Паяние - процесс получения неразъёмного соединения твёрдых металлических материалов и изделий из них расплавленным припоем. Температура плавления припоя существенно ниже температуры плавления соединяемых деталей. Поэтому при пайке эти детали только нагреваются, но остаются твёрдыми. Припой же при нагревании плавится и, сплавляясь с нагретыми, хорошо зачищенными поверхностями деталей (изделий), обеспечивает их соединение. Чтобы предохранить зачищенные поверхности соединяемых деталей от окисления, используют паяльный флюс. В домашних условиях главным образом паяют предметы хозяйственного обихода из стали, меди и медных сплавов (бронзы, латуни) с использованием мягких (с низкой температурой плавления) оловянно-свинцовых припоев марки ПОС.
Для качественной пайки наиболее важно подобрать необходимые припой и паяльный флюс. Место спайки нагревают до такой температуры, при которой припой сначала размягчается, а затем, при дальнейшем её повышении, становится жидким. Интервал температур, соответствующий этим двум состояниям припоя, называется зоной плавления припоя, температура, при которой происходит сплавление жидкого припоя с нагретыми металлическими деталями, - рабочей температурой, промежуток времени от начала нагревания места спайки до затвердения припоя - временем пайки. На время пайки влияет качество паяльного флюса, который наносят на место спайки при нагревании. В целом же процедура паяния обычно занимает от нескольких секунд (например, при пайке выводов интегральных схем) до 4...5 минут (например, при пайке больших металлических листов).
Паяльный инструмент - паяльник, паяльная лампа, паяльная горелка - должен выделять за время пайки достаточно тепла для расплавления припоя и его сцепления с металлом.
8.1. Техника паяния
Положение деталей при пайке
Поверхности деталей, предназначенных для пайки по зазору, должны быть достаточно большими, чтобы обеспечить необходимую прочность соединения. Для деталей с тонкими стенками следует выбрать специальный тип паяльного соединения - стыковое, с косым срезом, внахлёстку, складку, отбортовку или отгибание кромок, - чтобы шов получился достаточно широким и прочным (рис.). К примеру, положение внахлёстку или отгиб увеличивает прочность соединения в 3...16 раз; о способах соединения проводов см. также в статье Электромонтажник. Домашнее электрохозяйство. В домашних условиях большинство паяных соединений выполняют методом пайки по стыку, например при соединении оцинкованных стальных труб, т.к. при таком методе оцинкованная наружная поверхность труб нагревается не слишком сильно, что препятствует сгоранию цинка и, следовательно, не приводит к потере его защитных свойств от коррозии.
Очистка поверхностей
Места для пайки должны быть полностью и тщательно очищены от всех инородных частиц (грязи, ржавчины, смазки, масла, лака и т.п.), т.к. только зачищенный до блеска металл способен воспринимать припой. Очистку выполняют механически (наждаком, шабрением или шлифованием) или химически (тетрахлористым углеродом). Поверхности должны быть гладкими, без царапин и вмятин.
Лужение
Перед пайкой, особенно внахлёстку, места соединения на каждой из деталей рекомендуется тщательно пролудить - покрыть тонким слоем припоя. На лужёную поверхность припой ложится лучше. На места будущей пайки после очистки наносят тонкий слой флюса. Если используют паяльную пасту, содержащую флюс, то дополнительно наносить флюс не требуется. Нагретым, хорошо залуженным паяльником набирают припой, переносят его на место пайки и распределяют ровным слоем. Для больших поверхностей эту процедуру повторяют несколько раз или поступают по-другому: мелкие кусочки припоя равномерно раскладывают по месту соединения, а затем расплавляют (рекомендуется поверхность и паяльник периодически обрабатывать флюсом). Для оцинкованных листов предварительное лужение не требуется.
Пайка
Соединяемые детали должны быть установлены в удобное для пайки положение и зафиксированы с помощью зажимного инструмента - тисков, клещей, струбцины, пинцета и т.п. Место пайки равномерно нагревают паяльником до рабочей температуры. Следует следить за степенью нагрева поверхности и паяльника. Сильно нагретый паяльник плохо удерживает припой. Если же в процессе пайки соединяемые поверхности были нагреты слабо, спай будет ненадёжным. По достижении рабочей температуры вначале плавится флюс, а затем припой. Когда весь флюс расплавится, предварительно нагретый припой наносят на зазор. При соприкосновении с деталью, доведённой до рабочей температуры, припой плавится и проникает в зазор благодаря явлению капиллярности. В дальнейшем паяльный инструмент используется только для поддержания рабочей температуры.
Зажимы следует ослаблять только после того, как остынет припой. Деталь охлаждают на воздухе или погружением в холодную воду.
По окончании пайки остатки флюса (особенно кислотного) необходимо тщательно удалить, т.к. они могут вызвать коррозию металла. Лишний припой за пределами паяльного шва удаляют с помощью напильника или шабера. Следует очень осторожно обращаться с лужёными, оцинкованными листами, чтобы при удалении лишнего припоя не повредить наружный слой олова, цинка или свинца, иначе листы теряют коррозиеустойчивость.
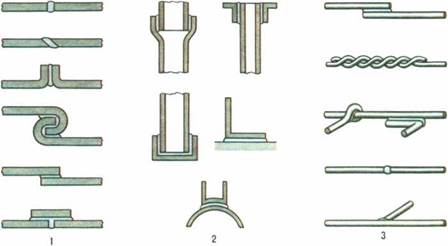
Различные способы соединения деталей при пайке: 1 - плоских тонкостенных; 2 - трубчатых и сложной формы; 3 - проволочных.
8.2. Типичные ошибки при паянии
Наиболее распространённая ошибка - очень слабое или очень сильное нагревание мест спайки и невыдерживание правильной рабочей температуры. Здесь необходимы тренировка, опыт и интуиция. Если нагревание недостаточное, то не произойдёт сплавления припоя с деталью - получится так называемая клеящая спайка, при которой припой находится только на поверхности деталей (не проникает в зазор) и даже при небольшой нагрузке соединение расходится. Если же рабочая температура повышена, то при паянии сгорает флюс и на детали тотчас же образуются оксид и окалина, что делает пайку ненадёжной. Особенно надо быть аккуратным при пайке электронных (главным образом полупроводниковых) приборов, поскольку даже незначительный перегрев может привести к выходу их из строя. Такие приборы следует паять мягкими (с температурой плавления 180—220 °С) припоями и весьма ограниченное время (как правило, 3...5 с). Вообще же полупроводниковые приборы рекомендуется паять электрическим паяльником мощностью не более 40 Вт при напряжении питания не свыше 40 В.
Другая типичная ошибка - недостаточно очищено место спайки. На таких местах не могут образоваться прочные паяные соединения.
Третья ошибка - слишком плотно или, наоборот, слишком слабо были прижаты детали при пайке. И в том и в другом случае соединение не будет обладать максимально возможной прочностью.