6.3.1. Потери при соединении волокон
6.3.1. Потери при соединении волокон
Для соединения различных частей оптических телекоммуникационных систем производят в основном кабели стандартной длины, например 2, 4, 6 км. Для информационных систем всегда существует необходимость соединения строительных длин кабеля между собой, так как только на коротких участках длиной 2 — 6 км можно использовать одну строительную длину кабеля. ВОЛС большой длины состоят из некоторого количества строительных длин по 2-6 км каждая, которые могут соединяться между собой различными способами [10]:
- постоянные соединения — это сварные соединения, используемые в основном для соединения волокон в сетях большой протяженности, и механические соединения, преимущественно используемые в сетях локальной инсталляции;
- полупостоянные соединения, преимущественно используемые в сетях, где абоненты перемещают оборудование или, где вся сеть постоянно перестраивается, т.е. в локальных сетях LAN, а также при установлении временных соединений во время организации кабельных вставок во время аварий на магистральных и соединительных ВОЛС.
Разъемный соединитель (разъем, коннектор) — устройство для подключения волокна к источнику, детектору или к другому волокну. В его конструкции заложена возможность многократного подключения и отключения волокна. Неразъемный соединитель (сплайс,«сварка») предназначен для постоянного соединения одного волокна с другим. Некоторые производители предлагают многоразовые сплайсы, позволяющие разрывать соединение или переконфигурировать волоконную цепь.
Ключевым моментом волоконно-оптического соединения является точное размещение сердцевин ОВ (или несущих свет областей в одномодовом волокне) для обеспечения максимально полной передачи света от одного волокна к другому. При этом необязателен непосредственный контакт между волокнами. Условие точного размещения тонких волокон (одно относительно другого) ставит перед производителями соединителей сложную задачу. Например, при соединении двух ОВ с диаметром оболочки 125 мкм их юстировку в процессе сварки выполняют с точностью в несколько тысячных миллиметра и даже лучше. Поэтому требования, предъявляемые к соединителям и коннекторам, могут быть сформулированы в виде:
- установка соединителей должна приводить к небольшим потерям оптической мощности на соединении;
- соединители должны легко и быстро устанавливаться, не требуя дорогостоящего оборудования или длительного обучения персонала;
- разъем должен гарантировать многократное подключение и отключения без каких-либо изменений уровня потерь;
- потери должны быть регламентированы вне зависимости от времени установки соединителя;
- цена соединителей и оборудования для их установки должна быть невысокой.
Исходя из этих факторов, техника соединения методом сварки используется, в основном, на сетях большой протяженности, где требования к качеству соединения и его затуханию особенно строги. Механические соединители используются, как правило, при прокладке оптического кабеля внутри помещений. Безусловно, потери, вносимые сварным соединением, значительно меньше, нежели при механическом соединении, а дорогой коннектор обладает меньшим затуханием, чем дешевый.
Согласно накопленного опыта [10] требования к потерям на соединителе следующие:
- 0,2 дБ и менее для телекоммуникационных систем или для дальних линий связи;
- 0,3-1 дБ для соединителей, используемых в контуре внутри здания: для локальных сетей или линий управления производством;
- 1-3 дБ для соединителей в системах, где такого рода потери приемлемы и основным соображением выступает низкая стоимость. В таких системах, как правило, используется пластиковое волокно.
Как известно, существуют три причины возникновения потерь в волоконно-оптическом соединении:
- внутренние причины, связанные с нестабильностью параметров самого волокна;
- внешние причины, связанные непосредственно с соединителем;
- системный фактор, отражающий параметры системы в целом.
Внутренние причины. Рассматривая соединение одного волокна с другим исходят из того, что оба волокна идентичны. Однако обычно это не так. Производство волокон оставляет некоторые допуски на воспроизводимость их параметров, варьирующихся в установленных пределах вблизи номинальных (специфицированных) значений. Потери в волокне обусловлены различием: диаметров модового поля, числовых апертур, диаметров сердцевины, диаметров оболочек, некруглостью сердцевины и/или оболочки; неконцентричностью сердцевины/оболочки.
На рис. 6.21 схематически представлены вариации параметров волокон, наиболее важных с точки зрения их влияния на потери.
Если диаметр сердцевины передающего волокна отличается от диаметра сердцевины приемного волокна, диаметр модового поля тоже будет шире или уже. В этом случае затухание сигнала изменяется в обоих направлениях, и определяется опытным путем с помощью рефлектометра при прохождении сигнала в одном из направлений. Соединение волокон с различными диаметрами модового поля дают неожиданные результаты в затухании сигнала (рис. 6.21 а).
Если передающее волокно имеет большую числовую апертуру, чем приемное волокно, то возникают потери. Свет будет излучаться в оболочку приемного волокна (рис 6.21 б). Когда NAпер, передающего волокна больше, чем NAприем приемного волокна, потери можно рассчитать по формуле [10]:
 . (6.8)
. (6.8)
Когда диаметр сердцевины передающего волокна больше, чем диаметр сердцевины приемного волокна, будут происходить потери, обусловленные тем, что некоторое количество света из передающего волокна вытекает в оболочку приемного волокна. Различие в диаметрах сердцевин также влияет на диаметр модового поля (рис. 6.21 в). Потери, обусловленные различием диаметров сердцевин соединяемых волокон, рассчитываются по формуле:
 . (6.9)
. (6.9)
При производстве волокна допуски на диаметр оболочки составляют ±2 мкм. Это означает, что волокно с диаметром 123 мкм может соединяться с волокном диаметром 127 мкм. При соединении методом сварки вязкость расплава обеспечивает относительно правильно съюстированные друг относительно друга волокна, но при механическом или полупостоянном соединении эти различия могут дать значительное возрастание потерь, особенно для одномодовых волокон (рис. 6.21 г). Особо большие потери возникают при соединении волокон с максимально большим различием диаметров оболочек. Для волокон с допуском 125±2 мкм максимальные потери составляют 1,4 дБ. Если допуск является ниже 125±1 мкм, максимальные потери снижаются до 0,7 дБ. Если кабели, содержащие одномодовые оптические волокна, оконцованны коннекторами, волокна и коннекторы должны быть очень точно съюстированны друг с другом, чтобы снизить потери из-за различия диаметров оболочек.
Рис. 6.21. Схематически представленные вариации параметров соединяемых волокон, наиболее важных с точки зрения их влияния на потери
Некруглость сердцевины и оболочки могут оказывать такое же влияние, как и различие в диаметре сердцевины. Это влияние особенно очевидно в полупостоянных соединителях, где коннектор не имеет направляющих пазов, например SMA коннектор. В результате некруглость приведет к потерям во время каждого соединения (рис. 6.21 д).
Сердцевина волокна должна размещаться прямо в центре волокна. Неконцентричность приведет к потерям в соединении (рис. 6.21 е).
Внешние причины. Сами соединители также привносят определенные потери в соединение. Если центральные оси двух волокон недостаточно точно совмещены, потери возникают даже при отсутствии вариаций характеристик волокон.
Четыре основные причины возникновения потерь в соединителе, которые необходимо контролировать, это радиальное смещение, продольное смещение, угловое рассогласование ориентации осей, гладкость поверхности скола.
Радиальное смещение. Волокно в соединителе должно размещаться вдоль его центральной оси. Если центральная ось одного волокна не совпадает с центральной осью другого, то неизбежно возникновение потерь. Зависимость потерь от отношения абсолютной величины смещения L к диаметру волокна 2a представлена на графике рис. 6.22. Из графика видно, что относительное смещение в 10 % приводит к потерям на уровне 0,5 дБ. Для волокна с диаметром сердцевины 50 мкм относительное смещение в 10 % означает реальное смещение на уровне в 5 мкм, что, в свою очередь, соответствует смещению в каждом соединителе на 2,5 мкм. Очевидно, что контроль бокового смещения особенно затруднен в волокнах малого диаметра. Производители соединителей стремятся ограничить смещение до уровня менее 5 % от диаметра ядра.
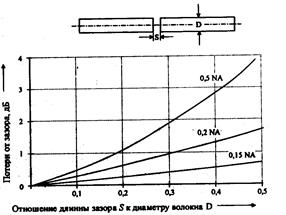
Рис. 6.22. Потери от бокового смещения волокон
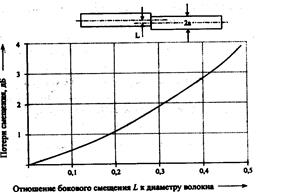
Рис. 6.23. Потери от зазора между сколами
Продольное смещение. Соединение двух волокон, разделенных небольшим зазором, подвержено двум видам потерь (рис. 6.23). Первый — это френелевское отражение, связанное с разнитей показателей преломления волокон и среды в зазоре (обычно воздуха). Френелевское отражение происходит как на выходе из первого волокна, так и на входе во второе волокно. В стеклянных волокнах, разделенных воздушным зазором, потери от френелевского отражения составляют около 0,34 дБ. Френелевские потери могут быть существенно снижены при использовании в зазоре жидкости с согласованным показателем преломления. Такая жидкость представляет собой либо оптически прозрачную среду, либо гель, имеющий показатель преломления, близкий к показателю преломления стекла.
Второй вид потерь в многомодовых волокнах связан с потерей мод высокого порядка при прохождении светом зазора и на входе в сердцевину второго волокна. Свет, выходящий из первого волокна, распространяется в некотором конусе. Величина потерь, связанных с этим эффектом, зависит от величины NA волокон. Волокно с большим значением NA не допускает столь большого зазора между волокнами при том же уровне потерь, что волокно с меньшим значением NA.
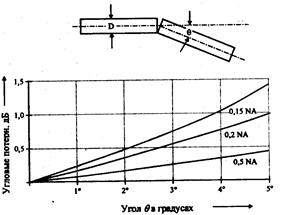
Рис. 6.24. Потери от углового рассогласования ориентаций осей
Для уменьшения потерь волокна следует соединять вплотную. В большинстве неразъемных соединителей волокна действительно устанавливаются вплотную. В разъемах иногда нужен небольшой зазор для предотвращения появления царапин на сколе при подключении. Волокна, прижатые друг к другу с большим усилием при подключении соединителя, могут даже потрескаться. Поэтому некоторые соединители сконструированы таким образом, чтобы был небольшой зазор между волокнами, в других используется фиксированное прижимающее давление для мягкого контакта волокон, исключающего появление повреждений. Физический контакт волокон часто необходим для регулирования обратных, отражений, которые обсуждаются ниже в этой главе.
Угловое рассогласование ориентации осей. Сколы обработанных волокон должны быть перпендикулярны осям волокон и параллельны друг другу при соединении. Потери (рис. 6.24) связаны с угловым рассогласованием ориентации волокон относительно друг друга. Снова, как и ранее, уровень потерь определяется NA волокон. Влияние NA в данном случае противоположно эффекту наличия зазора между волокнами. Большее значение NA допускает большее угловое рассогласование для ограничения потерь на том же уровне, что и при меньшем значении апертуры.
При правильном использовании соединителя угловое рассогласование ориентации практически исключается, так что связанные с этим эффектом потери существенно меньше потерь, связанных с боковым смещением. При скалывании волокна и полировке стекла контролируется перпендикулярность поверхности по отношению к оси волокна.
Гладкость поверхности скола. Поверхность скола должна быть гладкой и не содержать трещин, выбоин и заусениц (рис. 6.25). Неровная поверхность разрушает геометрическую картину световых лучей и рассеивает их, что затрудняет ввод лучей во второе волокно [10].
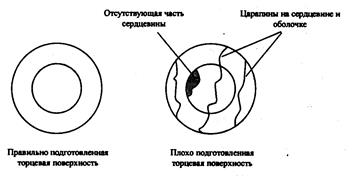
Рис. 6.25. Возможные поверхности скола ОВ
Потери в системе. Потери, возникающие в соединении, могут быть связаны не только с волокном или соединителем, но и непосредственно с системой. Первоначально волокно может быть переполнено или полностью насыщено излучением источника света, при этом свет переносится также в модах оптической оболочки и в модах высокого порядка. С расстоянием эти моды будут покидать систему. При достижении равновесного модового состава волокно со сглаженным профилем показателя преломления имеет меньшее значение NA и меньшую активную площадь сердцевины, используемую для переноса света.
Рассмотрим соединитель, подключенный к источнику [1]. Волокно на передающей стороне соединителя может быть переполнено модами. Большая часть энергии света, находящегося в модах оптической оболочки и модах высокого порядка, не попадает во второе волокно, хотя и присутствует в соединении. В условиях равновесного модового состава свет в таких модах отсутствует, поэтому энергия заключенного света не теряется в соединении.
Рассмотрим принимающую часть волокна. Некоторая порция света после прохождения соединения волокон оказывается в модах оптической оболочки и в модах высокого порядка принимающего волокна. Если измерить принимаемую оптическую мощность на небольшом расстоянии от соединения, то эти моды еще присутствуют в общем потоке. На некотором расстоянии от соединения они теряются, так что их присутствие является временным.
Аналогичные эффекты наблюдаются, если точка соединения находится далеко от источника и в ней уже достигнуто состояние равновесного модового состава. Поскольку активная площадь волокна со сглаженным профилем уже уменьшена, боковое смещение не оказывает существенного влияния, особенно когда принимающее волокно имеет ограниченную длину. Свет снова переносится в модах высокого порядка и в модах оптической оболочки. Данные моды теряются в протяженном принимающем волокне.
Итак, передаточная характеристика соединителя зависит от модовых условий и положения соединителя в системе (состояние отдельной моды изменяется вдоль волокна). Проводя оценку затухания волоконно-оптического соединителя, надо принимать во внимание условия по обе стороны соединения. Существует четыре различных условия [1]:
- короткий передающий сегмент, короткий принимающий;
- короткий передающий сегмент, длинный принимающий;
- длинный передающий сегмент, короткий принимающий;
- оба сегмента длинные.
При заданных постоянных параметрах передаточная характеристика соединителя зависит от условий испускания и приема света. Например, в серии измерений, проведенных с одним соединителем при большой длине передающей части волокна, потери составляли 0,4 — 0,5 дБ, при небольшой длине 1,3 — 1,4 дБ. Таким образом, разница в 1 дБ может возникать из-за различия в условиях приема света.
Величина потерь в соединении многомодовых ОВ определяется [11] из выражению вида:
![]() , (6.10)
, (6.10)
где αd — потери, обусловленные разницей в диаметрах сердцевины d1 и d2 соединяемых волокон (6.9); αNA — потери, обусловленные разницей числовых апертур волокон (6.8); αC –потери, обусловленные поперечным радиальным смещением L осей волокон; αθ — потери, обусловленные угловым смещением ОВ; αF— потери, обусловленные несогласованием показателей преломления — френелевскими потерями.
Потери αC, αθ определяются выражениями вида [11]:
![]() , (6.11)
, (6.11)
![]() , (6.12)
, (6.12)
где Вθ — коэффициент передачи соединения для многомодовых ОВ.
При ступенчатом и градиентном ППП этот коэффициент определяется выражениями вида:
![]() , (6.13)
, (6.13)
![]() , (6.14)
, (6.14)
где к=п1/п0и Δ=(п1-п2)/п1; п0— показатель преломления воздуха.
Потери, обусловленные френелевским рассеянием, определяются выражением вида:
 , (6.15)
, (6.15)
Величина потерь в соединении одномодовых ОВ определяется [11] по выражению вида:
![]() , (6.16)
, (6.16)
где αW – потери, обусловленные несогласованностью диаметров модовых полей волокон.
Эти потери могут быть определены по выражению вида [11]:
 , (6.17)
, (6.17)
где w1 и w2 — диаметр модового поля первого и второго ОВ, соответственно.
Величина wi может быть приближенно определена при Гауссовом распределении поля по выражению:
 (6.18)
(6.18)
Потери αС и αθ могут быть определены из выражений:
 , (6.19)
, (6.19)
 , (6.20)
, (6.20)
Не все факторы одинаково влияют на потери в соединениях при разных типах ОВ и соединителей [11]. Для многомодовых ОВ с градиентным ППП наиболее значимыми являются факторы, определяемые разницей диаметров сердцевин и разницей числовых апертур волокон, радиальным смещением и непараллельностью осей ОВ.
Для одномодовых ОВ по важности влияния на суммарную величину потерь в соединении следует отметить поперечное и угловое смещения осей, деформацию сердцевины, несогласованность размеров модовых полей ОВ.
6.3.2. Подготовка ОВ к сращиванию
Процесс подготовки ОВ к сращиванию включает снятие первичного защитно-упрочняющего покрытия волокна, скалывание для получения хорошо обработанной торцевой поверхности волокна, обтирку зачищенных концов мягким материалом, пропитанным растворителем (спиртом).
В настоящее время часто используются ОВ с эпоксиакрилатным первичным защитно-упрочняющим покрытием. Такое покрытие может быть удалено либо механическим, либо химическим способом.
Для удаления эпоксиакрилатного покрытия механическим способом используется инструмент, основным рабочим элементом которого служат стальные лезвия толщиной 0,3 мм. Защитное покрытие желательно удалять за один проход, при этом повреждение поверхности световода должно быть минимальным. Необходимо тщательно подобрать усилие зачистки, что требует приобретения навыков и постоянной тренировки. Механический способ удаления покрытия уменьшает прочность сварного соединения примерно на 10 %. Надрезание покрытия и последующее его стягивание вызывают на поверхности ОВ миниатюрные повреждения вследствие фрикционных сил. Зачищенное ОВ закрепляют в держателях сварочного аппарата, что также повреждает его поверхность.
Наиболее удобным, исключающим указанные дефекты, является химический способ снятия эпоксиакрилатного покрытия с помощью подогретого до определенной температуры растворителя. Для этой цели целесообразно использовать специальное нагревательное устройство типа УН-1. Конец ОВ погружают в подогретый растворитель (например, ацетон) и выдерживают в течение некоторого времени (как правило, около 20 ... 25 с). Покрытие разбухает, отстает от поверхности световода и легко снимается чистой мягкой ветошью.
Оптимальные режимы для снятия эпоксиакрилатного покрытия с помощью различных растворителей [2]приведены в табл. 6.5.
Таблица 6.5. Режимы для снятия эпоксиакрилатного покрытия ОВ
|
Растворитель |
Время выдержки ОВ в растворителе до полного размягчения защитного покрытия, мин., при температуре, оС |
Класс опасности растворителя |
|
|
+24 |
+50 |
||
| Ацетон |
3 |
1 |
4 |
| Муравьиная кислота |
3 |
1 |
2 |
| Дихлорэтан |
– |
1 |
2 |
| Уксусная кислота |
– |
1 |
2 |
| Диметилформамид |
– |
1 |
2 |
| Растворитель 646 |
– |
3 |
– |
| Растворитель 647 |
– |
3 |
– |
Чистота поверхности ОВ перед сваркой играет значительную роль. Нагретый свыше 480оС кварц активно вступает в реакцию с жирами и другими веществами, загрязняющими близлежащую поверхность. Образующаяся стеклянная корка легко растрескивается, что может привести изделие в негодность. Посторонние примеси, частицы на поверхности свариваемого ОВ могут стать центром развития процесса расстекловывания, что снижает прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей в месте сварки, включений, что увеличивает вносимые потери на стыке.
С поверхности ОВ желательно также удалить трещины, возникающие при снятии покрытия и уменьшающие прочность места сварки. Это осуществляют либо травлением ОВ в растворе плавиковой кислоты, либо плавлением поверхности волокон при действии высокой температуры. Вследствие указанных выше причин в настоящее время механические способы удаления покрытия ОВ применяются лишь при подготовке концов волокна к производству измерений. При монтаже муфт ОК первичное эпоксиакрилатное покрытие ОВ удаляют химическим способом (в горячем ацетоне).
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей нагрузок или их комбинации, вызывающих рост трещины и облом световода в данном месте. Существуют механические и электронные устройства скола ОВ.
При монтаже многомодовых ОК используется механический инструмент, позволяющий получить скол ОВ достаточно высокого качества. Образование ровного и перпендикулярного относительно оси скола обеспечивается за счет нанесения резцом надреза на поверхности предварительно напряженного, растянутого и изогнутого ОВ. Резец с определенным углом заточки выполнен в виде стальной пластинки с алмазным напылением или из специального твердого сплава. Инструмент такого типа показан на рис. 6.26.
Инструмент состоит из основания 1, на котором жестко закреплены планка 2 и прикрепленная на ней пластина 3. На конце этой пластины закреплена подложка 4, которая имеет направляющую канавку для укладки ОВ. Прижим 5, прижимаемый пружиной 6, и крышка 9, на которой укреплен резец 7, соединены с основанием 1 посредством оси 8. Крышка 9, прижимом 5 фиксирует волокна в положении зажима.
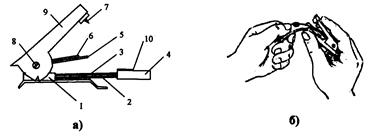
Рис. 6.26. Механический инструмент для скола ОВ:
а — общий вид; б — процесс скола
В ручном полуавтоматическом инструменте для скола ОВ обеспечивается фиксация волокна с удаленным покрытием. При нажатии рычага (кнопки) управления инструмента одновременно с натяжением волокна резцом наносится надрез (насечка) на его поверхности. Растягивающие усилия, прикладываемые к ОВ, и сила удара резца поддерживаются постоянными и регулируются. Смещение резца относительно ОВ после нанесения насечки увеличивает рабочий участок режущей поверхности и срок службы инструмента. Инструмент позволяет стабильно получать удовлетворительные сколы ОВ.
Стабильно высокое качество сколов ОВ при минимальных требованиях к квалификации персонала получают при использовании автоматических устройств — электронных скалывателей. Волокно с удаленным покрытием фиксируется в инструменте. Под действием электронноуправляемого двигателя резец вибрирует с низкой частотой и нарастающей амплитудой, приближаясь к волокну, которое натягивается синхронно с частотой вибрации резца. При нанесении резцом насечки на поверхности волокна под действием растягивающих усилий ОВ обламывается. Электронные скалыватели могут быть использованы как при монтаже, так и при подготовке к измерениям много- и одномодовых кабелей. Скол одномодовых ОВ рекомендуется выполнять только с помощью электронных скалывателей.
В электронных скалывателях фирмы Sumitomo Electric и фирмы Ericsson сколы выполняются без деформацииторцевой поверхности ОВ (рис. 6.27).
6.3.3. Способы сращивания ОВ
Для соединении ОВ кабелей связи применяют сварку ОВ; соединение с помощью механических сростков; склеивание.
Сварку проводят с помощью электрической дуги, кислородно-водородной горелки, хлороводородной горелки, СО-лазера, плазменного генератора. Из всех способов практическое применение при монтаже ОК в процессе строительства и эксплуатации ВОЛС нашел только способ сварки с помощью электрической дуги.
Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещение осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины дуги тока, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагретого ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительными. Как показали исследования, эти потери в месте сварки с надежностью 85 % не превышают 0,1 дБм.
При сварке одномодовых волокон приходится решать сложные инженерные задачи, связанные с необходимостью обеспечения малых значений осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 5...8 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Согласно [10] простая иллюстрация наиболее важных шагов при сварке ОВ представлена на рис. 6.28.
Процесс сварки ОВ в современных сварочных аппаратах может быть представлен следующим образом. Концы волокон устанавливаются друг относительно друга, каждое волокно фиксируется в подвижном V-образном блоке с магнитными зажимами. В большинстве современных сварочных аппаратов весь процесс является автоматическим. С помощью микропроцессора и электронной технологии сканирования концы волокон юстируются друг относительно друга с точностью 1/10000 мм [10]. Эта юстировка также контролирует угол скола и чистоту концов волокна. Концы волокна нагреваются с помощью электрической дуги между двумя точечными электродами и затем соединяются вместе образуя единое соединение.
В процессе сварки берут определенное количество электронных сканированных изображений, с которых можно наблюдать визуально или с помощью математического анализа качество соединения.
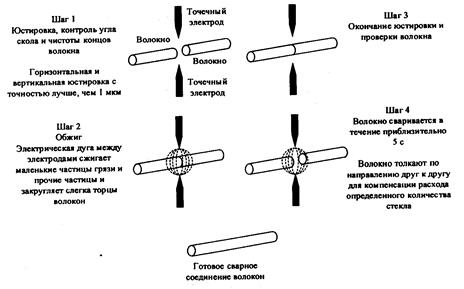
Рис.6.28. Иллюстрация наиболее важных шагов сварного соединения
Места соединения ОВ защищают одним из следующих способов: восстановлением защитного покрытия, заливкой места стыка эпоксидным компаундом и с помощью специальных гильз для защиты соединений световодов.
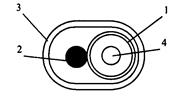
Рис.6.29. Конструкция гильзы для защиты сростка ОВ: 1-трубка из сэвилена; 2-металлический стержень; 3-термоусаживаемая трубка; 4-ОВ
Защитное покрытие восстанавливают, используя материалы с аналогичными свойствами. При этом соблюдают допуски, установленные на покрытия ОВ, а также технологические приемы их нанесения. Сросток ОВ укладывают в пресс-форму, наносят эпоксиакрилатную композицию, обладающую малой усадкой и хорошей адгезией к кварцу. Затем композицию отверждают с помощью ультрафиолетового излучения. Пресс-форма содержит вкладыш из прозрачного для ультрафиолетового излучения материала, в котором сформирован канал для ОВ. За счет этого диаметр восстановленного покрытия и концентричность соответствуют параметрам исходного волокна. В полевых условиях данный способ применять сложно. Для защиты сростка ОВ эпоксидным компаундом используют, как правило, специальные приспособления (ложементы) из металла или пластмассы. Волокно помещают внутрь приспособления и заливают эпоксидной смолой. Ускорение процесса полимеризации компаунда обеспечивается подогревом.
Однако на практике наиболее широко применяется способ защиты сростков ОВ с помощью специальных гильз: ГЗС (гильзы для защиты сростков) или КДЗС (комплект деталей для защиты сростков) [2]. Конструкция ГЗС (рис. 6.29) содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень диаметром 1,0 мм, и трубку из материала высокой текучести — сэвилена.
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ. После сварки ее надвигают на место сварки и нагревают. В процессе нагрева и усаживания трубки сэвилен расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
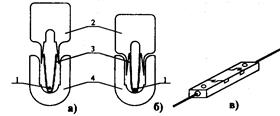
Рис.6.30. Механический сросток типа Fiberlock: а-соединитель при укладке ОВ; б, в-соединитель в собранном виде; 1-волокно; 2-пластмассовая крышка; 3-металлический выравнивающий элемент; 4-пластмассовое основание
Наиболее успешно со сваркой конкурирует способ соединения ОВ с помощью специальных соединителей — механических сростков. Подготовка ОВ в данном случае проводится так же, как и для сварки. Для механического соединения концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройства, после чего обе половины устройства соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов соединяемые волокна юстируются. Наиболее известны механические сростки типа Fiberlok фирмы ЗМ (США) (рис. 6.30). Потери в таком соединении не превышают 0,1 дБм [12].
Часть механических соединителей реализуется с помощью трубок с прецизионными отверстиями (рис. 6.31). При реализации этого вида соединения ОВ два конца волокна соединяются внутри одной и той же трубки, часто заполненной жидкостью с согласующим показателем преломления. Соединение защищено эпоксидным клеем [10].
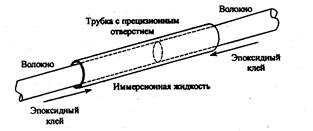
Рис.6.31. Механический соединитель, реализованный на базе трубки с прецизионным отверстием
Еще одним видом механического соединения ОВ является соединение, реализованное на базе трех прутков. Такой соединитель быстро и легко изготавливается и состоит из трех стальных прутов с таким диаметром, что когда пруты лежат продольно друг с другом между ними формируется канал имеющий тот же диаметр, что и соединяемые волокна (рис. 6.32).
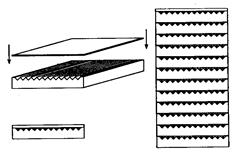
Рис.6.32. Соединитель из трех стальных прутков

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице
Термоусаживающаяся трубка держит пруты вместе. После внесения жидкости с согласующим показателем преломления концы волокон вставляются с различных концов в канал, образуя таким образом простое полупостоянное соединение. Соединитель из трех прутов используется в основном для различных измерений, где требуется быстрое соединение с лазером или измерителем мощности. При использовании жидкости с согласующим показателем преломления могут быть получены потери около 0,2 дБ [10].
Большое количество сложных механических соединителей требуется для изготовления соединения кабеля с ленточной укладкой волокон. Общий вид такого соединителя показан на рис. 6.33. Оба конца лент с волокнами зачищаются от первичного и вторичного покрытий. Волокна помещаются друг против друга между двумя силиконовыми пластинками, одна из которых имеет протравленные с большой точностью канавки. Затем две пластинки фиксируются с помощью пружинных зажимов. Волокна соединяются друг с другом и согласующая жидкость вводится в канавки. Несколько таких пластинок могут крепиться одна на другую, образуя таким образом соединительную матрицу для многоволоконного кабеля. До 144 волокон могут быть соединены таким образом [10].
Основной недостаток, ограничивающий применение механических сростков, это чрезвычайно высокие требования, предъявляемые к стабильности геометрических размеров соединяемых с их помощью волокон, в том числе и к диаметру волокна по первичному покрытию. Наибольшее распространение механические сростки находят на одномодовых ВОЛС.
Основным фактором, сдерживающим внедрение соединения ОВ методам склеивания, является отсутствие клея-запоЛнителя с оптическими характеристиками, близкими к кварцу, и способного за короткое время (до 10 мин) обеспечить жесткое фиксирование ОВ в конструкции соединителя. Применяемые в большинстве случаев клеи на основе эпоксидных компаундов, обладающие хорошими оптическими и прочностными характеристиками, имеют время полимеризации 2...24 ч. При повышенной влажности, что характерно для полевых условий, этот процесс еще более замедляется. Известен способ, когда для быстрого протекания реакции полимеризации в эпоксидную смолу марки Э-20 включают добавки алюминиевой пудры (около 5% объема смолы), создают необходимые температурные условия и подвергают сросток ультрафиолетовому излучению. Для этого сросток помещают в специальную камеру [2].
В практике при строительстве и эксплуатации ВОЛС метод склеивания самостоятельно пока не применяется. Волокна склеивают в механических сростках. Потери в таких соединениях составляют менее 0,1 дБм [2].
Совсем другие проблемы возникают в полупостоянных соединителях. Они должны соединяться и разъединяться много раз без увеличения затухания. Это означает, что к ним предъявляются требования на механическую прочность и долговечность и это практически применимо к коннекторам для соединения одномодовых волокон.
Можно сформулировать дополнительные требования к полупостоянным соединителям [10]. Они должны иметь точную концентричность; эффективную защиту против пыли и влаги. Соединение должно выдержать растягивающую нагрузку без увеличения затухания. Соединитель должен легко соединяться с кабелем (даже в случае полевого соединения), а также легко соединяться и разъединяться. Соединение должно быть долговечным.
Сегодня на рынке много различных видов механических соединителей, которые делятся на цилиндрический наконечник; конический наконечник; соединитель с расширенным излучением; коннектор для ленты с волокнами.

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице

Рис.6.34. Два соединителя с цилиндрическим наконечником, вмонтированным в соединительную муфту
Наиболее простым и недорогим видом изготовления механического соединителя является изготовление цилиндрического наконечника в виде стального или керамического наконечника. Наконечник одноволоконного оптического кабеля центрируется против наконечника одноволоконного кабеля в цилиндрической втулке (рис. 6.34). Выполнение этого вида механического соединения (некоторые из которых могут быть пригодны в полевых условиях) зависит в большой степени от концентричности отверстия в наконечнике и соединительной втулке. Среднее значение потерь составляет 0,2 - 1 дБ, в зависимости от формы и конечной поверхности (плоская или полусферическая).
Механический соединитель более сложной конструкции имеет конический наконечник. Концы содиняемых наконечников отшлифованы в конической форме для удобства центоовки (рис. 6.35). Соединительная втулка, в которую они вставляются, имеет биконическую форму отверстия. Качество соединения полностью зависит от качества шлифовки концов наконечников. Соединители с таким видом наконечников изготавливаются в заводских условиях. Среднее значение потерь составляет 0,3 дБ.
В соединителе с расширенным излучением свет из передающего волокна расширяется через линзу, создающую поток параллельных лучей света, который имеет большой диаметр (по сравнению с волокном). После соединения лучи направляются снова через линзу в приемном волокне (рис. 6.36). Этот метод используется для соединения военных кабелей в полевых условиях [10]. Преимущества этого метода в том, что соединяемые концы не подвергаются загрязнению как в случае ряда других видов механических соединителей. Обычно несколько волокон соединяются в одном соединителе.

Рис. 6.36. Схематическое изображение соединителя с расширенным излучением
Механический соединитель для ленты с волокнами имеет не цилиндрическую конструкцию. Лента с волокнами может иметь 1,4,8 или более параллельных волокон в первичном покрытии зафиксированных вместе в виде ленты. Поэтому соединитель должен иметь определенное количество отверстий диаметром 125 мкм, расположенных в ряд. Расстояние между отверстиями должно соответствовать расстоянию между волокнами в ленте. Основная конструкция соединителя для ленточной укладки волокон приведена на рис. 6.37 [10].
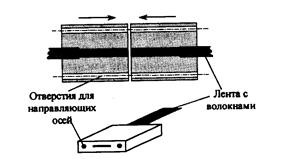
Рис. 6.37. Схематическое изображение соединителя для ленты с восьмью волокнами
6.3.4. Оконцовка волокна
Для стыковки двух ОВ с помощью коннекторов каждое волокно должно иметь на конце соединитель. В большинстве случаев неразъемный соединитель является более простым устройством, чем разъемный соединитель (разъем). Одноразовый (неразъемный) соединитель состоит всего лишь из нескольких частей, сварочный — в простейшем варианте вообще не имеет дополнительных компонент. Волоконно-оптический соединитель должен [1]: закреплять волокно вдоль оптической оси; предохранять волокно; связывать волокно с кабелем. Под этим подразумевается, что кабель, обычно имеющий силовые элементы, также предохраняет волокно от прилагаемого натяжения.
Части оконцованного соединителя связываются друг с другом соединительным патроном (рис. 6.38). Патрон имеет высверленное с высокой точностью отверстие и внешние зажимы для быстрого закрепления частей устройства. Высверленная часть бывает либо чисто металлической, либо содержит пластиковую вставку, обеспечивающую эластичное уплотнение соединителя.
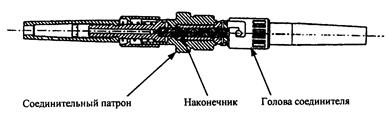
Рис. 6.38. Соединитель
В большинстве соединителей для поддерживания волокна вдоль оптической оси используются специальные наконечники. В каком-то смысле многие соединители отличаются только корпусами, включающими в себя наконечники. Керамические наконечники позволяют достичь лучшего качества, чем металлические и пластиковые, кроме того, они наиболее предпочтительны для одномодовых волокон. Керамика является прочным материалом, позволяющим высверливать отверстие под волокно с высокой точностью. Кроме того, она имеет прекрасные температурные и механические свойства, которые практически остаются прежними при изменении температурных и других внешних условий.
Пластиковые наконечники снижают стоимость соединителя, но обеспечивают менее качественное соединение. Наконечники из нержавеющей стали имеют промежуточные характеристики. Их популярность объясняется прочностью и меньшей хрупкостью по сравнению с керамикой.
Для наконечников используется два вида керамик: окись алюминия и окись циркония. Первоначально применяли окись алюминия — твердый, неэластичный материал, позволяющий очень точно выдерживать допуски. Коэффициент теплового расширения окиси алюминия — степень увеличения или уменьшения линейных размеров образца при изменении температуры — очень близок аналогичному коэффициенту для стекла. Недостатком данного материала является его хрупкость и разрушение при незначительных давлениях. Кроме того, полировка окиси алюминия достаточно сложна, особенно в полевых условиях.
Окись циркония — более мягкий вид керамики и более устойчивый по отношению к механическим ударам. Он к тому же достаточно прочен и позволяет выдерживать допуски подобно окиси алюминия, но, в отличие от нее, легче полируется. Наиболее популярный размер наконечника равен 2,5 мм в диаметре, что фактически стало стандартом.

Рис. 6.39. LME коннектор
LME коннектор с цилиндрическим наконечником для использования с многомодовыми волокнами был разработан фирмой Ericsson. Он может быть рассмотрен как предшественник SMA коннектора. В отличие от SMA (на который существует мировой стандарт) ЬМЕ коннектор имеет направляющий соединитель, который удерживает неподвижно наконечники для их соединения (рис. 6.39).
SMА коннектор является одним из первых стандартизованных коннекторов для волоконно-оптического кабеля, принятый к эксплуатации во многих странах мира. Коннектор, предназначенный для соединения только многомодового волокна, (рис. 6.40) имеет цилиндрическую форму с непружинным наконечником диаметром 3,174 мм. В нем существует воздушная прослойка между двумя частями коннекторов, которые скручены в соединительной втулке. Существует риск повреждения при соединении этих частей коннектора. Волокна приклеиваются в наконечнике, и затем полируются и шлифуются. После полировки наконечник должен иметь длину 9,808 мм. При шлифовке наконечника получают три степени точности. Силовые элементы кабеля зажимаются с помощью пластикового рукава на другом конце коннектора. SMA коннектор применяется для соединения или разъединения в полевых условиях и исполыуется преимущественно для соединения в сетях передачи данных, структурированных сетях, датчиках и другом оборудовании, использующем многомодовые волокна.

Рис. 6.40. SMA коннектор
FC коннектор был разработан первоначально японской фирмой NTT. В отличие от коннекторов, описанных выше, FC коннектор имеет пружинный наконечник цилиндрической формы (рис. 6.41). Наконечник имеет диаметр 2,499 мм, который немного меньше диаметра наконечника SMA коннектора. Наконечник имеет отшлифованную поверхность, которая отражает свет в обратном направлении к передатчику. Поэтому FC коннектор рекомендуется только для использования с передатчиком, имеющим лазерный источник света. Преимущество пружинного наконечника заключается в том, что конечные поверхности коннекторов могут лежать друг против друга и нет строгих норм к длины наконечника.

Рис. 6.41. FC коннектор
В дальнейшем был разработан FC/РС коннектор с уменьшенным отражением от конечной поверхности. Конечная поверхность была отшлифована в полусферической форме (рис. 6.42). Конец сначала отшлифовывался с радиусом кривизны 60 мм, но для большего уменьшения отражения в настоящее время радиус составляет 20 мм. В случае использования в качестве передатчика лазерного диода рекомендуется использовать PC коннектор, потому что у него маленький коэффициент отражения. PC коннектор также рекомендуется использовать в тех случаях, когда в будущем планируется заменить светодиодный источник света на лазерный.
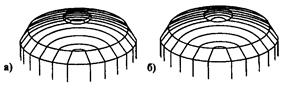
Рис. 6.42. Шлифовка наконечника формы сферического изгиба: а-супер РС методом; б-ультра РС методом
Наконечники в FC и FC/РС коннекторах сделаны из нержавеющей стали с керамическими капиллярами или являются полностью керамическими. Последний вид исполненная имеет низкую стоимость; более лучший физический контакт и долговечность.
FC/РС коннектор преимущественно используют в телефонных распределительных панелях, повторителях и на линиях большой протяженности для соединения активных элементов или в высокоскоростных передатчиках (лазеры или там, где требуется низкий коэффициент отражения).
Коннекторы монтируются на одно- или двухволоконный кабели (пигтейл), которые затем соединяются (механически или методом сварки) с волокнами волоконно-оптического кабеля. Патчкорды используют для соединения и разъединения передающего или измерительного оборудования.

Рис. 6.43. SC коннектор
SC коннектор это новый стандартный коннектор, разработанный японской фирмой NNT (рис. 6.43). Корпус коннектора — пластиковая прямоугольная коробочка с фиксирующейся за глушкой. Наконечник выполняется из керамики и фиксируется пружиной. Диаметр наконечника такой же как и у FC и FC/PC коннекторов. Он имеет в основном те же оптические характеристики, что и РС коннектор, но его плотность увеличена в 8 раз. Все части, не влияющие на оптические характеристики коннектора, изготовлены из пластика. Область его использования та же, что и у коннекторов, описанных выше.

Рис. 6.44. ST коннектор
ST коннектор выпускают как для одномодового так и для многомодового волокна (рис.6.44) ST коннектор соединяется и разъединяется методом штыкового соединения, это похоже на BNC коннектор для коаксиальных кабелей. Наконечники обоих коннекторов выпускаются или металлокерамическими или полностью керамическими.

Рис. 6.45. LС коннектор
Малогабаритные коннекторы типа LC (рис. 6.45) относятся к новому поколению оптических коммутационных изделий и разработаны американской компанией Lucent Technologies в 1997 г. Конструкция соединителя, выпускаемая как в одномодовом, так и в многомодовом вариантах, основана на применении керамического наконечника диаметром 1,25 мм и пластмассового корпуса с внешней лепестковой защелкой для фиксации в гнезде соединительной розетки. Коннектор допускает как одиночное, так и дуплексное использование.
Наконечник с внешним диаметром 1,25 мм и специальными конструктивными решениями существенно улучшает массогабаритные показатели коннектора и розетки. Розетка по своим посадочным местам полностью соответствует стандартному гнезду RJ-45 и за счет этого позволяет установку во все стандартные из cтандартные изделия Lucent Technologies при увеличении плотности портов вдвое без изменения внешних габаритов. Разработчики коннектора гарантируют до 500 циклов включения-отключения без ухудшения характеристик потерь. Этому, наряду с использованием керамического наконечника, способствует принцип линейного включения вилки в гнездо (push pull).
Для установки коннектора LС применяются стандартные процедуры заклейки на эпоксидной смоле. Конструкция коннектора допускает его монтаж как на волокне в буферном покрытии 0,9 мм, так и на соединительных шнурах с 2,4-мм шлангом. При этом монтаж на 900-микрометровое волокно может производиться в полевых условиях, тогда как наклейка на кабель в шланге 2,4 мм в процессе изготовления соединительных шнуров из-за малых габаритов выполняется только на производстве.
FDDI коннектор разработан преимущественно для высокоскоростных сетей передачи данных, что требовало передачи сигналов на большие расстояния (свыше 2 км между пунктами). FDDI коннектор имеет конструкцию сдвоенного волоконного кольца (рис. 6.46).

Рис. 6.46. Коннектор для FDDI сети. Коннектор содержит оконцовку входного и выходного волокна
Коннектор с линзовым расширением луча разработан для использования в особенно жестких условиях эксплуатации. Волокно снабжено линзами на концах коннектора. Линзы расширяют луч, выходящий из волокна, затем он передается через коннектор на другой конец, где похожая линза производит обратный процесс. Расширенный луч менее чувствителен к загрязнению.
Коннектор с линзовым расширением луча может использоваться для оконцовки от одного до четырех волокон (рис. 6.47).

Рис. 6.47. Коннектор с линзовым расширением луча

Рис. 6.48. MТконнектор
MT коннектор используется для соединения 1,4,8 волоконных оптических ленточных кабелей.(рис.6.48). Он имеет исключительно маленькие размеры 3х7х10 мм. В качестве направляющих для юстировки оптических волокон в его конструкции используются два металлических стержня. Поверхности коннектора зашлифованы параллельно, и коннектор держится вместе с пружиной. Потери в МТ коннекторе не должны превышать 1 дБ.
Рассмотрев конструкции соединителей ОВ можно отметить следующее. Оптические волокна соединяются с помощью постоянных или полупостоянных соединений. Наилучшее соединение получается при сварке волокон вместе с помощью сварочного аппарата. Этот метод соединения является недорогим, если делать большое количество сварок. Для линий небольшой длины, где требования к потерям на соединение не такие строгие, в качестве более дешевой альтернативы используют механические соединители.
Существует большое количество различных коннекторов. Для структурированных сетей и низкоскоростных оптических сетей коннекторы могут быть подготовлены, отшлифованы и отполированы прямо на месте установки специальным оборудованием, индивидуальным для каждого вида монтажа. На телефонных станциях ГТС и междугородных ОРП оконцовка кабелей больших телекоммуникационных сетей всегда осуществляется коннекторами, отшлифованными заводским способом. Существуют коннекторы для многомодовых и одномодовых волокон. В последнее время разработаны специальные виды коннекторов, например FDDI коннекторы, разработанные для соединения сетей с высокими требованиями.
6.3.5. Конструкции муфт ОК и особенности их монтажа
Муфты ОК различают по назначению: для магистральных и городских сетей связи; для кабелей, прокладываемых в канализации, в грунт, под водой и подвешиваемых на опорах; прямые и разветвительные муфты (перчатки). По конструкции муфты могут быть проходными (рис.6.49) и тупиковыми (рис. 6.50).

Рис. 6.49. Схемы проходных муфт:
а — прямая; б — разветвительная;
1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
Поскольку существует большое количество конструкций ОК, а также многообразие условий их прокладки, то и весьма велик перечень оптических муфт, обеспечивающих их соединение.
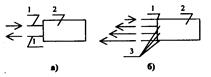
Рис. 6.50. Схемы тупиковых муфт: а-прямая; б-разветвительная; 1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
За рубежом применяют различные варианты сборных муфт, которые могут использоваться многократно. Герметичность подобных муфт обеспечивается с помощью специальных прокладок, резьбовых и болтовых соединений. В России и Украине сертифицированы муфты зарубежных фирм, среди которых, в первую очередь, следует назвать муфты фирм Тусо Electronics Raychem и Reichle & De-Massari (рис. 6.51).
В СССР производство оптических муфт было освоено в середине 80-х годов опытным заводом треста «Мостелефонстрой». В настоящее время ведущим производителем таких муфт на территории СНГ является юридический преемник завода — ЗАО «Связьстройдеталь». Производимые в настоящее время муфты сформировались в результате сотрудничества ЗАО «Связьстройдеталь» с такими ведущими операторами связи как Московская ГТС, АО «Ростелеком», АО «Транстелеком», строительными организациями и кабельными заводами. Разрабатывает конструкции и производит оптические муфты также опытный завод АО «Лентелефонстрой» (С.-Петербург). Подробно познакомиться с конструкциями оптических муфт и методами их монтажа можно в [13]. Здесь ограничимся лишь краткой характеристикой основных типов муфт производства ЗАО «Связьстройдеталь».
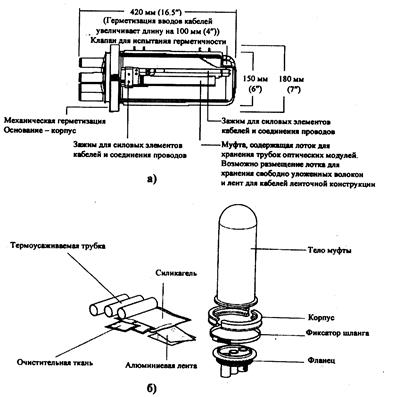
Рис. 6.51. Муфты для ОК фирм:
e — Raychem (FOSC 400 А4); б - Reichle 8 De-Massari (R301389)
Ни один изготовитель не в состоянии создать универсальный комплект муфты, который подходил бы для любого кабеля и для любого места установки муфты. Поэтому, как правило, создаются минимальные, так называемые базовые комплекты, которые при необходимости пополняются всеми нужными деталями и материалами. «Связьстройдеталь» все дополнительные детали и материалы группирует в специальные комплекты: базовые, монтажные, эксплуатационные, установочные, защитные, заземляющие и ремонтные.
Рис. 6.52. Муфта оптическая городская МОГ-01-IV (проходная)
В базовый комплект входит минимальный набор деталей: корпус муфты, внутренний кронштейн и крепежные детали, одна кассета для выкладки оптических волокон и фиксации защитных гильз, материалы и детали для герметизации корпуса. Стандартными являются также ремонтные комплекты для оптической и устанавливаемой в котлованах поверх нее чугунной защитной муфты. Все остальные комплекты составляются из отдельных деталей и узлов с учетом особенностей кабелей и мест установки муфт у конкретного заказчика.
Муфты оптические городские типа МОГ (рис. 6.52) предназначены для сращивания ОК в кабельной канализации, коллекторах и туннелях. Выпускаются в стандартном МОГ (длина — 1130 мм, укороченном МОГУ (длина 820 мм) и тупиковом МОГ (длина — 686 мм) вариантах.
Основу базового комплекта муфты МОГ составляют полиэтиленовая труба диаметром 90 мм, два полиэтиленовых конуса, лоток и кассета с крышкой. В комплект разветвительных муфт МОГ входят оголовники с двумя или тремя патрубками. Муфты позволяют сращивать до 32 (при установке одной кассеты), до 64 ( при установке двух) и до 96 оптических волокон (при установке трех). Герметизация муфт осуществляется «горячим» (с помощью термоусаживаемых трубок) либо «холодным» способом (с использованием герметизирующих и упрочняющих лент компании 3M или аналогичных отечественного производства).
Модернизированные муфты МОГ-М и МОГу-М имеют по три патрубка с каждой стороны. Муфта МОГт-М — один оголовник с тремя патрубками.
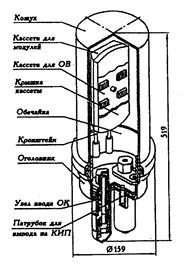
Рис.6.53. Муфта оптическая тупиковая МТОК 96-01-IV
Муфты тупиковые типа МТОК 96 предназначены для сращивания до 96 волокон магистральных и внутризоновых ОК с любыми бронепокровами, прокладываемыми в грунтах всех категорий, в кабельной канализации, а также подвешиваемых на опорах воздушных линий связи и линий электропередач. Муфты имеют прямой и разветвительный варианты. Их наружные детали и кассеты выполнены из пластмассы.
Для монтажа кабелей, прокладываемых в грунте, изготавливается муфта МТОК-96-01-IV (рис. 6.53).
Для установки в грунте муфта поставляется в комплекте с чугунной муфтой МЧЗ длиной 520 мм и диаметром 192 мм. Чугунная муфта герметизируется с помощью двухкомпонентного герметика. При установке в кабельной канализации МТОК 96-01-IV используется без МЧЗ и фиксируется горизонтально на специальном кронштейне.
Муфты МТОК 96B-01 IV предназначены для кабелей, проходящих через водные преграды и имеющих двойную проволочную броню. Они монтируются всегда как прямые. Муфты МТОК 96В размещаются внутри чугунных муфт МЧЗ и укладывается на дно водоема. На выходе из чугунной муфты кабели фиксируются с помощью дополнительных маталлических элементов.
Муфты МТОК 96Т-01-IV и МТОК 96TI-01-IV являются универсальными и не привязываются к кабелям определенного типа. Поэтому базовые комплекты этих муфт вообще не имеют узлов ввода, которые включаются в монтажные комплекты в зависимости от конкретного заказа. Эти муфты могут использоваться, в частности, для сращивания подвесных самонесущих кабелей с повивом из синтетических нитей или с броней из стеклопластиковых прутков, а также ОК с металлическим гофрированным бронепокровом или с алюмополкзтипеновой оболочкой и повивом из синтетических нитей, прокладываемых в канализации или защитных пластиковых трубах. При необходимости в муфты МТОК 96 Т и МТОК 96 T1 можно ввести кабели транзитных модулей.
Все стыки на муфтах типа МТОК 96 герметизируются отрезками термоусаживаемых трубок с подклеивающим слоем, за исключением МТОК 96 Tl-01-IV, на которой стык оголовника с корпусом герметизируется механическим зажимом.
Муфты подвесные тупикового типа МОПГ-01-IV предназначаются для прямого и разветвительного сращивания строительных длин магистральных самонесущих ОК и ОК, встроенных в грозотрос. Муфты рассчитаны на установку в них до четырех кассет с общим числом сростков ОВ до 128. МОПГ имеет металлический корпус, оснащенный пятью портами для установки и крепления в них узлов ввода кабелей.
Муфты МОПГ, устанавливаемые на опорах ЛЭП вне охранных зон, должны быть защищены металлическими защитными кожухами. Смонтированые муфты герметичны.
Рис. 6.54. Укладка соединительных ОВ и защитных гильз в кассете
Очень важным этапом, от которого зависит надежность работы ОВ, являются выкладки их в кассете и фиксация защитных гильз. На рис. 6.54 показана укладка ОВ и защитных гильз в кассете. Кассету закрывают крышкой и в двух местах скрепляют липкой лентой. Одновременно к ней прикрепляют паспорт на смонтированную муфту.
Центральные силовые элементы в виде стальных тросов или проволок в муфтах ЗАО «Связьстройдеталь» соединяются и закрепляются на лотках и кронштейнах в специальных узлах, входящих в комплекты муфт. Эти же узлы позволяют закреплять и силовые элементы из нитей СВМ (синтетический высокопрочный материал). Металлические элементы ОК в виде проволочной брони фиксируются в узлах ввода. В муфтах МТОК 96 обеспечивается электрическое соединение брони сращиваемых ОК и вывод общего провода заземления, либо изолирование брони каждого кабеля и вывод от каждого ОК отдельного провода заземления.