить из двух половинок. Циклю вставляют между половинками и зажимают винтами или болтами.
Точат цикли точно так же, как рубаночные ножи или стамески (см. статью 2. Заточка режущего инструмента). Только после заточки и правки на оселке циклей можно работать. Хорошо заточенная и направленная цикля очень чисто циклюет.
73. Цинубель
Ручной режущий инструмент для придания мелкой шероховатости уже оструганной поверхности деревянных изделий, подготавливаемых для склейки или облицовки (фанерования); разновидность стругов. От других стругов, в частности от рубанка, цинубель отличается тем, что лезвие его ножа имеет мелкие зубья (рис.) – с шагом 0,75 (малый), 1 (средний) или 1,25 мм (большой), а сам нож в колодке устанавливается почти вертикально - под углом 80°. При строгании такое лезвие оставляет на обрабатываемой поверхности маленькие бороздки, придающие ей требуемую шероховатость.
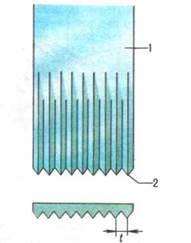
Нож цинубеля: 1 - полотно ножа; 2 - зубчатое лезвие; t - шаг зубьев.
74. Циркуль разметочный
Инструмент для перенесения размеров, разметки отверстий, а также для черчения. Состоит из двух шарнирно-соединённых стальных ножек (рис.); ножки могут быть остроконечными либо с держателями для пера или грифеля.

Циркуль разметочный.
75. Чертилка
Ручной инструмент для нанесения на поверхность заготовки рисок при разметке её перед обработкой. Простейшая чертилка (рис.) представляет собой заострённый стержень из твёрдого материала (обычно инструментальной стали) с кольцом или надетый на ручку. Для нанесения рисок в труднодоступных местах применяют чертилки с отогнутым рабочим концом. Выпускают чертилки с вставными иглами из твёрдого сплава.
Чертилки: 1 - с ручкой; 2 - с отогнутым концом.
76. Шабер
Ручной инструмент в виде заострённого с одной стороны прямоугольного или трёхгранного стального руска с рукояткой (рис.). Применяют для обработки поверхностей деталей (снятия тонкой стружки - шабрения) в процессе наладки, сборки, ремонта, для зачистки поверхностей перед пайкой и после пайки, удаления загрязнённых мест и т.п.
Шаберы: 1 - плоский составной; 2 - трёхгранный; 3 - лопаточный.
77. Шаблон
Металлическая, деревянная или пластмассовая пластина с вырезом, очертания которого соответствуют контуру чертежа или изделия, буквы, цифры и т.д. Служит для выполнения надписей (трафарет), для разметки заготовок при изготовлении однородных изделий (рис. 1), для создания лепных профилированных обрамлений потолков, вытягивания карнизов, арок над дверными и оконными проёмами и т.д. (рис. 2).
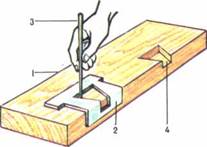
Рис. 1. Разметка заготовки по шаблону: 1 - заготовка; 2 - шаблон; 3 - чертилка (карандаш); 4 - готовое гнездо, выполненное по разметке.
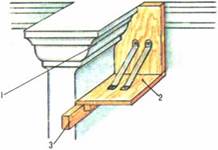
Рис. 2. Вытягивание карниза шаблоном: 1 - карниз; 2 - фанерный шаблон; 3 - правило.
78. Шерхебель
Ручной режущий инструмент для первичного грубого состругивания (обдирки) излишков древесины толщиной более 3 мм (за один проход); разновидность стругов. Внешне напоминает одинарный рубанок, но в отличие от него имеет более узкий нож с овальным (закруглённым) лезвием, что позволяет строгать древесину всегда под углом к направлению её волокон. Срезаемая шерхебелем стружка заметно толще стружки от рубанка, вследствие чего шерхебелем можно сострогать слой древесины легче и быстрее, чем рубанком, но при этом на оструганной поверхности остаются заметные ложбинки, которые обычно устраняют рубанком.
79. Шило
Ручной инструмент для прокалывания отверстий в дереве, коже, бумаге и др. материалах. Представляет собой металлическую иглу, укреплённую на деревянной ручке (рис.). Шилом часто пользуются для подготовки отверстий при заворачивании шурупов, забивании гвоздей или проволочных скобок, для пропуска иглы при шитье, разметки мест сверления и т.д.
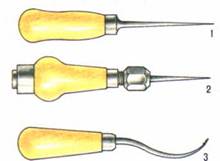
Шило с постоянно укреплённой иглой (1), со сменной иглой (2), сапожное (3).
80. Шлифовальная шкурка
Абразивный инструмент для получения гладких поверхностей посредством шлифования. Представляет собой ткань или плотную бумагу (основа шлифовальной шкурки), на которой наклеены беспорядочно расположенные абразивные зёрна с острыми кромками. Шлифовальную шкурку на бумажной основе называют также наждачной бумагой. Абразивными зёрнами служат осколки, микрокристаллы электрокорунда, карбида кремния, собственно кремния, стекла. Размер абразивных зёрен характеризуется номером. Различают следующие группы и номера зернистости:
шлифовальное зерно - №№ 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20 и 16;
шлифовальные порошки - №№ 12, 10, 8, 6, 5, 4 и 3;
микропорошки - М63, М50, М40, М28, М20, М14;
тонкие микропорошки - М10, М7, М5.
Номер шлифовального зерна и шлифовальных порошков примерно соответствует среднему размеру поперечника основной массы зёрен, выраженному в сотых долях миллиметра. Например, шлифовальная шкурка N2 200 имеет зёрна размером 200x0,01 =2 (мм). Чем выше номер, тем крупнее абразивные зёрна шкурки и тем более шероховатой получается поверхность, однако сам процесс шлифования происходит быстрее, производительнее. Чем меньше номер, тем мельче абразивные зёрна шкурки и тем чище поверхность после обработки.
При шлифовании абразивные зёрна своими острыми кромками срезают тонкие короткие стружки. Резание происходит в виде скобления или царапания, откуда и название шлифовальных инструментов - абразивные, т.е. скоблящие.
Шлифовальной шкуркой можно обрабатывать изделия из металла, дерева, пластмассы, стекла и др. материалов, придавая их поверхности необходимую гладкость. В домашних условиях наиболее часто шкуркой пользуются для шлифования поверхностей деревянных изделий (мебели, предметов быта, различных поделок) перед их отделкой (см. статью 3. Отделка столярных изделий). Обычно каждое изделие шлифуют в два приёма, выполняя последовательно сначала грубое шлифование, а затем тонкое (чистовое). Так, при отделке поверхностей деревянных изделий под прозрачное покрытие сначала применяют крупнозернистую шкурку №№ 40, 32, затем обрабатываемую поверхность увлажняют тёплой водой с небольшим количеством (3...5%) растворённого в ней столярного клея, а после того, как поверхность полностью высохнет, её повторно шлифуют уже мелкозернистой шкуркой №№ 12, 10, 8. При подготовке изделия под окраску его поверхность вначале шлифуют шкуркой №№ 50, 40, а после шпатлевания и сушки - повторно шкуркой №№40, 32, 25.
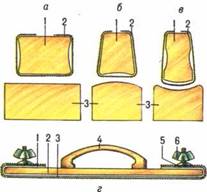
Приспособления для шлифования: а, б, в - колодки (наждачные бруски) для шлифования плоской, выпуклой и вогнутой поверхностей соответственно (1 - деревянная колодка, брусок; 2 - шлифовальная шкурка; 3 - обрабатываемое изделие); г - тёрка-зачистка для ручного шлифования больших поверхностей (1 - шлифовальная шкурка; 2 - основание; 3 - подклацка; 4 - ручка; 5 - прижим; 6 - барашковая гайка).
При шлифовании шкурку лучше прижимать не ладонью руки, а специальным приспособлением - наждачным бруском (рис.). В простейшем виде это может быть, например, деревянная колодка размером 4 х 6 х 12 см. Для утяжеления в ней делают гнездо, в которое заливают расплавленный свинец. Затем колодку оклеивают сукном, фетром, резиной или кожей. Если надо шлифовать вогнутую поверхность, то радиус кривизны рабочей стороны колодки должен быть меньше радиуса кривизны шлифуемой поверхности. Такое соотношение кривизны создаёт лучшие условия для шлифования. При шлифовании поверхностей сложного профиля применяют отдельные колодки соответствующего профиля, а мелкие уступы зачищают мелким напильником. Для шлифования больших плоских поверхностей применяют тёрку-зачистку, на основание которой (обычно размером 240 х 100 мм) натянута шкурка, закрепляемая по концам прижимами (рис., г). Тёрку-зачистку можно применять и для шлифования зашпатлёванных стен и потолка перед их окрашиванием, а также для снятия неровностей штукатурки. Вместо обычной ручки тёрка-зачистка может иметь шарнирное устройство, соединённое с тулейкой, в которую вставляют длинную (2 м) ручку.
Шлифовать нужно без сильного нажима лучше новой (острой) шкуркой. Особенно это необходимо при втором (окончательном) шлифовании. Сильный нажим и продолжительное шлифование ухудшают качество обработки поверхностей и ускоряют износ шкурки. От продолжительного шлифования при сильном нажиме, особенно на мягкой древесине хвойных деревьев, у которых плотность ранней и поздней древесины годового кольца различная, получается гофрированная поверхность. Чтобы лучше выровнять широкие поверхности под укрывистую отделку и избежать образования гофристости, шлифовать их надо под некоторым углом (20...40°) к волокнам древесины. Поверхности под прозрачную отделку шлифуют вдоль волокон, чтобы не было заметно царапин.
При шлифовании древесная пыль глубоко забивается между зёрнами шкурки, от трения выделяется тепло и пыль приклеивается к шкурке, засоряя её. Такая шкурка быстро изнашивается и плохо обрабатывает древесину. Поэтому во время шлифования шкурку нужно чаще освобождать от пыли, выбивая её постукиванием или сметая щёткой.
81. Шлифтик
Ручной режущий инструмент для чистового строгания труднообрабатываемой древесины; разновидность стругов. Внешне напоминает двойной рубанок (рис.), отличаясь от него укороченной (до 180...200 мм) колодкой и увеличенным (до 60°) наклоном ножа (углом резания); ширина лезвия 45...50 мм. Колодку шлифтика иногда делают слегка овальной (лодочкой), а вместо рога устраивают выступ.
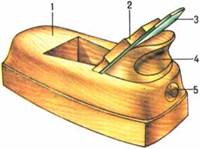
Шлифтик: 1 - колодка; 2 - клин; 3 - двойной нож; 4 - упор; 5 - пробка.
82. Шлямбур
Простейший ручной инструмент для пробивания отверстий в каменных и бетонных стенах. Представляет собой короткую стальную трубку с зазубренным рабочим концом (рис.). Твёрдость зубцов повышают либо закалкой, либо наплавкой твёрдых сплавов.

83. Шпатель
Инструмент для малярных работ; служит для нанесения и разравнивания шпатлёвки при подготовке поверхностей к окрашиванию. Шпатели бывают деревянные и металлические (рис.). Деревянные шпатели в основном применяют для нанесения и разравнивания шпатлёвки по дереву и штукатурке. Их изготовляют из древесины твёрдых пород (бука, клёна, берёзы) общей длиной от 150 до 180 мм и лезвием шириной от 50 до 200 мм. В зависимости от размеров обрабатываемой поверхности применяют либо широкие, либо узкие шпатели (например, стены обычно шпатлюют широкими, а переплёты - узкими). Лезвия деревянных шпателей должны быть остроганы на конус с двух сторон и зачищены, чтобы рабочая часть была острой. Чтобы кромки шпателей не разрушались, их пропитывают горячей олифой, а после работы вставляют в расщелину между двумя сбитыми досками.
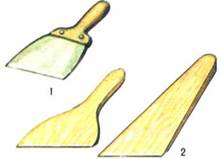
Шпатели: 1 - металлический; 2 - деревянные.
Металлические шпатели, изготовленные из эластичной и упругой стали, применяют для шпатлевания по металлу и дереву; ими также очищают поверхности от старой слабодержащей- ся шпатлёвки, обоев, краски и т.п. Лезвие этих шпателей (шириной от 30 до 100 мм) следует хорошо отшлифовать, чтобы шпатлёвка легко удалялась (не залипала) во время работы. На лезвии с помощью заклёпок крепят хвостовики, на которые затем насаживают деревянные ручки или черенки из твёрдых пород дерева. При обработке карнизов, наличников и т.п. рекомендуется применять шпатели с резиновыми наконечниками.
84. Шпунтубель
Ручной режущий инструмент для выстругивания на кромке или плоскости детали прямоугольного узкого паза - шпунта - на заданном расстоянии от края; разновидность стругов. Бывают деревянные и металлические. Деревянный шпунтубель (рис. 1) состоит из двух колодок - основной и дополнительной, соединённых винтами. В основной колодке закреплён нож (ширина лезвия от 3 до 15 мм), подошвой служит вставленная снизу стальная пластина толщиной 3 мм с выемкой для ножа; глубина погружения ножа в древесину регулируется переставным упором. Дополнительная колодка выполняет роль направляющей. При массовом производстве столярных изделий применяют шпунту бель упрощённой конструкции без дополнительной колодки, её заменяет выступ на основной колодке. Такой инструмент иногда называют нагрубелем.
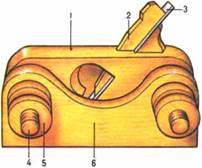
Рис. 1. Деревянный шпунтубель: 1 - основная колодка; 2 - клин; 3 - нож; 4 - винт; 5 - гайка; 6 - дополнительная колодка (упорная планка).
Металлический шпунтубель (рис. 2) также состоит из двух частей - корпуса и рукоятки с упорной планкой, соединённых штифтами. Рукоятка свободно перемещается по штифтам и закрепляется винтами. Ширина лезвия ножей стандартного шпунтубеля от 3 до 6 мм; глубина выбираемого паза регулируется перемещением упора в пределах 12 мм; пазы могут выбираться на расстоянии до 100 мм от края обрабатываемой детали.
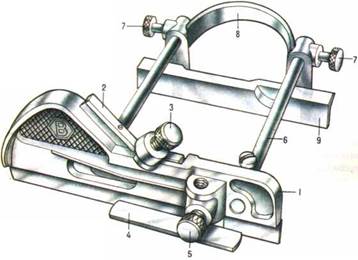
Рис. 2. Металлический шпунтубель: 1 - корпус; 2 - нож; 3 - винт крепления ножа; 4 - упор; 5 - винт крепления упора; 6 - штифт; 7 - винты рукоятки на штифтах; 8 - рукоятка; 9 - упорная планка.
85. Штангенциркуль
Инструмент для измерения наружных и внутренних линейных размеров. Состоит из штанги с двумя неподвижными губками (рис. 1), на которой нанесена шкала с миллиметровыми делениями. По штанге перемещается рамка также с двумя губками и жёстко скреплённым с ней стержнем - глубиномером. На грани рамки нанесена шкала нониуса. Верхний предел измерения штангенциркулей - от 125 до 2500 мм; точность измерения - 0,1 или 0,05 мм.
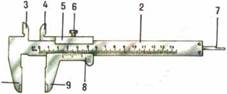
Рис. 1. Устройство штангенциркуля: 1 и 9 - неподвижная и подвижная губки наружных размеров; 2 - штанга; 3 и 4 - неподвижная и подвижная губки внутренних размеров; 5 - подвижная рамка; 6 - зажим; 7 - линейка глубиномера; 8 - шкала нониуса.
При измерении штангенциркулем целые миллиметры отсчитываются непосредственно по шкале штанги до нулевого штриха нониуса, а дробные (на изображённом на рис. 1 штангенциркуле - десятые) доли миллиметра - по шкале нониуса. При этом дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчёта (0,1 мм) на порядковый номер штриха (не считая нулевого), совпавшего со штрихом штанги. На рис. 2 приведены примеры отсчёта показаний при измерении штангенциркулем.
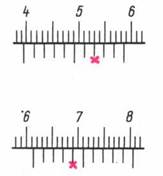
Рис. 2. Отсчёт показаний при измерении штангенциркулем: стрелками отмечены штрихи нониуса, совпавшие со штрихами штанги; примеры отсчёта размера (в мм): вверху - 39 + 0,1x7 = 39,7; внизу - 61+0,1 х 4 = 61,4.
86. Щётка проволочная
Применяется для очистки напильников от опилок, удаления ржавчины с металлических деталей, инструментов, труб, газовых горелок и т.д., а также для удаления с поверхностей изделий старых засохших красок, масел, остатков лака и т.п. Выпускают щётки различных размеров, с короткой или длинной стальной проволокой (рис.).

Проволочные щётки.
87. Электрический ручной инструмент
Электрифицированный инструмент, применяемый для выпиливания и сверления, заточки, строгания, шлифования и т.д. при производстве различных поделок из дерева, металла, пластмассы и др. материалов, а также при ремонте квартиры и предметов домашнего обихода.
Все электрифицированные инструменты следует применять строго в соответствии с назначением, указанным в руководстве (инструкции) по эксплуатации данного инструмента. Перед на чалом работы нужно убедиться в исправности инструмента, в отсутствии повреждений корпуса, нарушения целостности изоляции присоединительного кабеля или шнура, в надёжности крепления вращающихся частей.
При пользовании инструментами необходимо соблюдать меры безопасности: недопустимо работать с дисковой пилой или шлифовальным кругом без установки защитных кожухов; при обработке деревянных изделий с высокой скоростью вращения следует надевать защитные очки; надо внимательно следить, чтобы одежда и другие посторонние предметы не касались движущихся частей инструмента; ни в коем случае нельзя пользоваться неисправным инструментом, при малейших признаках неисправности надо немедленно прекратить работу и отключить инструмент от электросети.
Дисковая электропила предназначена для распиловки древесины стальным пильным диском; снабжена устройством, автоматически закрывающим диск после работы (рис. 1).
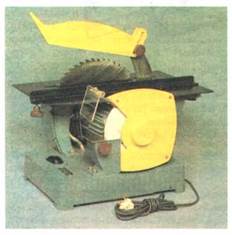
Рис. 1. Пила-точило.
Электроточило служит для заточки различных хозяйственных и кухонных инструментов и принадлежностей, а также плотничных и слесарно-монтажных инструментов. Кроме того, точило может быть использовано для полировки. Наждачные круги, матерчатые, войлочные или фетровые полировочные диски устанавливаются на любом из двух выходных валов (рис. 2).

Рис. 2. Электродрель с набором свёрл, электроточило и ручная шлифовальная машина.
Электролобзик предназначен для выпиливания предметов из дерева, пластмассы и мягких металлов. Толщина обрабатываемого предмета не должна превышать 10...15 мм.
Ручная шлифовальная машина применяется для полировки поверхностей разнообразных предметов домашнего обихода, полов, кузовов автомобилей и т.д. С помощью шлифовальной машины можно также снимать старую краску и готовить поверхность под окраску. Для сравнительно грубой, первичной полировки используют наждачную бумагу различных номеров, а для окончательной отделки - фетр или ткань.
Ручная электрическая сверлильная машина (электродрель) применяется для сверления отверстий и углублений в металлических, деревянных и пластмассовых изделиях, кирпиче и бетоне. Сверлильный патрон рассчитан на использование свёрл диаметром от 1 до 9 мм.
Настольное деревообрабатывающее устройство используется для выполнения поделок из дерева и других мягких материалов (рис. 3). С его помощью можно фрезеровать пазы, точить круглые детали, сверлить отверстия, фуговать, раскраивать пиломатериалы. Это устройство применяют также для заточки режущих инструментов.

Рис. 3. Универсальное деревообрабатывающее устройство.
Комплект «Умелые руки» - универсальный станок для заточки, сверления, шлифования и резки (рис. 4). К нему прилагаются различные детали и инструменты: фрезы, шлифовальные круги, полировальные шайбы, стамески и т.д. Наибольший диаметр протачиваемой детали 400 мм, наибольшая длина 130 мм, толщина разрезаемого материала не более 6 мм.
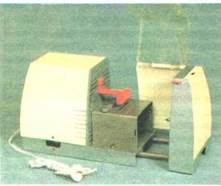
Рис. 4. Комплект «Умелые руки».
88. Ярунок
Инструмент для измерения и разметки углов 45° и 135°. Представляет собой деревянный или металлический угольник, состоящий из двух частей - колодки (основания) и линейки, жёстко соединённых между собой под углом 45° (135°) (рис.).
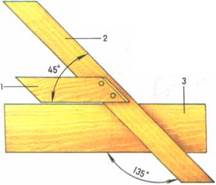
Ярунок: 1 - колодка (основание); 2 - линейка; 3 – размечаемая деталь.