8.2. Соединение трубок 'SILICORE'
8.3. Соединение трубок с помощью пластмассовых муфт
8.3.1. Соединение трубок с помощью металлических муфт
8.3.2. Соединение трубок с помощью электросварных муфт
8.3.3. Соединение трубок с помощью компенсирующих муфт 'ELOC'
8.1. Резка трубок "SILICORE"
Резка трубок должна производиться специальными инструментами, приведенными в "Перечне ..." подраздела 6.10.
Их применение, при небольшом навыке, позволяет выполнять ровный и перпендикулярный срез трубки, необходимый для последующей качественной сборки соединений. Для таких целей резка трубок слесарной ножовкой не одобряется. Как указано в вышеназванном "Перечне ...", ножницы должны применяться для резки только пустых трубок, телескопический резак - для трубок, как пустых, так и с находящимся внутри кабелем или тяговым линем (тросом).
При необходимости отрезки части трубки с кабелем внутри в стесненных условиях, где для разворота резака нет достаточного пространства, возможно применение ножовочного полотна. Чтобы не повредить находящийся внутри кабель, рекомендуется надеть на кабель и ввести в трубку стальную тонкостенную трубку. Длина трубки должна быть на 250 - 300 мм больше, чем длина отрезаемой части трубки, рисунок 8.1
Рисунок 8.1 Вид длины трубки
Сразу, после отрезки, торцы трубок должны тут же закрыться колпачками с целью защиты от проникновения внутрь трубок воды и грязи.
8.2. Соединение трубок "SILICORE"
Перед соединением трубок между собой концы трубок должны иметь ровный и перпендикулярный к продольной оси срез, обтерты от пыли и грязи.
На ближайших к концу 200 мм участках не должно быть глубоких продольных царапин и грубых задиров поверхности.
Кромки торцев соединяемых трубок должны быть обработаны по внешнему и внутреннему диаметру специальным инструментом для снятия фасок (см. "Перечень инструментов ...", подраздел 6.10). Наружные фаски позволяют легче, без задиров вводить трубки в уплотнение муфты, а внутренние фаски - исключать возможный барьер для задуваемого кабеля.
Соединение трубок "SILICORE", не содержащих внутри кабель, должно выполняться:
а) с помощью пластмассовых муфт;
б) с помощью металлических муфт;
в) с помощью электросварных муфт;
г) с помощью компенсирующих муфт "ELOC".
8.3. Соединение трубок с помощью пластмассовых муфт
Метод соединения с помощью пластмассовых муфт типа "PLASSON" - рисунок 8.2 или "SPUR" - рисунок 8.3 (см. "Перечень инструментов ..." подраздел 6.10), имеет преобладающее распространение в силу следующих своих качеств:
- образует герметичное соединение трубок с допускаемым внутри кабелевода давлением до 2,5 МПа;
- обладает высокой устойчивостью к воздействию агрессивных сред;
- не имеет металлических деталей;
- позволяет неоднократный демонтаж - монтаж;
- позволяет соединение трубок различного диаметра (для этих целей выпускаются переходные муфты со следующими размерами 50/42 мм; 40/32 мм; 32/25 мм);
- прост в монтаже.
Рисунок 8.2 Муфта PLASSON
Пластмассовые муфты должны применяться только на прямолинейных соединениях трубок и не подвергаться при монтаже силовым изгибам и растягивающим нагрузкам. Рекомендуется избегать размещение муфт на изгибах трубки. Следует помнить, что частой причиной негерметичного соединения является некачественный монтаж муфт, а именно
- задиры резинового уплотнения;
- испорченная поверхность трубки в зоне контакта с уплотнением;
- наличие песка и грязи;
- искривление стыкуемых трубок.
Монтаж пластмассовой муфты следует производить в следующей последовательности:
На подготовленные концы стыкуемых трубок надеть по гайке, разрезанной цанговой втулке и нанести графическим методом кольцевые метки: (см. рисунок 8.4).
- метку №1 - на расстоянии "А" от торца каждой трубки (см. рисунок 8.2, рисунок 8.3);
- метку №2 - на расстоянии "Б" от торца каждой трубки (см. рисунок 8.2, рисунок 8.3).
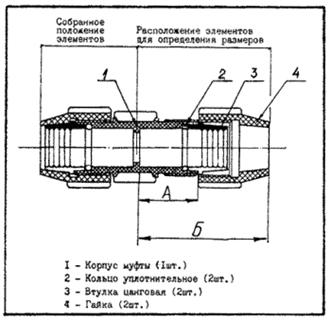
Рисунок 8.3 Муфта SPUR
Например, для муфты типа "PLASSON" диаметром 40 мм - А=53 мм; Б= 105 мм
Рисунок 8.4 Графический метод надевания гаек
На одну из соединяемых трубок надвинуть корпус муфты до упора, при этом кольцевая метка №1 должна занять положение у торца корпуса муфты (см. рисунок 8.5). Для облегчения ввода следует смочить окончание трубки водой.
Удерживая корпус муфты прижатым к торцу трубки, надвинуть разрезную цанговую втулку и гайку до упора к корпусу муфты, при этом кольцевая метка №2 должна занять положение у торца гайки. (см. рисунок 8.5)
Закрутить гайку на корпус муфты предварительно - с максимальным усилием руки, а затем окончательно - с помощью двух специальных одинаковых ключей (см. "Перечень инструментов ..." подраздел 6.10) с максимальным усилием без применения дополнительных технических средств. (см. рисунок 8.6).
Рисунок 8.5 Графический метод надевания гаек на корпус муфты
Рисунок 8.6 Накручивание гаек
Рисунок 8.7 Окончательный вид
Встречный конец трубки вставить в корпус муфты до упора, проконтролировать положение кольцевой метки №1, надвинуть разрезанную цанговую втулку и гайку, проконтролировать положение кольцевой метки №2 и произвести затяжку гайки предварительно, а затем окончательно с помощью двух специальных одинаковых ключей.
8.3.1. Соединение трубок с помощью металлических муфт
Металлическая муфта (см. "Перечень инструментов ..." подраздел 6.10 и рисунок 8.8) представляет собой тонкостенную трубку с правой и левой симметрично расположенной внутренней резьбой. Такая конструкция позволяет затягивать концы стыкующих трубок в муфту простым вращением в одном направлении.
Рисунок 8.8 Металлическая муфта
Соединение трубок с помощью металлических муфт не является влагонепроницаемым и для защиты муфт от проникновения влаги внутрь кабелевода необходимо применять дополнительные меры по герметизации. Способами герметизации могут быть:
а) применение поверх муфты термоусаживаемой трубки;
б) применение клеющих лент ВМ ТЕМФЛЕКС (88Т) и структурной ленты АРМОКАСТ.
Вводить кабель методом задува в кабелевод, имеющий хотя бы одну металлическую муфту, нельзя ввиду того, что данное соединение не обеспечивает герметичность при давлении внутри до 2,5 МПа. В связи с этим наиболее рационально применять металлические муфты для соединения трубок, содержащих внутри тяговый трос (линь), предназначенный для протаскивания кабеля.
Способ прокладки трубок, соединенных металлическими муфтами, должен исключать повреждение оболочки, обеспечивающей герметичность соединения.
Монтаж металлической муфты необходимо выполнять в следующей последовательности:
Перед соединением, на подготовленные концы стыкуемых трубок нанести графическим способом метки, определяющие расстояние, на которое должна навинчиваться муфта (см. рисунок 8.9)
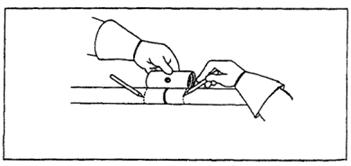
Рисунок 8.9 Нанесение меток графическим способом
На одну из трубок надеть термоусаживаемый рукав, в случае его использования для герметизации.
Произвести сращивание тягового троса, расположенного внутри стыкуемых трубок, предварительно надев муфту на один из сращиваемых концов.
Сращивание производить в следующей последовательности:
а) аккуратно отрезать концы острым ножом, оставив как минимум 700 мм перекрытия (см. рисунок 8.10);
Рисунок 8.10 Отрезание ножом с остатком перекрытия
б) используя шило для прокола тяговых тросиков (см. "Перечень инструментов ..." подраздел 6.10) произвести первый прокол в середине оставленного перекрытия (на расстоянии 350 мм от конца тросика) (см. рисунок 8.11);
Рисунок 8.11 Прокол тяговых тросиков с помощью шила
в) произвести 4¸ 5 проколов с шагом 50¸ 70 мм в направлении от конца прокалываемого тросика. Снять шило и соединить освободившийся конец с прокалываемым тросиком при помощи ленты ПВХ (см. рисунок 8.12);
Рисунок 8.12 Соединение освободившегося конца с прокалываемым тросиком
г) установить шило на свободный конец тросика и произвести 4¸ 5 проколов с шагом 50¸ 70 мм в направлении, противоположном предыдущему (см. рисунок 8.13);
д) снять шило и соединить освободившийся конец тросика с прокалываемым тросиком при помощи ленты ПВХ (см. рисунок 8.14).
Заправить сращенный трос в стыкуемые трубки.
Вставить концы стыкуемых трубок в муфту.
Рисунок 8.13 Установление шила на свободный конец тросика
Рисунок 8.14 Соединение тросика при помощи ленты ПВХ
Произвести свинчивание концов стыкуемых трубок вращением муфты в направлении, указанном стрелкой на корпусе до достижения меток на трубках. Трубки должны состыковаться в середине муфты, что может подтвердиться через отверстие в муфте. Если одна из трубок недостаточно введена в муфту - такое соединение необходимо переделать. Вращение муфты рекомендуется производить ключом соответствующего типоразмера для круглых шлицевых гаек по ГОСТ 16984-79 или ГОСТ 16985-79. (см. рисунок 8.15).
Рисунок 8.15 Вращение муфты с помощью ключа соответствующего размера
Следует не допускать перезатяжки муфты во избежание срезания ниток резьбы на трубках. В противном случае такое соединение будет испорчено.
Произвести герметизацию муфтового соединения.
При герметизации соединения с применением термоусаживаемой трубки необходимо следовать инструкции ее изготовителя.
Располагать термоусаживаемую трубку следует симметрично относительно середины муфты. С помощью источника тепла, например, паяльной лампы нагревать до тех пор, пока она не сожмется плотно вокруг металлической муфты. Нагрев производить от центра к концам трубки. После окончания процесса термоусадки необходимо дать соединению остыть в течение приблизительно десяти минут.
При герметизации соединения с применением клеющих лент ВМ Темфлекс (88Т) и структурной ленты Армокаст необходимо пользоваться "Руководством по герметизации соединительных муфт, оболочек и шлангов кабелей связи с применением структурного материала "ARMORCAST".
8.3.2. Соединение трубок с помощью электросварных муфт
Метод соединения трубок электросварными муфтами на данном опытном этапе рассматривается как рекомендательный и перспективный на дальнейшее.
По мере расширения строительства ВОЛС с применением ПЭ трубок его внедрение может стать необходимым и экономически оправданным.
Метод соединения электросварными муфтами основан на разогрев однородных контактирующих материалов. Муфта, так же как и трубка, изготавливается из полиэтилена и представляет собой втулку, в которой в определенной зоне залит электронагревательный спиральный элемент с выводами для подключения электропитания (см. рисунок 8.16).
Рисунок 8.16 Метод соединения электросварными муфтами
Сварка муфт производится с помощью электропреобразовательного аппарата с компьютерной программой выбора технологического режима процесса в зависимости от заданных типоразмеров свариваемых соединений (муфт) и наружной температуры.
Питание аппарата осуществляется от сети или автономного источника питания как правило, бензоагрегатного генератора переносного типа.
Технологическая подготовка и процесс монтажа должны выполняться в строгом соответствии с указаниями изготовителя электросварных муфт и сварочного аппарата.
8.3.3. Соединение трубок с помощью компенсирующих муфт "ELOC"
Муфта "ELOC" (см. "Перечень инструментов ... " подраздел 6.10) применяется для соединения трубок на участках трассы (например, на мостах), подверженных влиянию перепадов температуры в большом диапазоне и вызывающих удлинение - сжатие ПВП кабелевода.
Муфта "ELOC" представляет собой трубу, состоящую из трех патрубков, соединенных между собой муфтами. Каждый патрубок изготовлен из ПВХ с внутренней поверхностью из полиэтилена (см. рисунок 8.17).
Рисунок 8.17 Муфта "ELOC"
Патрубок 1 обеспечивает на участке "А" неподвижное, герметичное соединение с введенной трубкой.
Патрубки 2 и 3 образуют участок "Б", на котором введенная трубка имеет подвижное герметичное соединение.
Патрубок 2 является направляющим для введенной трубки, а патрубок 3 - уплотнительным, обеспечивающим герметизацию ввода.
Монтаж муфты "ELOC" следует производить в следующей последовательности:
1. Отрезать трубки в месте их взаимного перекрытия и обработать кромки торцов трубок специальным инструментом для снятия фасок. Концевые участки трубок следует тщательно очистить на всей длине ввода в муфту.
2. На подготовленных концах стыкуемых трубок нанести графическим методом кольцевые метки (см. рисунок 8.18):
- метку №1 - на расстоянии "А" (см. рисунок 8.17) от торца трубки;
- метку №2 - на расстоянии "Б" (см. рисунок 8.17) от торца трубки.
Для муфты "ELOC", предназначенной для соединения трубок диаметром 40 мм -
А= 195 мм; Б=490 мм.
Рисунок 8.18 Нанесение кольцевых меток графическим методом
При пересечении мостов метку "В" следует наносить на трубке, расположенной на берегу.
3. На трубку с меткой №1 надвинуть патрубок 1 муфты "ELOC" до упора, при этом кольцевая метка должна занять положение у торца муфты (см. рисунок 8.19). Для эффективной насадки муфты рекомендуется смочить трубку водой и использовать резиновый молоток. Металлический молоток можно использовать при применении деревянной прокладки.
Рисунок 8.19 Соединение муфты "ELOC" на трубке с меткой №1
Не допускается прямое воздействие на муфту металлическим молотком без деревянной прокладки.
4. Ввести трубку с меткой №2 в патрубок 2 муфты "ELOC" до упора, этом кольцевая метка должна занять положение у торца муфты (см. рисунок 8.20).
Рисунок 8.20 Соединение муфты "ELOC" на трубке с меткой №2
8.3.4. Соединение трубок с кабелем внутри
Соединение ПВП кабелеводов с помощью ремонтной трубки KKHR и муфт KKHRM фирмы "THYSSEN", Германия (см. подраздел 6.10).
Такое соединение может быть использовано:
а) после выполнения задувки кабеля кабелевводными устройствами, установленными в промежуточных пунктах в разрыв кабелевода с целью восстановления технологического промежутка, если не удается компенсировать этот промежуток, например, с помощью придания трубкам на период задувки криволинейной траектории;
б) после разрыва и появления промежутка вследствие продольной усадки кабелевода;
в) после удаления участка кабелевода с повреждениями.
Ремонтная трубка KKHR фирмы "THYSSEN" представляет собой две однометровые одинаковые половинки трубки из ПВХ, имеющие продольные профили в виде выступа "елочка" с одной стороны и канавки с резиновыми уплотнениями с другой стороны.
На время поставки ремонтной трубки канавки с резиновыми уплотнениями закрыты самоклеющейся пленкой.
Муфта KKHRM состоит из двух полукруглых половинок с резиновыми внутренними обкладками и двух клиновых задвижек.
В комплект муфты придается упаковка с герметиком в виде жгутиков.
Потребность однометровых ремонтных трубок KKHR определяется длиной поврежденного (вставляемого) участка кабелевода.
Потребность муфт KKHRM определяется количеством поперечных стыков.
Наружный диаметр ремонтной трубки KKHR должен совпадать с наружным диаметром кабелевода.
Восстановление кабелевода с помощью трубки KKHR и муфт KKHRM необходимо выполнять в следующей последовательности:
а) вырезать и удалить поврежденный участок "L" ПВП трубки кабелевода (см. рисунок 8.21), используя телескопический резак и инструмент для продольной резки трубок (см. "Перечень ...", подраздел 6.10);
Рисунок 8.21 Удаление поврежденного участка "L" ПВП трубки кабелевода
б) обследовать кабель на вскрытом участке и в случае непригодности его к дальнейшей эксплуатации следует выполнить ремонт;
в) притупить напильником кромки торцев ПВП трубки осторожно, чтобы не повредить кабель (см. рисунок 8.22);
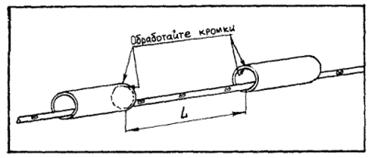
Рисунок 8.22 Притупление кромки торцев ПВП трубки
г) измерить фактическое расстояние "L" между торцами трубок кабелевода и заготовить ремонтную трубку такой же длины (при длине вставки ![]() 1 м) (см. рисунок 8.22);
1 м) (см. рисунок 8.22);
д) снять защитную пленку на концах каждой половинки трубки KKHR на длине 50 мм и заполнить канавку герметиком (см. рисунок 8.23);
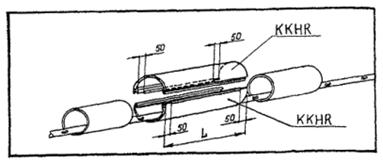
Рисунок 8.23 Снятие защитной пленки
е) замкнуть между собой две половинки трубок KKHR с помощью обжимного инструмента KKHRG (см. рисунок 8.24). Такое соединение обеспечивает герметичность продольного стыка;
Рисунок 8.24 Замыкание между собой двух половинок трубок
ж) установить на каждый стык между трубкой и вставкой две половинки муфты и стянуть между собой клиновыми задвижками, забиваемыми молотком.
При установке муфты ее продольный стык должен быть повернут на угол 60° относительно продольного стыка ремонтной трубки KKHR (см. рисунок 8.25). Такое муфтовое соединение образует герметичность поперечного стыка;
Рисунок 8.25 Установка муфты на продольный стык
и) при вставке более протяженной, чем поставляемая длина ремонтной трубки, стыки полутрубок следует чередовать как показано на рисунке 8.26. Снятие защитной пленки и заполнение канавок на длине 50 мм производить у каждого поперечного стыка. На каждый поперечный стык установить муфту KKHRM. Например, в ситуации, изображенной на рисунке 8.26, количество установленных муфт KKHRM должно быть равно четырем.
Рисунок 8.26 Чередование полутрубок
Соединение ПВП кабелеводов с помощью ремонтных трубок фирмы "DURA- LINE" (см. "Перечень ...", подраздел 6.10).
Это соединение выполняется при тех же основных ситуациях, которые перечислены выше, однако длина восстанавливаемого промежутка между соединяемыми трубками может быть ограничена поставляемой длиной ремонтной трубки или длиной термоусаживаемой манжеты.
Ремонтная трубка фирмы "DURA-LINE" представляет собой продольноразрезанную ПВП трубку с профильной стыковочной вставкой из ПВХ. Для герметизации ремонтной трубки должна применяться термоусаживаемая застегивающая манжета, например фирмы "RAYCHEM".
Типоразмер ремонтной трубки и манжеты должен выбираться в соответствии с диаметром восстанавливаемого кабелевода. Поставочная длина ремонтной трубки и манжеты должна согласовываться с фирмой - поставщиком.
Восстановление кабелевода с помощью трубки "DURA-LINE" необходимо выполнять в следующей последовательности:
а) вырезать и удалить поврежденный участок "L" ПВП трубки кабелевода (см. рисунок 8.20), используя телескопический резак и инструмент для продольной резки трубок (см. "Перечень ...", подраздел 6.10);
б) обследовать кабель на вскрытом участке и в случае непригодности его к дальнейшей эксплуатации следует выполнить ремонт;
в) притупить напильником кромки торцев ПВП трубки осторожно, чтобы не повредить кабель (см. рисунок 8.22);
г) измерить фактическое расстояние "L" между торцами трубок кабелевода и заготовить ремонтную трубку на 300 мм длиннее;
д) снять с ремонтной трубки профильную планку и разрезать ее пополам;
е) притупить напильником кромки торцев ремонтной трубки;
ж) развести ремонтную трубку и надвинуть ее на одну из трубок кабелевода (см. рисунок 8.27);
Рисунок 8.27 Надвижение трубки на кабелевод
и) на свободном конце кабелевода нанести кольцевую метку на расстоянии 150 мм от торца (см. рисунок 8.28);
к) надвинуть ремонтную трубку на свободный конец кабелевода до совпадения торца ремонтной трубки с кольцевой меткой (см. рисунок 8.28);
л) ввести в продольный разрез ремонтной трубки профильные планки до соприкосновения их между собой в середине длины ремонтной трубки (см. рисунок 8.29);
м) ремонтную трубку обмотать липкой лентой по всей длине, обеспечив плавный переход к ПВП трубке на длине 30...50 мм от торца ремонтной трубки;
н) на всю ремонтную трубку и с напуском 100...150 мм с каждой стороны на кабелевод, делается обворот отрезком термоусаживаемой манжеты с соединением ее в замок продольной металлической скрепой;
Рисунок 8.28 Нанесение кольцевой метки на свободном конце кабелевода
Рисунок 8.29 Введение профильной планки в продольный разрез ремонтной трубки
п) произвести термоусадку манжеты с помощью источника тепла с соблюдением предписаний фирмы-изготовителя.
Контрольные вопросы
1. Объясните порядок отрезки части трубки с кабелем внутри.
2. Какие существуют способы соединения трубок "SILICORE", не содержащих внутри кабель?
3. Достоинства метода соединения трубок с помощью пластмассовых муфт.
4. Какова последовательность соединения трубок с помощью пластмассовых муфт?
5. Какова последовательность соединения трубок с помощью металлических муфт?
6. Объясните порядок соединения трубок с кабелем внутри.