Нанесение на поверхность металлической заготовки точек и линий (рисок), определяющих контуры детали или места, подлежащие механической обработке. Разметочные линии могут быть контурными, контрольными или вспомогательными. Контурными называют риски, которые определяют контур будущей детали и показывают границы обработки. Контрольные риски проводят параллельно контурным «в тело» будущей детали. Они служат для проверки правильности обработки. Вспомогательными рисками намечают оси симметрии, центры радиусов закруглений и т.д.
При выполнении разметки применяется разнообразный контрольно-измерительный и разметочный инструмент: измерительные металлические линейки, угольники, угломеры, штангенциркули, чертилки, кернеры, разметочные циркули. Кроме этих инструментов, при разметке используются молотки, разметочные плиты и различные вспомогательные приспособления, подкладки и т.п. Чертилки служат для нанесения линий (рисок) на размечаемую поверхность заготовки. Кернеры применяются для нанесения углублений (кернов) на предварительно размеченных линиях. Разметочные (слесарные) циркули используют для окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовок. Их применяют также для переноса размеров с измерительной линейки на заготовку.
Прежде чем приступить к разметке, заготовку тщательно осматривают, проверяя нет ли на ней раковин, трещин или других дефектов. Определяют возможность изготовления из неё детали требуемых размеров и качества. Затем определяют базы для разметки, т.е. те линии или поверхности, от которых откладываются размеры для нанесения остальных линий разметки. Базы выбирают с учётом конструктивных особенностей детали и условий её работы в составе целого изделия. Обычно при разметке за базы принимаются наружные обработанные кромки заготовки (рис. 1), оси симметрии и центровые линии, которые наносят в первую очередь.


Рис. 1. Нанесение разметочных линий чертилкой с помощью угольника (1) и линейки (2) на прямоугольную заготовку с обработанной кромкой, принимаемой за базу.
Определив базовую линию, на поверхность заготовки в соответствии с чертежом наносят чертилкой по линейке или угольнику остальные линии разметки. Линии окружностей и дуг проводят штангенциркулем; место установки его опорной ножки предварительно накернивается (рис. 2). Затем на линии, по которым будет вестись обработка, наносятся лунки (керны), чтобы «закрепить» риски. Острие кернера ставится точно на риску с лёгким наклоном от себя. Перед нанесением удара по бойку кернера он переводится в вертикальное положение. Для накернивания используются молотки небольших размеров, массой 100...150 г. Расстояния между кернами может быть различным (от 5 до 150 мм) в зависимости от формы риски и размеров детали. На прямых линиях керны ставятся реже, а на кривых и ломаных - чаще.
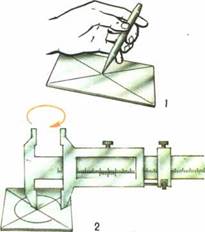
Рис. 2. Накернивание центра окружности (1) и разметка с помощью штангенциркуля (2).
Кроме рассмотренной разметки по чертежу применяют разметку по шаблону. Шаблоном называется приспособление, по которому изготавливают или проверяют точность обработки деталей. Шаблоны делают из листового материала толщиной 1,5...2 мм. При разметке шаблон накладывают на размечаемую поверхность заготовки и по его контуру проводят чертилкой риски. Затем по рискам наносят керны. С помощью шаблона могут размечаться и центры будущих отверстий. Применение шаблонов значительно ускоряет и упрощает разметку заготовок.
Основным возможным видом брака при разметке является несоответствие размеров размеченной заготовки данным чертежа. Причинами этому могут быть неточность измерительного инструмента, неточность установки заготовки на плите или невнимательность работающего.