8.1. Назначение, классификация соединений и основные требования к ним
8.1. Назначение, классификация соединений и основные требования к ним
Соединение оптических волокон кабелей связи является процессом, от качества выполнения которого в дальнейшем зависит надежность и долговечность действия оптической линии связи. В общем случае данная задача может быть решена двумя принципиально различными способами: с помощью разъемных и с помощью неразъемных оптических соединителей (рисунок 8.1).

Рисунок 8.1 – Основные разновидности оптических соединителей
Оптические соединители – это устройства, предназначенные для оптического соединения компонентов ВОСП. Разъемные оптические соединители – это устройства, допускающие многократные оптические соединения. Они предназначены для обеспечения разъемного подключения соединительных и оконечных шнуров к световоду оборудования, к коммутационному оборудованию в кроссовых и информационным розеткам рабочих мест. Неразъемные соединители допускают только однократное оптическое соединение и используются в местах постоянного монтажа кабельных систем большой протяженности (например, сетей связи общего пользования масштаба города, региона, страны и более).
Общие технические требования, которым должны отвечать оптические соединители, заключаются в следующем:
- внесение минимального затухания в сочетании с получением высокого затухания обратного рассеяния;
- обеспечение долговременной стабильности и воспроизводимости параметров;
- минимальные габариты и масса при высокой механической прочности;
- простота установки на кабель;
- простота процесса подключения и отключения;
- устойчивость к внешним механическим, климатическим и другим воздействиям;
- высокая надежность.
Дополнительно к разъемным соединителям предъявляют требования неизменности параметров при многократных соединениях.
8.2. Разъемные соединители
Типы конструкций. По конструкции соединители бывают симметричными и несимметричными. Упрощенные схемы представлены на рисунке 8.2 [24].
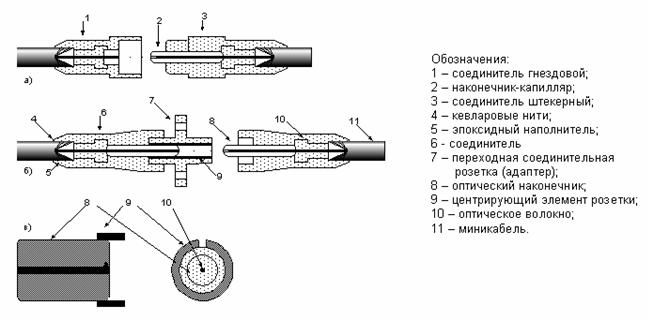
Рисунок 8.2 – Конструкции соединителей
а) несимметричная; б) симметричная; в) наконечник и центратор розетки симметричного соединителя.
При несимметричной конструкции для организации соединения требуются два элемента: соединитель гнездовой и соединитель штекерный (рисунок 8.2.а). Оптическое волокно в капиллярной трубке коннектора-штекера не доходит до торца капилляра, а остается в глубине. Напротив, волокно в гнездовом соединителе выступает наружу. При организации соединения физический контакт волокон происходит внутри наконечника-капилляра, который обеспечивает соосность волокон. Открытое волокно и капиллярная полость у этих соединителей являются основными недостатками, снижающими надежность несимметричной конструкции. Особенно недостатки сказываются при большом количестве переподключений. Поэтому этот тип конструкции получил меньшее распространение.
При симметричной конструкции для организации соединения требуется три элемента: два соединителя и переходная розетка (coupling) (рисунок 8.2.б). Главным элементом соединителя является наконечник (ferrule). Внешний диаметр его равен 2,5 мм. Наиболее жесткие требования предъявляются к параметрам отверстия (капилляра) наконечника. Оно должно быть достаточно большим, чтобы волокно могло зайти в него, и при этом достаточно малым, чтобы люфт волокна был незначительным. Диаметр отверстия в соответствии с нормативными документами TIA/EIA-568-A и ISO/IEC-11801 равен 126+1/-1 мкм для одномодового волокна и 127+2/-0 мкм для многомодового волокна. Наконечник, как самый прецизионный элемент соединителя, должен обладать такой прочностью, жесткостью и температурными характеристиками, которые дают возможность защитить оптическое волокно от повреждения при стыковке разъема, одновременно обеспечивая возможность небольшой деформации в месте стыка оптических волокон, необходимой для снижения потерь на отражении. Он изготавливается либо из керамики на основе Z2O2 или Al2O3, либо из нержавеющей стали. Твердость керамики на основе Z2O2 значительно выше, чем у оптического волокна и почти такая же, как у керамики на базе Al2O3. Модуль изгиба керамики из Z2O2 превышает почти в 3 раза это значение для керамики на базе Al2O3 и в 4 раза – на базе нержавеющей стали. Все это говорит о невозможности случайного разрушения наконечника при стыке. Модуль эластичности (модуль Юнга) у керамики Z2O2 почти такой же, как у керамики на базе Al2O3, что дает возможность создания нормального оптического контакта за счет осевых сил сжатия наконечников в разъеме. Используемые керамики позволяют создать разъемы с большим рабочим температурным диапазоном, обычно от –40о до +85оС. Торец наконечника выполняется сферическим с радиусом порядка 15-25мм, но существуют и конструкции с «косым» торцом, то есть с наклоном места стыка на 8,9,12о относительно оси разъема.
Переходная соединительная розетка снабжена центрирующим элементом, выполненным в виде трубки с продольным разрезом – должен быть контакт между наконечником и центрирующим элементом розетки (рисунок 8.2.в). Центрирующий элемент плотно охватывает наконечники и обеспечивает их строгую соосность.
Оптические параметры. К ним относятся вносимое затухание и величина обратного отражения. Затуханием разъёмного оптического соединителя называются потери оптической мощности, которые вносятся им в волоконно-оптическую линию передачи.
Потери разъемного соединения (aрс), которые возникают при прохождении оптическим сигналом разъёмного соединения, рассчитываются по следующей формуле
aрс = – 10lg(Pвых/Pвх), [дБ], (8.2.1)
где Рвых – значение оптической мощности после включения в линию разъёмного оптического соединителя; Рвх – базовое значение оптической мощности.
Для наиболее распространённых типов соединителей с физическим контактом типичное среднее значение вносимого затухания составляет до 0,2 дБ, а максимальное до 0,3 дБ.
Другим важнейшим оптическим параметром является величина обратного отражения, которое особенно велико в случае, если торцы волокон в разъёмном соединении разделены воздушным зазором. Тогда оптический сигнал отражается от торца ОВ вследствие разности показателей преломления сердцевины ОВ и воздуха. Этот параметр особенно важен для ВОСП, в которых источником излучения является лазерный диод, так как отражённый сигнал может привести к смещению центральной спектральной линии источника излучения, на которой нормированы его характеристики. Продолжительное воздействие отражённого сигнала в процессе эксплуатации ВОСП приводит к уменьшению срока службы источника излучения. Кроме того, из-за влияния отражённого сигнала может увеличиться коэффициент ошибок при передаче.
Величина обратного отражения (Rрс) определяется по формуле:
Rрс = 10lg(Pотр/Pвх),[дБ], (8.2.2)
где Pотр – значение оптической мощности, отражённой разъёмным оптическим соединителем; Pвх – значение оптической мощности на входе разъёмного оптического соединителя.
Для снижения величины обратного отражения необходимо убрать воздушный зазор между соединяемыми ОВ. Это достигается использованием разъёмных оптических соединителей, обеспечивающих физический контакт между сердцевинами соединяемых ОВ. Для создания физического контакта используется закругление торцов ОВ при полировке с радиусом кривизны 10-25 мм. ОВ соприкасаются только выступающими частями в точке расположения их сердцевин. Плоские прижатые концы ОВ не используются, потому что получить идеально плоские параллельные торцы очень трудно. В маркировке оптических разъёмов сокращение РС (physical contact) указывает на наличие того или иного вида физического контакта ОВ. Существует несколько типов полировки торца ОВ, предусматривающих физический контакт ОВ в разъёмном соединении, каждый из которых соответствует различному уровню обратного отражения оптической мощности:
- нормальная полировка (РС), при этом Rрс до –30 дБ;
- суперполировка (super PC), при этом Rрс до –40 дБ;
- ультраполировка (ultra PC), при этом Rрс до –50 дБ;
- полировка под углом к оптической оси APC (HRL-10), при этом Rрс до –70 дБ.
Особо следует остановиться на разъёмных оптических соединителях, имеющих угловой физический контакт (АРС). В оптических разъёмах этого типа физический контакт ОВ осуществляется под углом 80, хотя существуют разъёмные соединители, где используется угол 90, но они получили значительно меньшее распространение. Угловой контакт позволяет направить отражённое оптическое излучение не назад к источнику, а под углом к оптической оси. Разъёмные оптические соединители с угловым физическим контактом позволяют получить сверхнизкую величину обратного отражения.
На величину вносимого разъёмным соединением затухания влияют различные факторы. Их можно разделить на три основных группы:
- внутренние – обусловленные погрешностями при изготовлении ОВ;
- внешние – обусловленные погрешностями при изготовлении самого разъёмного оптического соединителя;
- системные – связанные с распределением мод в ОВ.
Внутренние факторы. При соединении двух ОВ обычно предполагается, что они идентичны, однако на самом деле это не так. В процессе производства неизбежны некоторые отклонения геометрических параметров ОВ от номинальных. Точность геометрических параметров ОВ играет значительную роль как при разъёмном, так и при сварном их соединении. Допустимые отклонения геометрических параметров ОВ от номинальных не должны превышать значений, приведённых в нормативных документах таких международных организаций, как ITU-T и IEC. В таблице 8.1 представлены величины допустимых отклонений параметров для одномодовых (ОМ) и многомодовых (ММ) ОВ.
Таблица 8.1 - Величины допустимых отклонений геометрических параметров для одномодовых (ОМ) и многомодовых (ММ) оптических волокон
|
Параметр |
ITU-T Rec. G651 (MM) |
ITU-T Rec. G 652 (OM) |
IEC 60793-2 |
|
|
MM |
OM |
|||
|
Диаметр сердцевины ОВ |
+ 6 % |
- |
+ 3 мкм |
- |
|
Диаметр поля моды ОВ |
- |
+ 10 % |
- |
+ 10 % |
|
Некруглость сердцевины ОВ |
< 6 % |
- |
< 6 % |
- |
|
Диаметр оболочки ОВ |
+ 2,4 % |
+ 2 мкм |
+ 3 % |
+ 3 мкм |
|
Некруглость оболочки ОВ |
< 2 % |
< 2 % |
< 2 % |
< 2 % |
|
Неконцентричность сердцевины и оболочки ОВ |
< 6 % |
- |
< 6 % |
- |
|
Неконцентричность поля моды и оболочки ОВ |
- |
+ 1 мкм |
- |
- |
Потери мощности оптического сигнала из-за различия числовых апертур соединяемых ОВ происходят в том случае, если числовая апертура передающего ОВ больше числовой апертуры принимающего. Эти потери вычисляются по следующей формуле [24]:
aNA= - 10lg(NAприним./NAперед.)2, [дБ] . (8.2.3)
При NAперед<NAприним апертурные потери не возникают.
Когда диаметр сердцевины передающего ОВ больше диаметра сердцевины принимающего, имеют место потери, так как часть оптической мощности распространяется в оболочке принимающего ОВ. Эти потери определяются по формуле:
aD= -10lg(Dприним./Dперед.)2, [дБ] . (8.2.4)
При Dперед. < Dприним. потери не возникают.
Неконцентричность – это расстояние между центрами сердцевины и оболочки ОВ. Их несовпадение приводит в увеличению затухания в разъёмном соединении.
Некруглость сердцевины и оболочки ОВ. Эта погрешность изготовления ОВ приводит к тому же эффекту, что и разность диаметров сердцевин. Наибольшие потери будут при повороте соединяемых волокон друг относительно друга на 90о.
Этот эффект особенно заметен в оптических разъёмных соединителях, которые не имеют направляющих пазов и, следовательно, значение затухания может изменяться при каждом повторном включении в зависимости от положения ОВ.
Описанные выше отклонения в той или иной степени присущи любому ОВ, хотя при изготовлении существует очень жёсткий контроль за геометрическими параметрами. В последние годы технология производства ОВ значительно продвинулась вперёд, что позволило заметно уменьшить потери в разъёмном оптическом соединителе, связанные с геометрическими параметрами ОВ.
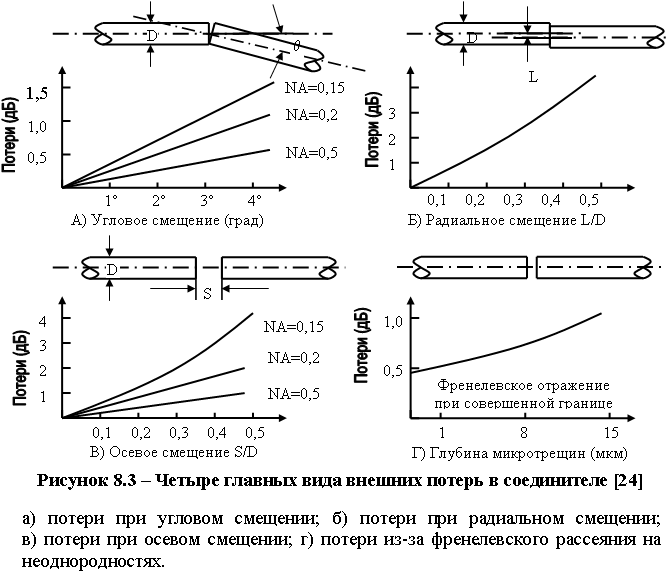
Внешние факторы. Они приводят к потерям, которые являются следствием несовершенства как самой конструкции соединения, так и процесса сборки оптического соединителя. Они зависят от таких факторов как: механическая нестыковка (угловое смещение q, радиальное смещение L, осевое смещение S); шероховатости на торце сердцевины; загрязнения участка между торцами волокон, рисунок 8.3.
Боковое смещение. ОВ в соединителе должно размещаться точно вдоль его центральной оси. Для этого отверстие для размещения ОВ должно быть сделано точно по центру керамического наконечника. Это отверстие должно быть точно такого же диаметра, как и ОВ с точностью ±1 мкм. Потери возникают тогда, когда центральная ось одного ОВ не совпадает с центральной осью другого. Большинство производителей разъёмных оптических соединителей гарантируют значение концентричности центральных осей сердцевины ОВ и керамического наконечника соединителя не больше 1 мкм.
Зазор между поверхностями соединяемых ОВ. Наличие воздушного зазора между сколами приводит к увеличению френелевского отражения, связанного с разницей показателей преломления сердцевины ОВ и среды в зазоре (воздуха), и также вызывает увеличение потерь в разъёме. От торца ОВ отражается приблизительно 4% передаваемой оптической мощности. В многомодовых ОВ возникает дополнительное затухание, вызванное потерей мод высшего порядка при прохождении ими воздушного зазора. Величина потерь зависит от значения числовой апертуры соединяемых ОВ. ОВ с большей числовой апертурой более чувствительны к величине зазора по сравнению с ОВ, имеющими меньшее значение NA.
Большинство современных разъёмных оптических соединителей имеет керамический наконечник, закреплённый на пружине и обеспечивающий физический контакт ОВ с фиксированным прижимающим давлением. Такая конструкция позволяет избавиться от воздушного зазора, достигая физического контакта ОВ без риска их повреждения.
Угловое рассогласование осей. Сколы соединяемых ОВ должны быть перпендикулярны осям ОВ и параллельны друг другу. Уровень потерь увеличивается с увеличением угла рассогласования. Величина потерь, так же как и в предыдущем случае, зависит от числовой апертуры соединяемых ОВ. Только в данном случае её влияние противоположно эффекту, возникающему при зазоре между ОВ, поэтому большее значение NA может в определённой степени скомпенсировать эффект углового рассогласования ориентации осей.
При правильном использовании соединителя угловое рассогласование практически исключается, так как при изготовлении оптического соединителя контролируется перпендикулярность поверхности скола по отношению с оси ОВ.
Качество поверхности скола. Поверхность скола должна быть гладкой, не иметь дефектов типа трещин и царапин. Неровная поверхность торца ОВ разрушает геометрическую картину световых лучей, рассеивает их. Результатом является повышенное затухание в разъёмном соединении.
Потери при угловом θ, радиальном L и осевом S смещениях определяются соответственно формулами [24]:
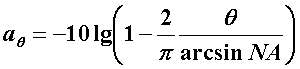 , [дБ], (8.2.5)
, [дБ], (8.2.5)
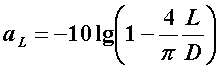 , [дБ], (8.2.6)
, [дБ], (8.2.6)
 , [дБ], (8.2.7)
, [дБ], (8.2.7)
где
NA – апертура волокна;
D – диаметр светонесущей части волокна;
L – радиальное смещение;
S – осевое смещение;
n0 – показатель преломления среды, заполняющей пространство стыка.
Некачественная полировка торцов волокон, а также трение, возникающее при многократном переподключении соединителей, (имеющих физический контакт), может привести еще к одному типу потерь – потерь, связанных с рассеянием на микротрещинах (рисунок 8.3 г).
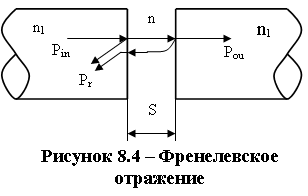
Приведенное соотношение для потерь при осевом смещении учитывает только фактор апертурной расходимости светового потока. Однако при появлении зазора между волокнами появляется и френелевское отражение из-за того, что среда, заполняющая пространство между открытыми плоскостями торцов волокон имеет отличный от волокон показатель преломления, рисунок 8.4.
С учетом скачков показателей преломления коэффициент прохождения определяется из соотношения [24]:
 . (8.2.8)
. (8.2.8)
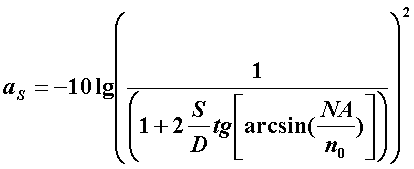
При величине зазора, сравнимой с длиной волны или большей, по осцилляциям синуса можно произвести усреднение. Тогда потери определяются как
![]() , [дБ], (8.2.9)
, [дБ], (8.2.9)
где n1 – показатель преломления волокна (≈1,5), одинаковый для обоих сторон и n – показатель преломления среды в зазоре. В случае воздушного зазора (n=1) потери составляют 0,35 дБ. Френелевские потери можно уменьшить, подбирая наполнитель между соединителями, близкий по показателю преломления к волокну, или делая зазор много меньше длины волны.
Обычно суммарные потери в соединителе составляют до (0,3-0,4) дБ для одномодового и многомодового волокон. При этом, естественно, более жесткие требования предъявляются к качеству соединителя одномодовых ОВ.
Обратное отражение и контакты типа PC, Super PC, Ultra PC, APC.
Рассеяние ведет не только к ослаблению проходящего сигнала, но и увеличивает обратный световой поток. Обратное отражение, как правило, начинает сказываться в оптических линиях широкополосной цифровой передачи, широкополосной аналоговой передачи, или в магистральных линиях с большим числом разъемных сопряжений. Для построения таких линий, в основном, используется одномодовое волокно. Сильное обратное отражение от стыков соединителей может взаимодействовать с активной средой лазерного передатчика и, в конечном итоге, приводить к ненужным дополнительным световым сигналам. В абонентских широковещательных сетях кабельного телевидения, использующих широкополосные (до 1 ГГц) аналоговые оптические передатчики, такая обратная связь приводит к паразитной интерференции передаваемых сигналов, в результате чего, например, ухудшается качество видеоизображения. При цифровой передаче обратное рассеяние менее критично, однако суммарный эффект обратного рассеяния на нескольких стыках соединителей может быть причиной потери битовой информации на приемном устройстве [24].
Обратное отражение является вторым по пагубности фактором после вносимых потерь. Коэффициент обратного отражения R определяется как R = Pr/Pin, а потери на обратном отражении или просто обратные потери b – определяются как b = 10 lg R = 10 lg Pr/Pin, [дБ], где Pr – интенсивность отраженного излучения. Знак минус, (в отличие от соотношения для вносимых потерь) здесь намеренно отсутствует, что ведет к отрицательным значениям для обратных потерь. Лучшими характеристиками обладает соединение с более низкими вносимыми потерями (ближе к 0 дБ) и более низкими (более отрицательными) обратными потерями.
Основным фактором, вносящим вклад в обратное отражение, является френелевское отражение вследствие зазора S (обычно воздушного) между торцами волокон. Наиболее общее выражение для коэффициента отражения имеет вид [24]
 , (8.2.10)
, (8.2.10)
где n1 – показатель преломления волокна (одинаковый для обеих сторон) и n – показатель преломления среды в зазоре. Обычно пренебрегают разницей в показателях преломления между волокнами при разъемном соединении. Заметим, что RF + DF = 1, что соответствует закону сохранения энергии. Непараллельность торцов приводит к разным значениям зазора S для разных участков сердцевины. В этом случае, происходит усреднение по осцилляциям синуса, а обратные потери определяются как ![]() , [дБ]. При n1=1,5 и n=1,0 они равны –11дБ. Коэффициент отражения может обращаться в нуль при ненулевых значениях зазора S для разных участков сердцевины, когда аргумент синуса равен p. Однако практически этого невозможно достичь. Более того, это выполнялось бы только для одной длины волны и ее узкой окрестности. Поэтому, только путем уменьшения величины зазора можно достичь более низких коэффициентов отражения и, соответственно, обратных потерь.
, [дБ]. При n1=1,5 и n=1,0 они равны –11дБ. Коэффициент отражения может обращаться в нуль при ненулевых значениях зазора S для разных участков сердцевины, когда аргумент синуса равен p. Однако практически этого невозможно достичь. Более того, это выполнялось бы только для одной длины волны и ее узкой окрестности. Поэтому, только путем уменьшения величины зазора можно достичь более низких коэффициентов отражения и, соответственно, обратных потерь.
При малых значениях S/λ (S/λ<0,1) вклад френелевского отражения во вносимые потери пренебрежительно мал, тем не менее именно френелевское отражение является главным фактором обратных потерь.
Значительное уменьшение зазора достигается при сферической поверхности торцов, что позволяет увеличивать контакт (physical contact, PC) волокон. Почему не использовать плоскую поверхность торцов? Потому, что на практике создание очень близких к нормали поверхностей затруднительно. Более вероятно, что торцы обоих наконечников будут иметь небольшие отклонения, но вполне достаточные, чтобы образовался зазор между сердцевинами волокон. Так, отклонение на угол φ=0,05º между плоскостями наконечников приводит к зазору около 1 мкм в диаметре (диаметр наконечника 2,5 мм). При сферической поверхности торцов соприкосновение всегда происходит в окрестности светонесущей сердцевины волокон.
Надежность, механические, климатические и другие воздействия. Обычно соединители рассчитаны на 500-1000 переподключений. За это время увеличение вносимых потерь не должно превысить 0,2 дБ. Этого количества подключений при обычной эксплуатации более чем достаточно. Разъемное соединение считается наиболее слабым звеном в кабельной системе. Сильное напряжение на миникабель, идущий к соединителю, или резкие воздействия (на кабель, на соединитель) могут привести к ухудшению технических характеристик соединителя, или повредить его. Обычно места крепления переходных розеток делается под навесом, или в нише. Аккуратная эксплуатация мест кроссирования оптических кабелей увеличивает срок службы соединителей и всей кабельной системы в целом.
Большинство соединителей рассчитано на эксплуатацию внутри помещений. Поддерживать чистоту для оптических соединителей более важно, чем для электрических. Загрязнение поверхности контакта не только влияет на вносимые потери, но и сильно сказывается на обратном отражении, так как оно препятствует физическому контакту. В элементы конструкций современных кроссовых панелей закладывается возможность легкого доступа к любому соединителю или к переходной розетке с целью проведения чистки. Оптические шнуры и переходные розетки, если нет подключения, закрываются специальными пылевлагозащитными колпачками. Не следует их снимать до момента использования.
Стандарты соединителей. Номенклатура стандартных соединителей достаточно велика. Наиболее широкое распространение получили соединители FC, ST и SC. Общие тенденции стандартизации оптических соединителей представлены в таблице 8.2
Соединители FC-типа. Первым соединителем, основанным на 2,5-мм керамическом наконечнике, был соединитель FC-типа, разработанный компанией Nippon Telephone and Telegraph для телекоммуникационных систем. Он был очень популярен в Европе, Японии и США.
В этом соединителе применяются корпуса с резьбой, обеспечивающие надежное соединение даже при наличии вибраций, но неудобные при быстрой расстыковке. Необходимо несколько раз повернуть резьбовую головку, прежде чем соединитель разомкнется или восстановится. В соединителях использовались также головки с проворачиваемыми фиксаторами. Данные соединители с малым углом поворота фиксатора обеспечивают попадание наконечника в одно и то же положение внутри адаптера. Наконечник не вращается ни относительно корпуса, ни относительно адаптера, что минимизирует любые изменения характеристик соединителя, связанные с проявлением концентричности или эллиптичности как наконечника, так и волокна.
Таблица 8.2 – Стандарты оптических соединителей
|
Страна |
Старые стандарты (остающиеся в использовании) |
Новые стандарты (направления развития) |
|
Австрия |
FC/PC (IEC 874-7) |
FC/PC (IEC 874-7) |
|
Англия |
FC/PC (IEC 874-7) |
FC/PC (IEC 874-7) |
|
Бельгия |
Optaball (CF-03, IEC 874-3) |
EC (CF-08, IEC 874-13) |
|
Германия |
DIN4756 (LSA, IEC 874-6) |
SC-APC (IEC 874-14) (EC) |
|
Голландия |
OCCU-PC (IEC 874-11) |
SC/PC (IEC 874-14) |
|
Дания |
FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
|
Ирландия |
FC/PC (IEC 874-7) |
FC/PC (IEC 874-7) |
|
Испания |
FC/PC (IEC 874-7) |
SC/PC, SC-APC (IEC 874-14) |
|
Италия |
Biconic(BAM, IEC 874-5), FC/PC (IEC 874-7) |
SC/PC, SC-APC (IEC 874-14) |
|
Люксембург |
DIN47256 (LSA, IEC 874-6) |
DIN47256 (LSA, IEC 874-6) |
|
Норвегия |
FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
|
Россия |
FC/PC (IEC 874-7) |
FC/PC (IEC 874-7) |
|
США |
Biconic(BAM, IEC 874-5), FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
|
Финляндия |
FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
|
Франция |
Optaball (CF-03, IEC 874-3) |
EC (CF-08, IEC 874-13) |
|
Швейцария |
FC/PC (IEC 874-7) |
FC/PC (IEC 874-7) |
|
Швеция |
FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
|
Япония |
FC/PC (IEC 874-7) |
SC/PC (IEC 874-14) |
В таблице 8.3 представлены характеристики типичных соединителей.
Таблица 8.3 – Характеристики типичных соединителей
|
Тип соединителя ФИРМА |
Область применения |
Потери соединений, (дБ) |
Количество циклов стыковки |
|
FC/PC (Nippon Telephone and Telegraph) США |
OM/MM OM |
0,3 0,3 |
1000 1000 |
|
ST (AT&T Bell Laboratories) США |
OM |
0,3 |
1000 |
|
SC (Nippon Telephone & Telegraph) США |
OM/MM |
0,3 |
1000 |
|
FDDI (ANSI) США |
OM MM |
0,3 0,5 |
500 500 |
|
ESCON (IBM) США |
MM |
0,5 |
500 |
|
SMA (NATO) США |
MM |
1,5 |
200 |
|
DNP (EIAJ, Япония) |
MM |
2 |
нет сведен. |
OM - одномодовое волокно,
MM - многомодовое волокно.
Такой тип соединителя имеет как одномодовый, так и многомодовый варианты. Первые FC соединители использовали наконечники с плоскими гранями, но позднее в соединителях FC/PC типа стали применять вставки со скругленной внешней поверхностью, что уменьшает влияние обратного отражения. Некоторые производители для получения обратного эффекта предлагают соединители со скошенными выходными гранями.
Совместимый на физическом уровне с оптическими соединителями типа FC и близкими к нему по конструктивному исполнению является разработанный фирмой Nippon Electric Company (NEC) оптический соединитель типа D4, отличительной особенностью которого является наличие двухмиллиметровой насадки.
Соединитель ST-типа. Он был сконструирован компанией AT&T Bell Laboratories для внутренних кабельных систем и использовал 2,5 мм насадку также, как и FC соединитель, но отличался быстрорасчленяемым штырьковым механизмом фиксирования соединения. Такой тип фиксации предпочтительнее, когда не требуется защита от вибраций, например, в офисе. Данный тип соединителя производится тридцатью компаниями. Он широко используется в локальных сетях, внутренних кабельных системах, тестовом оборудовании и др. Для стыковки или отстыковки фиксирующего механизма быстрого расчленения достаточно повернуть на четверть оборота головку соединителя. При этом прижимной механизм обеспечивает стабильное положение посадки в адаптере: одно волокно не меняет ориентации относительно другого при повторном подключении. Благодаря своей популярности соединители ST-типа производятся в нескольких модификациях: с керамической, стальной или пластиковой насадкой; в одномодовой или многомодовой версии. Потери соединения составляют от 0,3 дБ для керамической версии и от 0,7 дБ для пластиковой версии. Разница в потерях определяется скорее не материалом вставки, а допусками, связанными с его использованием, то есть керамика может быть обработана с меньшими допусками по сравнению с пластиком.
Соединитель SC-типа. Соединители SC-типа стали достаточно распространенными в начале 90-х годов как для одномодовых, так и для многомодовых систем. Изначально сконструированные компанией Nippon Telephone and Telegraph соединители данного типа используют защелкивающий механизм для соединения. Соединители SC-типа предусматривают защиту от случайных механических воздействий. Такого рода защита предусматривает механическую независимость крепления насадки от кабеля и корпуса соединителя. При этом слабое натяжение, приложенное к кабелю, не приводит к разрыву оптического контакта между насадкой и адаптером. Название SC – от “subscriber connector” (подключаемый соединитель), что соответствует его первоначальному применению в телекоммуникации. Он составляет заметную конкуренцию соединителю ST-типа в локальных сетях, внутренних кабельных системах и аналогичных областях применения. Одной из положительных черт соединителя SC-типа является простота конструкции многоволоконных подключений, основанных на позиционном адаптере или на клипсах, объединяющих корпуса двух и более вилок.
Широко используемые в волоконно-оптических системах ОС типа FC, ST, SC обладают одним существенным недостатком – имеют большие габаритные размеры. Уменьшение габаритов оптических коннекторов является актуальной задачей, как в магистральных линиях связи, так и в локальных сетях и структурированных локальных сетях (СКС). Малогабаритные ОС позволяют эффективно увеличивать емкость оптических устройств, уменьшать трудоемкость инсталляции и улучшать качество обслуживания ВОЛП.
Именно эти факторы и привели к разработке и появлению на рынке нового типа оптических соединителей – SFF-соединителей (Small Form Factor). При разработке ставилась задача обеспечить повышение плотности монтажа оптических сетей при снижении стоимости соединителей.
В настоящее время существует целый ряд SFF-соединителей: MT-RJ, LC, VF-45, Opti-Jack, MU, LX.5, E-2000 и другие. Однако явного лидера в разработке и производстве малогабаритных соединителей нет. Более того, сложно прогнозировать, какой из вариантов коннекторов станет будущим стандартом.
Соединитель Opti-Jack (Fiber Jack) был разработан фирмой PANDUIT в 1996 году и был первым ОС, выполненным в форм-факторе RJ-45.В его конструкции использованы прецизионные наконечники (феррулы), в которых закрепляется волокно. Использование широко распространенных наконечников обеспечивает высокие параметры ОС. Для снижения стоимости многомодовых Opti-Jack изготавливаются с пластиковыми феррулами.
Opti-Jack – дуплексный соединитель. Коннектор Opti-Jack содержит два наконечника диаметром 2,5 мм. В розеточном модуле ОС наконечники неподвижно зафиксированы в центраторе. Для фиксации вилки используется защелка (как в хорошо известных ”медных “ коннекторах серии RJ).
Соединитель E-2000. Разработчик – фирма DIAMOND. Коннектор Е2000 имеет “фирменный” составной наконечник с диаметром D=2,5 мм, может быть дуплексным за счет попарной фиксации коннекторов. Соединитель Е2000 имеет защитную крышку, закрывающую наконечник коннектора в неподключенном состоянии. Соединитель примерно в 2 раза компактнее, чем SC, и широко используется в системах кабельного телевидения, где, де-факто, уже стал стандартом.
Соединитель LC. В конце 1995 года фирма LUCENT TECHNOLOGIES предложила новый ОС LC(Link-Control). В основе конструкции лежит традиционный способ юстировки волокон с наконечником и центратором. Диаметр наконечника уменьшен до 1,25 мм, что позволило уменьшить габариты соединителя. Использование керамических наконечников позволило сохранить высокие параметры традиционных ОС. Дуплексность LC достигается попарной фиксацией коннекторов.
Соединитель MU. Разработчик соединителя – компания NTT. Соединитель MU напоминает уменьшенный коннектор SC-типа. В конструкции использованы керамические наконечники типоразмера 1,25 мм. От коннектора SC этот тип ОС отличает также более простая конструкция и меньшее число деталей. Коннекторы и розетки MU могут объединяться в блоки до 16 соединителей и использоваться в качестве разъемного соединения печатных плат врубного типа.
Соединитель LX.5. Разработчик – фирма ADC TELECOMMUNICATION. В ОС LX.5 используется керамический наконечник диаметром 1,25 мм. Коннектор имеет защитную крышку. Дуплексная LX.5 розетка имеет форм-фактор одиночной розетки SC.
Соединитель MT-RJ был совместно разработан компаниями AMP, FUJIKURA, HEWLETТ PACKARD (AGILENT TECHNOLOGIES), SIECOR и US CONEC и появился на рынке в 1997 г. В основу ОС был положен прямоугольный пластиковый наконечник соединителя МТ, разработанный ранее компанией NTT. Коннектор MT-RJ – дуплексный по конструктиву максимально приближен к коннектору RJ-45. Достоинством ОС MT-RJ является отсутствие в них дорогостоящих деталей, как керамический наконечник и центратор в розетке. Соединители MT-RJ следует считать многомодовыми, поскольку дуплексный пластиковый феррул приводит к ухудшению такого важного для одномодовых ОС параметра, как уровень обратного отражения. Тем не менее поставляются и одномодовые компоненты MT-RJ.
Соединитель VF-45 был разработан компанией 3М в составе полностью оптической СКС 3М Volition. СоединительVF-45 дуплексный, конструктивно близок к RJ-45. Поперечая фиксация волокон в коннекторе обеспечивается V-канавками. Отсутствие дорогостоящих феррулов и центраторов обеспечивает низкую стоимость соединителя. На базе 3М Volition наиболее экономично реализуется концепция “ волокно для рабочего места” (fiber to the desk). К недостаткам ОС можно отнести невысокие параметры по вносимым потерям и уровню обратного отражения, а также их низкую стабильность.
8.3. Сварные соединения оптических волокон
Сварные соединения, которые иногда называются сростками, широко применяются при создании линий связи большой протяженности (например, сетей связи общего пользования масштаба города и более).
Соединение ОВ методом сварки стало одним из основных методов монтажа оптических систем связи. Возможности получения хорошего сварного соединения постоянно возрастают с усовершенствованием применяемого оборудования и технологии сварки, в дополнение к непрерывному совершенствованию геометрии волокна. В результате, типичные специфицируемые максимальные потери в сварном соединении находятся в настоящее время в диапазоне от 0,05 дБ (сварка индивидуальных волокон) до 0,10 дБ (одновременная сварка нескольких волокон).
Качество сварного соединения можно характеризовать двумя параметрами:
- затуханием в месте сварки;
- прочностью сварного соединения.
Факторы, которые определяют затухание при использовании любого метода соединения волокон, могут классифицироваться на внутренние, присущие волокнам, и внешние. Факторы, определяемые ОВ, закладываются при изготовлении волокна, и поэтому в большинстве случаев находятся вне контроля оператора, производящего сварку.
Основные проблемы, создаваемые факторами окружающей среды, сводятся к возможности загрязнения волокна в месте сварки пылью и влагой. Попадание пыли в место сварки неизбежно ведет к росту затухания и снижению прочности. Поэтому рабочее место должно быть защищено от ветра и осадков. Необходимо также снижать время между разделкой волокна и сваркой, что снижает вероятность загрязнения.
Технологии сварки
Подготовка волокна. Для снятия покрытия с волокна исторически находили применение термический, химический и механический способы снятия покрытия с ОВ. На сегодняшний день основным методом является механический способ. При этом необходимо обеспечить сохранность поверхности оптического волокна поскольку поверхностные эффекты критическим образом снижают прочность волокна. Так, царапина размером около 1 мкм снижает прочность ОВ ниже уровня прочности, определяемого перемоткой – 1% удлинения, что соответствует усилию 8,6Н. На первый взгляд кажется, что такое растягивающее усилие весьма значительно и никогда не реализуется при нормальной эксплуатации волокна. Следует однако помнить, что проектируемый срок службы волокна в составе кабелей и муфт по существующим требованиям составляет 20-45 лет. Учитывая процессы старения волокна, фирма Corning Inc. по результатам многочисленных и долговременных экспериментов пришла к выводу о том, что постоянное натяжение волокна (или эквивалентный ему изгиб волокна в муфте) не должно превышать натяжения, соответствующего 0,2% удлинения его поверхности без отсутствия прямого контакта с влагой.
Скалывание волокна. Основное требование к поверхности скола ОВ состоит в обеспечении его перпендикулярности к оси волокна. Например, угол наклона поверхности скола более 2о может удвоить потери в сварном соединении. Имеющиеся в настоящее время на рынке устройства скола позволяют стабильно получать значения этого угла в пределах 0,5о.
Юстировка волокон. Сварка волокон может проводиться как по одиночке, так и по несколько волокон одновременно. В первом случае находят применение сварочные аппараты, использующие принцип автоматического или ручного сведения сердцевин волокон либо по максимуму оптического сигнала, проходящего через стык перед сваркой, либо по профилю показателя преломления волокна.
При одновременной сварке нескольких волокон, например в случае ленточных кабелей, сведение волокон осуществляется путем использования V-образных канавок. В этом случае, когда точная индивидуальная стыковка волокон невозможна, приходится ориентироваться на геометрию ОВ, а именно концентричность его сердцевины и оболочки, собственный изгиб волокна (который определяется через радиус кривизны волокна в свободном состоянии – такое искривление возникает во время вытяжки волокна), а также стабильность диаметра кварцевой оболочки.
Процесс сварки.
После того, как волокна состыкованы, начинается процесс их сварки. В качестве первого шага часто используется очистка от загрязнений с помощью вспомогательных дуговых разрядов. Следующий шаг состоит в предварительном нагреве концов волокон до состояния размягчения, что позволяет волокнам сплавляться в месте контакта. Слишком высокая температура на этой стадии может вызвать чрезвычайную деформацию концов волокон и привести к некачественной сварке из-за нарушения геометрии волокон. Слишком низкая температура – может вызвать искривление волокон и нарушение их стыковки при сварке.
Оптимальная температура в момент сварки зависит от температуры предварительного нагрева, тока дуги и времени разряда в момент сварки и отрезком времени между предварительным нагревом и моментом сведения волокон. Применяемые в разных аппаратах методы предварительного нагрева могут быть разделены на продолжительный и импульсный нагрев. В первом случае достигается равномерный прогрев торцевой поверхности волокна, во втором – тепло концентрируется на периферии торца. Высокое качество сварки может быть достигнуто в обоих методах, но при импульсном нагреве сварное соединение внешне может иметь утоньшение.
Оценка или измерение затухания в сростке
Современные высококачественные сварочные аппараты обеспечивают эту функцию для того, чтобы затухание в сростке можно было оценить непосредственно после сварки. В аппаратах с автоматической юстировкой концов световодов затухание в сростке оценивается настолько достоверно, что повторение измерения на отдельных сростках даже при самых высоких требованиях не требуются.
Испытания на растяжение готового сростка
Испытания на растяжение проводятся с целью проверки механической прочности незащищенного сростка для того, чтобы при эксплуатации кабельной сети обеспечить отсутствие повреждений из-за излома световодов в защитной оболочке сростка. В этой связи во многих сварочных аппаратах имеется специальный встроенный динамометр.
Защита сростка
Голые поверхности сростка должны быть защищены, например, обжимным или термоусаживаемым предохранителем сростка в предусмотренном для этой цели устройстве. Большинство стандартных типов защитных устройств обеспечивают долговременную защиту сростков. При этом дополнительные затухания благодаря конструктивным мерам исключены.
Хранение сростков
Защищенный сросток укладывается в гребенке для сростков внутри соединительной кассеты. При укладке защищенных сростков и резервной длины световодов следует соблюдать радиус изгиба - максимум 45 мм. При меньших радиусах изгиба могут возникнуть дополнительные потери и разлом оптоволокна.
8.4. Оборудование для сварки оптических волокон
По степени автоматизации процесса сварки, способу юстировки волокон, качеству сростков устройства для сварки в соответствии с «Техническими требованиями к устройствам для сварки оптических волокон», утв. 13.03.97, делятся на 3 группы.
К первой (высокого класса) группе должны относиться устройства, обеспечивающие:
- полностью автоматический процесс сварки после заведения волокон в устройство;
- юстировку одномодовых волокон по сердечнику (по максимуму сигнала) с помощью системы LID (локальная инжекция и детектирование) или системы PAS (системы согласования профилей);
- оптимизацию режима сварки;
- оценку затухания в сростках.
Ко второй (среднего класса) группе должны относиться устройства, обеспечивающие:
- полностью автоматический процесс сварки;
- юстировку волокон за счет прецизионных V-образных канавок или вручную по отражающей оболочке;
- оценку величины затухания в сростках.
К третьей (упрощенного класса) группе должны относиться устройства, обеспечивающие:
- юстировку волокон за счет прецизионных V-образных канавок или вручную по отражающей оболочке;
- ручное перемещение волокон вдоль оси для установки в исходное перед сваркой положение;
- автоматическое сведение и сварку.
Основные характеристики устройств для сварки представлены в таблице 8.4.
Таблица 8.4 – Технические характеристики зарубежных сварочных аппаратов
|
Параметр |
FSM 15 |
FSM 30S |
S174H |
S175 |
S176 |
S182PM |
S199S |
FUSION 2000 |
|
|
Фирма-изготовитель |
Fujikura Япония |
Fujikura Япония |
Fujikura Япония |
Fitel Япония |
Fitel Япония |
Fitel Япония |
Fitel Япония |
Fitel Япония |
Aurora США |
|
Тип аппарата |
Полуавтомат |
Автомат |
Автомат |
Автомат |
Автомат |
Автомат |
Автомат |
Автомат |
Автомат |
|
Выравни-вание |
По сердце- вине |
V- образная канавка |
По сердце- вине |
По сердце- вине |
По сердце- вине |
По сердце- вине |
По сердце- вине |
По сердце- вине |
По сердце- вине |
|
Потери на сварке |
sm 0,05 mm 0,03 |
0,02 |
sm 0,02 mm 0,01 |
0,02 |
sm 0,02 mm 0,01 |
0,02 |
Pm 0,05 |
Н/д |
0,02 |
|
Габариты, мм |
180х186х110 |
210х187х173 |
172х186х180 |
200х190х180 |
181х285х181 |
169х203х180 |
146х269х169 |
150х150х150 |
171х267х203 |
|
Масса, кг |
5,1 |
8 |
4,4 |
7,5 |
6,3 |
4,5 |
9 |
3,5 |
6,3 |
|
Коэффициент увеличения оптической системы |
100 |
200 |
264 |
200 |
264 |
264 |
Н/д |
264 |
Н/д |
|
Количество программ сварки |
30 |
34 |
100 |
39 |
32 |
64 |
32 |
32 |
20 |
|
Оценка по-терь сварки |
Есть |
Есть |
Есть |
Есть |
Есть |
Есть |
Есть |
Есть |
Есть |
|
Хранение данных |
100 |
100 |
2000 |
100 |
400 |
2000 |
400 |
400 |
100 |
Контрольные вопросы 1. Какие существуют способы соединения ОВ? 2. Какова цель использования разъемных и неразъемных соединителей? 3. Перечислите основные источники внутренних и внешних потерь в соединителях. 4. Что предпочтительнее для организации соединения оптического кабеля с аппаратурой ВОСП: разъемный или неразъемный соединитель? Почему? 5. Основные требования к соединениям ОВ. 6. Параметры, влияющие на качество разъемного соединения ОВ. 7. Конструкции разъемных соединителей для оптических волокон. 8. Где применяются разъемные и неразъемные соединения? 9. Перечислите основные пассивные компоненты ВОСП. 10. Перечислите основные требования к разъемным соединителям. 11. Чем обусловлены вносимые потери разъемных соединителей? 12. Назовите типы контактов оптических соединителей. 13. Назовите современные стандарты соединителей. 14. Опишите конструкцию стандартного разъемного оптического соединителя. 15. Какие типы неразъемных оптических соединителей вы знаете? 16. Какой тип соединения обеспечивает наилучшие характеристики по вносимым и обратным потерям?