3.1. Многомодовые и одномодовые оптические волокна из кварцевого стекла
3.2. Материалы оптических волокон из кварцевого стекла
3.3. Изготовление оптических волокон
3.3.2. Технология изготовления опорных кварцевых труб
3.3.3. Изготовление заготовок путем плавления стекла
3.3.4. Изготовление заготовки методом осаждения стекла из паровой фазы
3.3.5. Модифицированный метод химического парофазного осаждения (MCVD)
3.3.6. Плазменный метод химического парофазного осаждения (PCVD)
3.3.7. Метод внешнего парофазного осаждения (OVD)
3.4. Конструкции и материалы волоконно-оптических кабелей
3.4.1. Типы конструкций волоконно-оптических кабелей
3.4.2. Основные элементы волоконно-оптического кабеля
3.4.3. Защита волоконно-оптического кабеля от влаги
3.4.4. Пожаробезопасность волоконно-оптических кабелей
3.4.5. Материалы для конструктивных элементов волоконно-оптических кабелей
3.1. Многомодовые и одномодовые оптические волокна из кварцевого стекла
В середине 70-х годов двадцатого века после серии успешных экспериментов фирмой Corning (США) была разработана технология получения оптического волокна с потерями 4 дБ/км. Это было многомодовое оптическое волокно с диаметром сердцевины 50 мкм, рассчитанное на работу в диапазоне длин волн 0,82 … 0,87 мкм. На его основе были созданы первые промышленные волоконно-оптические кабели, которые в ограниченном объеме начали применяться для решения специализированных связистских задач.
Какое-то время казалось, что эта ситуация продлится достаточно долго и, что до широкого применения волоконной оптики в связи пройдет не один десяток лет. Однако уже в начале 80-х годов большая потребность в каналах связи заставила связистов обратить внимание на уникальные возможности волоконной оптики. Целый ряд компаний США, Японии, Германии и других стран выделили значительные средства на развитие волоконной оптики. В результате этого были разработаны и созданы новые технологии и типы оптических волокон и кабелей различного назначения.
Согласно ГОСТ 26793-85 «Компоненты ВОСПИ. Система условных обозначений» все ОВ подразделяются на группы — по типу распространяющегося излучения, на подгруппы-по типу профиля показателя преломления и на виды — по материалу сердечника и оболочки.
Различают следующие группы ОВ: многомодовое (М), одномодовое без сохранения, поляризации излучения (Е) и одномодовое с сохранением поляризации излучения (П). Группа многомодовых ОВ делится на две подгруппы: со ступенчатым (С) и градиентным (Г) профилями показателя преломления. В зависимости от материалов сердцевины и оболочки ОВ подразделяются на следующие виды: 1 — сердцевина и оболочка кварцевые; 2 — сердцевина кварцевая, оболочка полимерная; 3 — сердцевина и оболочка из многокомпонентного стекла; 4 — сердцевина и оболочка из полимерного материала;5-прочие.
Международная система классификации оптических волокон основана на Рекомендациях ITU-Т G.650 и публикации IEC №793 [1,2]. Так, согласно рекомендациям IEC предусмотрены два класса ОВ: А и В, к которым соответственно относятся многомодовые и одномодовые волокна. При этом категория многомодовых ОВ определяется материалом сердцевины и оболочки, а также профилем показателя преломления, а категория одномодовых волокон определяется центральной длиной волны и длиной волны нулевой дисперсии (табл. 3.1).
Таблица 3.1. Категории оптического волокна
| Класс ОВ | Категория ОВ | Материал | Тип волокна | Диапазон | Номинальная длина волны нулевой дисперсии, нм | Номинальная длина волны, нм |
| Многомодовые | А1 | Стеклянная сердцевина, стеклянная оболочка | С градиентным ППП | 1≤u<3 | — | — |
| А2.1 | С квазиступен-чатым ППП | 3≤u<10 | — | — | ||
| А2.2 | Со ступенчатым ППП | 10≤u<∞ | — | — | ||
| А3 | Со ступенчатым ППП | 1≤u<∞ | — | — | ||
| А4 | Полимерное волокно | С | — | — | — | |
| Одномодовые | В1.1 | Стеклянная сердцевина, стеклянная оболочка | — | — | 1300 | 1310 |
| В1.2 | — | — | 1300 | 1550 | ||
| В2 | — | — | 1550 | 1550 | ||
| В3 | — | — | 1300 и 1550 | 131 и 1550 |
Первое использованное в системах связи оптическое волокно было многомодовым, в котором может распространяться одновременно большое число мод — лучей, введенных в световод под разными углами. Многомодовое ОВ обладает относительно большим диаметром сердцевины (стандартные значения 50 и 62,5 мкм) и, соответственно, большой числовой апертурой, что облегчает его монтаж и эксплуатацию. Основным недостатком такого волокна является межмодовая дисперсия для уменьшения влияния которой было разработано многомодовое волокно с градиентным профилем показателя преломления. Однако полностью устранить межмодовую дисперсию все же не удается, что объясняется как несовершенством профиля показателя преломления, так и наличием так называемых спиральных мод, возникающих вследствие осевой симметрии ОВ, избавиться от которых в принципе невозможно.
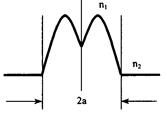
Рис. 3.1. Квазипараболический ППП многомодовых ОВ
Градиентное ОВ харакля преломления, являющимся монотонной убывающей функцией радиуса в пределах его сердцевины. Оптимальным профилем показателя преломления в ОВ является параболический. Однако в реальных условиях получить параболический профиль показателя преломления практически не удается вследствие несовершенства технологии изготовления заготовок, поэтому обычно вводят термин квазипараболический профиль показателя преломления, характеризующийся многоступенчатостью и наличием центрального провала, ухудшающего дисперсионные свойства ОВ (рис. 3.1).
Основные характеристики многомодовых ОВ, выпускаемых некоторыми ведущими фирмами [4, 5, 6, 7] в соответствии с требованиями международного стандарта и Рекомендации ITU-Т G-651 [2, 3], приведены в табл. 3.2. Сегодня применение МОВ, работающих в первом и втором окнах прозрачности с номинальными длинами волн 850 нм и 1300 нм, ограничено, как правило, локальными сетями и сетями связи с технологией PDH.
Например, фирма Corning в последние годы для высокоскоростных, базирующихся на лазерной технологии локальных сетей (LAN), таких как Gigabit Ethernet выпустила волокна InfiniCor™ 300, InfiniCor™ 600 и InfiniCor 1000. Эти волокна способны передавать информацию до 300, 600 и 1000 м, соответственно. При использовании более медленных протоколов, таких как Fast Ethernet, FDDI и 155 МБит/с АТМ, эти волокна могут эффективно работать и на расстояниях больших, чем 2000 м.
Таблица 3.2. Характеристики многомодовых ОВ, выпускаемых некоторыми фирмами
| Фирма | Lucent Technologies | Corning | Fujikura | Sumitomo Electric | |||||||||
| Диаметр сердевины, мкм | 62,5 ± 3,0 | 62,5 ± 3,0 | 50 ± 3,0 | 50 ± 3,0 | 50 ± 3,0 | 62,5 ± 3,0 | 100 ± 5 | ||||||
| Неконцентричность сердцевины, % | ≤6,0 | ≤5,0 | ≤5,0 | – | – | – | – | ||||||
| Диаметр оболочки, мкм | 125,0 ± 1,0 | 125,0 ± 0,2 | 125,0 ± 0,2 | 125,0 | 125,0 ± 0,2 | 125,0 ± 0,2 | 140,0 ± 3,0 | ||||||
| Диаметр покрытия, мкм | 245,0 ± 10 | 245,0 ± 10 | 245,0 ± 10 | 250,0 | 250,0 ± 10 | 250,0 ± 10 | 250,0 ± 10 | ||||||
| Неконцентричность сердцевины и оболочки, мкм | ≤ 3,0 | ≤ 3,0 | ≤ 3,0 | — | — | — | — | ||||||
| Некруглость оболочки, % | ≤ 2,0 | ≤ 2,0 | ≤ 2,0 | — | — | — | — | ||||||
| Неконцентричность покрытия, мкм | ≤ 12 | ≤ 12 | ≤ 12 | — | — | — | — | ||||||
| Длина волны нулевой дисперсии, нм | 1328 ÷ 1350 | 1332 ÷ 1354 | 1297 ÷ 1316 | — | — | — | — | ||||||
| Наклон кривой дисперсии пс/(нм2 км) | 0,11 | 0,097 | ≤ 0,101 | — | — | — | — | ||||||
| Максимальное затухание (дБ/км) на |
850 | 2,8 ÷ 3,5 | 2,8 ÷ 3,0 | ≤ 2,5 | 2,4 ÷ 2,5 | 3,0 | 3,0 | 2,5 | 3,5 | 3,5 | 4,0 | 4,0 | |
| 1300 | 0,7 ÷ 1,0 | 0,6 ÷ 0,7 | ≤ 0,8 | 0,5 ÷ 0,8 | 1,0 | 1,0 | 0,7 | 1,5 | 1,5 | 2,0 | 2,0 | ||
| Мах. превышение затухания на |
Менее чем на 1,0 | Менее чем на 1,0 | Менее чем на 0,3 | — | — | — | — | ||||||
| Затухание на изгибе (100 витков радиусом в 75 мм на |
850 | — | ≤ 0,5 | ≤ 0,5 | — | — | — | — | |||||
| 1300 | — | ≤ 0,5 | ≤ 0,5 | — | — | — | — | ||||||
| Ширина полосы пропускания (МГц км) на |
850 | 160 ÷ 250 | 160 ÷ 200 | 400 ÷ 600 | 200 | 400 | 150 | 150 | 150 | 100 | |||
| 1300 | 400 ÷ 1000 | 200 ÷ 600 | 400 ÷ 1000 | 200 ÷ 500 | 500 | 400 | 500 | 200 | 300 | 300 | |||
| Прочность, ГПа | ≥0,7 (1% удлинении) | ≥ 0,7 (1% удлинении) | ≥ 0,7 (1% удлинении) | — | — | — | — | ||||||
| Сила снятия покрытия, Н | 1,3 …≤ 8,9 | 3,2 | 3,2 | — | — | — | — | ||||||
| Вид покрытия | D-LUX двойной слой улучшенного УФ-акрилата | СРС6 улучшенное двойное покрытие из акрилата | СРС6 улучшенное двойное покрытие из акрилата | УФ-акрилат или силикон+нейлон | УФ-акрилат или силикон+нейлон | УФ-акрилат или силикон+нейлон | УФ-акрилат или силикон+нейлон | ||||||
| Собственный радиус изгиба, м | ≥ 2 | — | — | ≥ 2 | — | — | — | ||||||
| Диапазон рабочих температур, оС | -60 … +85 | -60 … +85 | -60 … +85 | -60 … +85 | — | — | — | ||||||
| Разность показателей преломления, % | 2,0 | 2,0 | 1,0 | — | — | — | — | ||||||
| Эффективный показатель преломления на |
850 | 1,496 | 1,496 | 1,490 | — | — | — | — | |||||
| 1300 | 1,491 | 1,487 | 1,486 | — | — | — | — | ||||||
| Числовая апертура | 0,275 ± 0.015 | 0,275 ± 0.015 | 0,200 ± 0.015 | — | 0,210 ± 0.02 | 0,275 ± 0.015 | 0,280 ± 0.02 | ||||||
| ППП | градиентный | градиентный | градиентный | градиентный | градиентный | градиентный | градиентный | ||||||
Потребность в увеличении полосы пропускания и дальности передачи сигнала привела к необходимости применения одномодового оптического волокна, т. е. волокна со ступенчатым профилем показателя преломления, диаметр сердцевины и соотношение показателей преломления сердцевины и оболочки которого выбраны таким образом, что в нем может распространяться только одна мода. Межмодовая дисперсия в таком волокне отсутствует, а ширина полосы пропускания ограничивается хроматической дисперсией. Стандартное одномодовое волокно (SSF) предназначено для работы в диапазоне длин волн 1285 — 1330 нм, в котором величина хроматической дисперсии достигает минимального, близкого к нулю, значения. Можно также использовать это ОВ в спектральном диапазоне 1525–1565 нм, затухание на этих длинах волн очень мало (-0,2дБ/км), а коэффициент хроматической дисперсии составляет 16 — 18 пс/нм км. Параметры стандартного одномодового ОВ регламентируются Рекомендацией ITU-Т G.652[4]. Это исторически первое и наиболее широко распространенное волокно, применяемое с 1983 г.
Растущая потребность в увеличении полосы пропускания и протяженности оптических линий привела к возникновению ряда модификаций стандартного одномодового волокна. Первой модификацией ООВ стало волокно со смещенной в область 1550 нм длиной волны нулевой дисперсии (DSF). В этом волокне область минимума оптических потерь совпадает с областью минимальной хроматической дисперсии. Параметры этого ОВ регламентируются Рекомендацией ITU-Т G.653 [5]. Волокно со смещенной дисперсией хорошо совместимо с оптическими усилителями, поскольку интервал длин волн, в котором ОВ имеет наилучшие параметры по затуханию и дисперсии, совпадает с полосой максимального усиления оптических усилителей на эрбиевом волокне. Такой тип волокна предпочтителен как для высокоскоростных линий связи с большой длиной регенерационного участка так и для технологий оптического уплотнения. Возможно также применение этого ОВ в системах со спектральным уплотнением (WDM) при ограниченной протяженности регенерационного участка, пониженной мощности передаваемого сигнала и ограниченной плотности спектральных компонент. Однако эти волокна имеют недостаток, связанный с возникновением нелинейных эффектов (так называемый эффект смешивания некоторых волн), возникающих при использовании оптического усилите ля на основе волокна, легированного эрбием EFDA, в середину рабочего диапазона которого попадает длина волны нулевой дисперсии этого волокна.
Второй модификацией ООВ стало волокно с затуханием, минимизированным на волне 1550 нм [6], соответствующее Рекомендации ITU-Т G.654. Волокна этой модификации на сетях электросвязи не нашли применения.
Следующей модификацией ООВ стало волокно со смещенной ненулевой дисперсией (NZDSF). Внедрение технологии «плотного» частотного уплотнения (DWDM) совместно с использованием эрбиевых оптических усилителей привело к разработке такого типа оптических волокон. При использовании технологии DWDM в ОВ одновременно вводится большое количество (до 100 и более) оптических сигналов на близких длинах волн, каждый из которых несет свой, независимый от других, информационный поток. Применение этой технологии позволяет радикально повысить пропускную способность оптических линий, но при этом накладывает определенные требования на само ОВ, как на среду передачи оптического излучения. Основным из них является отсутствие искажений сигнала передаваемого каждой спектральной компонентой по отдельности, что в данном случае эквивалентно отсутствию хроматической дисперсии, поскольку именно она приводит к искажению цифрового сигнала и соответственно возникновению битовых ошибок. Однако при отсутствии хроматической дисперсии возникает проблема нелинейных эффектов, обусловленная высокой мощностью оптических сигналов в волокне, что связано с необходимостью передачи на большие расстояния и применением оптических усилителей при высокой плотности спектральных компонент. Наиболее важным для систем, использующих DWDM-технологии, является эффект четырехволнового смешивания, приводящий через взаимодействие отдельных спектральных компонент со средой (сердцевиной ОВ) к взаимодействию спектральных компонент друг с другом. Из-за этого эффекта после прохождения DWDM сигналом определенной длины волокна возникают компоненты на кратных частотах, т. е. становится невозможным демультиплексирование сигнала. Как выяснилось, наличие в ОВ некоторого уровня хроматической дисперсии эффективно подавляет влияние нелинейных эффектов.
NZDSF-волокно, отвечающее вышеперечисленным требованиям, используется в линиях с большой протяженностью регенерационного участка с DWDM-уплотнением сигнала. Параметры этого волокна регламентируются Рекомендацией ITU-Т G.655 [7]. Рабочий диапазон для таких ОВ 1530 — 1565 нм, уровень коэффициента хроматической дисперсии в рабочем диапазоне 0,1 — 6 пс/(нм.км) обеспечивает достаточно низкое значение дисперсии оптического сигнала в волокне. В свою очередь, такой уровень дисперсии достаточно низок для обеспечения скорости передачи до 10 Гбит/с в каждом спектральном канале, и в то же время достаточно высок для эффективного подавления нелинейных эффектов при использовании DWDM-технологий. Даже без использования DWDM-технологии этот тип волокон обеспечивает большую пропускную способность и протяженность регенерационного участка, чем стандартное одномодовое волокно. Интересной особенностью является возможность получения волокон с одинаковой по величине, но разной по знаку дисперсией (NZDSF+ и NZDSF — волокна), что дает возможность построения линий с близкой к нулю дисперсией, без применения дополнительных устройств.
На сегодняшний день выпуск волокон со смещенной ненулевой дисперсией налажен фирмами Fujikura, Lucent Technology и Corning [8, 9, 10]. Волокно TrueWave фирмы Lucent Technologies и волокно SMF-LS фирмы Corning имеют ненулевую дисперсию во всем диапазоне полосы пропускания эрбиевого усилителя. Первое волокно обеспечивает положительную величину коэффициента хроматической дисперсии, имея точку нулевой дисперсии вблизи 1523 нм, а второе — отрицательную величину, имея точку нулевой дисперсии несколько выше 1560 нм (рис. 3.2).
При дальнейшем технологическом усовершенствовании фирмой Coming было выпущено волокно NZDSF марки LЕАF с большой эффективной площадью для светового поля, предназначенное для систем спектрального уплотнения с большим числом каналов в диапазоне 1550 нм и внутриканальной скоростью передачи 10 Гбит/с. За счет увеличения эффективной площади для светового потока волокно LEAF увеличивает уровень оптической мощности в системе на 2 дБ по сравнению с обычным и волокнами с ненулевой смещенной дисперсией. Это, в свою очередь, приводит к существенным системным преимуществам, улучшению отношения сигнал-шум, снижению уровня ошибок, более длинным усилительным участкам.
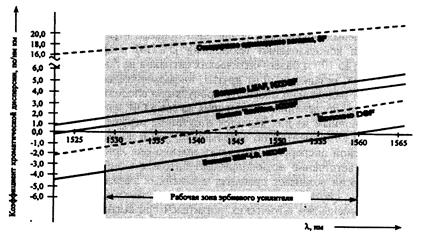
Рис. 3.2. Коэффициент хроматической дисперсии одномодовых ОВ в окне прозрачности 1550 нм
Для систем передачи DWDM, использующих не только третье окно прозрачности (от 1530 до 1565 нм), но и четвертое окно (от 1565 до 1620 нм), фирмой Lucent Technologies было предложено волокно TrueWave RS с уменьшенным наклоном дисперсионной кривой. Это волокно имеет ненулевую смещенную дисперсию NZDF, что позволило увеличить пропускную способность.
Дальнейшие разработки в области производства оптических волокон позволили открыть пятое окно прозрачности 1350 — 1450 нм, недоступное ранее из-за свойственного ему большого затухания, вносимого ионами ОН. Фирма Lucent Technologies представила волокно All-Wave, в котором практически исключается наличие ионов ОН, что позволяет использовать его во всем диапазоне длин волн от 1280 до 1625 нм. Спектральные зависимости затухания в волокнах TrueWave RS, A11Wave приведены на рис. 3.3 и 3.4 соответственно.
В волокне AllWave в отличие от стандартного одномодового волокна (рис. 3.4) нет так называемого «водяного пика», т.е. увеличения поглощения на длине волны 1,385 мкм, соответствующей спектру поглощения ионов ОН. На этой длине волны поглощение составляет 0,31 дБ/км.
Данный тип ОВ предлагается использовать в локальных и местных сетях связи с небольшой протяженностью регенерационных участков, при одновременном использовании всего спектрального диапазона от 1,3 до 1,6 мкм. Пока, правда, нет полной ясности в вопросе долговременной стабильности характеристик данного ОВ, т. е. не решен вопрос появления водяного пика в процессе эксплуатации.
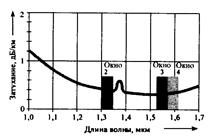
Рис.3.3. Спектральная зависимость затухания в волокне TrueWaveRS
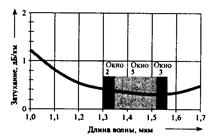
Рис.3.4. Спектральная зависимость затухания в волокне AllWave
Совсем недавно фирма Corning представила новый тип волокна MetroCor, у него также как и у AllWave отсутствует водяной пик, а смещенная ненулевая дисперсия и в третьем и четвертом окнах прозрачности имеет отрицательный знак. Это волокно предназначено, в основном, для местных и локальных сетей передачи с использованием второго — пятого окон прозрачности.
Основные характеристики одномодовых ОВ, выпускаемых различными фирмами, приведены в табл. 3.3.
Перечисленные выше виды волокон относятся к так называемой группе промышленно выпускаемых волокон. В последнее время с развитием оптических усилителей, систем с WDW появились такие специальные виды волокон, как:
- с компенсацией дисперсии DCF (Dispersion Compensating Fiber), используемое в специальных модулях для компенсации дисперсии;
- легированное эрбием EDF (Erbium Doped Fiber), используемое в оптических усилителях типа ЕВРА;
- легированное неодимом NDF (Neodim Doped Fiber), используемое в оптических усилителях типа NDFA;
- сохраняющее поляризацию на протяжении всего пути распространения излучения, известное как PMF (Polarization Maintaining Fiber) или hi-bi волокна;
- с большой площадью сечения сердечника — порядка 300 ÷ 800 мкм для создания световых потоков большой яркости и мощности, используемое для измерений и специальных приложений.
Таблица 3.3. Характеристики одномодовых ОВ, выпускаемых некоторыми фирмами
| Фирма | Lucent Technologies | Corning | Fujikura | |||||||||
| Фирменное обозначение | SM-9/125 | AllWave | TrueWAVE | TrueWAVE RS | LEAF | SMF-LS | SMF-28 | OB Titan | SM-10/125 | DSM8/125 | DSMNZ-9/125 | |
| Тип волокна | SSF | NZDSF | NZDSF | NZDSF | NZDSF | NZDSF | SSF | SSF | SSF | DSF | NZDSF | |
| Соответствие ITU-T | G.652 | G.655 | G.655 | G.655 | G.655 | G.655 | G.652 | G.652 | G.652 | G.653 | G.665 | |
| Диаметр модового пятна, мкм, на |
1310 | 9,3 ÷ 0,5 | 9,3 ÷ 0,5 | — | — | — | 6,6 | 9,3 ÷ 0,5 | 9,3 ÷ 0,5 | 8,5–9,6 | — | — |
| 1550 | 10,5 ± 1,0 | 10,5 ± 1,0 | 8,4 ± 0,6 | 8,4 ± 0,6 | 9 ÷ 10 | 8,4 ± 0,5 | 10,5 ± 1,0 | 10,5 ± 1,0 | — | 8,1 | 9,5 ± 0,5 | |
| Длина волны отсечки, нм | волокна | 1150 ÷ 1350 | — | — | — | — | — | — | — | 1180 ÷ 1320 | — | 1450 |
| кабель | ≤ 1260 | ≤ 1260 | ≤ 1260 | ≤ 1260 | ≤ 1260 | ≤ 1260 | ≤ 1260 | ≤ 1260 | — | — | — | |
| Диаметр оболочки, мкм | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,0 | 125,0 ± 1,5 | 125,0 ± 1,0 | 125,0 ± 1,0 | |
| Диаметр покрытия, мкм | 245,0 ± 10 | 245,0 ± 10 | 245,0 ± 1,0 | 245,0 ± 1,0 | 245,0 ± 1,0 | 245,0 ± 1,0 | 245,0 ± 1,0 | 245,0 ± 1,0 | 245,0 ± 10 | 245,0 ± 10 | 245,0 ± 10 | |
| Неконцентричность сердцевины и оболочки, мкм | ≤ 0,8 | ≤ 0,6 | ≤ 0,8 | ≤ 0,8 | ≤ 0,8 | ≤ 1,0 | ≤ 0,6 | ≤ 0,6 | 1 | 1 | 1 | |
| Некруглость оболочки, % | ≤ 1,0 | — | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | |
| Неконцентричность покрытия, мкм | ≤ 12 | ≤ 12 | ≤ 12 | ≤ 12 | ≤ 12 | ≤ 12 | ≤ 12 | ≤ 12 | — | — | — | |
| Длина волны нулевой дисперсии, нм | 1300 ÷ 1322 1312 (Нои) | 1300 ÷ 1322 | 1540 ÷ 1560 | > 1450 | — | 1530 ÷ 1560 | 1301,5÷1321,5 1312 (ном) | 1301,5÷1321,5 1312 (ном) | 1301-1322 | 1525-1575 | — | |
| Наклон кривой дисперсии пс/(нм2 км) | 0,092 0,088 (ном) | 0,092 0,088 (ном) | 0,095 | 0,045 | — | — | 0,092 | 0,092 | 0,092 | 0,092 | — | |
| Коэффициент хроматической дисперсии, пс/(нм км) | ≤ 18 (1550 нм) | — | 0,8 ÷ 4,6 (1550 нм) | -9 (1310 нм) 4,52(1550нм) | — | — | 1,0÷6,0 (1530 ÷1565 нм) | (-0,1) ÷ (-3,5) (1550 нм) | ≤ 3,5 (1525- 1575 нм) | 3,5 (1525- 1575 нм) | 1,0 – 6,0 (1550 нм) | |
| Поляризационная модовая дисперсия, пс/( |
< 0,2 | ≤ 0,5 | ≤ 0,5 (1550 нм) | ≤ 0,5 (1550 нм) | ≤ 0,2 (1550 нм) | ≤ 0,5 (1550 нм) | ≤ 0,5 | ≤ 0,5 | — | ≤ 0,5 | ≤ 0,5 | |
| Максимальное затухание (дБ/км) на |
1310 | 0,35 ÷ 0,40 | 0,35 ÷ 0,40 | — | — | ≤ 0,5 | ≤ 0,5 | ≤ 0,34 | ≤ 0,40 | ≤ 0,34 | ≤ 0,45 | |
| 1550 | 0,21 ÷ 0,30 | 0,21 ÷ 0,30 | 0,2 ÷ 0,25 | 0,22 ÷ 0,25 | ≤ 0,25 | ≤ 0,25 | ≤ 0,2 | ≤ 0,30 | ≤ 0,22 | ≤ 0,3 | ≤ 0,25 | |
| Мах. превышение затухания в диапазоне | 1285 ÷ 1330 нм относительно затухания на λ=1310 нм | Менее чем на 0,1 | Менее чем на 0,1 | — | — | — | — | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | — |
| 1525 ÷ 1575 нм относительно затухания на λ=1550 нм | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,3 | Менее чем на 0,27-0,3 | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | Менее чем на 0,05 | < 0,25 | |
| Затухание в пике ОН (1383 ÷ 3 нм) | < 2,0 | < 0.31 | < 1,0 | < 2,0 | < 1,0 | < 2,0 | < 2,1 | < 2,1 | < 1,0 | < 1,0 | — | |
| Механическая прочность, (ГПа) при перемотке с удлинением, % | 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,7 (1) | ≥ 0,8 (1) | ≥ 0,8 (1) | ≥ 0,8 (1) | |
| Сила снятия покрытия, Н | 1,3…8,9 | 1,3…8,9 | 1,3…8,9 | 1,3…8,9 | 3,2 | 3,2 | 3,2 | 3,2 | — | — | — | |
| Эффективный групповой показатель преломления для волн, нм | 1310 | 1,466 | 1,466 | 1,4738 | 1,471 | — | 1,471 | 1,4675 | 1,4675 | 1,465 | 1,468 | — |
| 1550 | 1,467 | 1,467 | 1,4732 | 1,470 | 1,469 | 1,470 | 1,4681 | 1,4681 | 1,465 | 1,468 | 1,469 | |
| Числовая апертура | 0,12 | — | — | — | — | 0,16 | 0,13 | 0,13 | — | — | — | |
| Разность показателей преломления, % | 0,33 | — | 0,75 | — | — | — | 0,36 | 0,36 | 0,36 | — | — | |
| Собственный радиус изгиба, м | ≥ 2 | ≥ 4 | ≥ 2 | ≥ 2 | ≥ 4 | ≥ 4 | ≥ 4 | ≥ 4 | — | ≥ 4 | ≥ 4 | |
| Профиль показателя преломления | ступенька | — | треугольник | — | трезубец | трезубец | ступенька | ступенька | ступенька | — | — | |
| Рабочие окна прозрачности, нм | 1310/1550 | 1285-1620 | 1530-1560 | 1525-1620 | 1530-1625 | 1530-1560 | 1310/1550 | 1310/1550 | 1300/1550 | 1310/1550 | 1310/1550 | |
3.2. Материалы оптических волокон из кварцевого стекла
Стекла для волоконной оптики должны обладать комплексом физико-химических свойств, не традиционных для классической оптики. Для обеспечения нормального процесса формирования волокон из расплавов двух стекол необходимо, чтобы вязкости, коэффициенты линейного термического расширения стекол сердцевины и оболочки были совместимы в широком интервале температур [11]. Наибольшая часть применяемых в оптике стекол относится к числу оксидных и в свою очередь в зависимости от химического состава делится: по виду окисла-стеклообразователя на силикатные, боратные, фосфатные, германатные, альминатные, борсиликатные, алюмоборсиликатные и т.д.; по содержанию щелочных окислов на бесщелочные (не содержат щелочных, но могут содержать щелочноземельные окислы — MgO, СаО, ВаО и пр.), малощелочные, многощелочные [12].
Выбор материалов для изготовления ОВ определяется необходимостью удовлетворения одновременно следующих требований: способностью вытягиваться в нить, обладающую высокой прочностью и гибкостью; возможностью варьирования в широком интервале ПП для создания различных типов оптических сред; низкими оптическими потерями на несущей частоте излучения и т.д. Наиболее удовлетворяют этим требованиям оксидные (видимая область и ближняя ИК — область спектра), халькогенидные и галогенидные (средняя и дальняя ИК — область спектра) стекла.
Стекла характеризуются следующими физико-химическими параметрами, важными для эксплуатации ОВ.
Механическая прочность стекла зависит не столько от его химического состава, сколько от состояния поверхности. Теоретическая прочность при разрыве кварцевого стекла, рассчитанная исходя из прочности связи Si-О, составляет (70-74) ГПа, реальная прочность того же стекла при растяжении может составлять всего 2-5 ГПа. Подобное снижение прочности стекла обусловлено наличием на его поверхности большого количества микродефектов (трещин Гриффита), являющихся концентраторами напряжений. Удаление дефектного поверхностного слоя, например, путем травления, увеличивает прочность стекла до 5-5,5 ГПа.
Температурный коэффициент линейного расширения (ТКЛР) стекол находится в пределах от 5,8 10-7 (кварцевое стекло) до 150 10-7 град . Большинство стекол с низким ТКЛР отличаются более высокой термической и химической устойчивостью и более высокой температурой размягчения.
Температура размягчения для стекол разного состава изменяется в пределах 350-1730oС. Последняя цифра относится к кварцевому стеклу.
Важным параметром, характеризующим оптические свойства стекла, является показатель преломления ( n ), который в зависимости от состава меняется от 1,3 до 2,0, возрастая с увеличением концентрации окислов PbO, ВаО и пр. Специальную зависимость показателя преломления стекол в диапазоне длин волн 0,2...2,0 мкм можно описать формулой Селмейера:
![]() (3.1)
(3.1)
где Аi, li — коэффициенты ряда Селмейера; λ, li выражены в микрометрах.
Для изготовления ОВ, используемых в диапазоне длин волн 0,8 ... 1,8 мкм, применяются кварцевые стекла с легирующими добавками окиси германия GeO2, фосфора Р2О3, повышающими показатель преломления кварца, и добавками окиси бора В2О3, фтора F, понижающими его показатель преломления. Значения коэффициентов Аi, li в (3.1) для стекол различных составов приведены в табл. 3.4.
Самым низким значением поглощения в видимой и ближней инфракрасной областях длин волн среди большинства стекол обладает плавленый кварц при высокой степени очистки и гомогенности. Кварц имеет значительные преимущества перед остальными видами стекол из-за малых внутренних потерь на рассеивание. В ОВ из плавленого кварца самое низкое известное значение поглощения составляет 1,9 дБ/км на длине волны 0,85 мкм, 0,291 дБ/км на длине волны 1,3 мкм и 0,154 дБ/км на длине волны 1,55 мкм, следовательно собственное поглощение материала еще меньше. Высокая температура плавления кварца, с одной стороны, требует специальной технологии для изготовления ОВ, с другой, помогает избавиться от различных примесей, испаряющихся при более низких температурах.
Таблица 3.4. Коэффициенты ряда Селмейера для кварцевых стекол
| Состав стекла | Тип коэффициента | Значение коэффициента для i | ||
| 1 | 2 | 3 | ||
| Si O2 | Ai li | 0,6961663 0,0684043 | 0,4079426 0,1162414 | 0,8974794 9,8961610 |
| 13,5% Ge О2 86,5% Si О2 | Ai li | 0,73454395 0,08697693 | 0,42710828 0,11195191 | 0,82103399 10,84654000 |
| 7% Ge О2 93,0% Si О2 | Ai li | 0,686982900 0,078087582 | 0,44479505 0,11551840 | 0,79073512 10,43662800 |
| 4,1% Ge О2 95,9% Si О2 | Ai li | 0,686717490 0,072675189 | 0,43481505 0,11514351 | 0,89656582 10,00239800 |
| 13,5% Ве2 О3 86,5% Si О2 | Ai li | 0,707246220 0,080478054 | 0,39412616 0,10925792 | 0,63301929 7,89080630 |
| 3,1% Ge О2 96,9% Si О2 | Ai li | 0,7028554 0,0727723 | 0,4146307 0,1143085 | 0,8974540 9,8961610 |
| 3,5% Ge О2 96,5% Si О2 | Ai li | 0,7042038 0,0514415 | 0,4160032 0,1291600 | 0,9074049 9,8961560 |
| 3,0% В2 О3 97,0% Si О2 | Ai li | 0,6935408 0,0717021 | 0,4052977 0,1256396 | 0,9111432 9,8961540 |
| 3,5% В2 О3 96,5% Si О2 | Ai li | 0,6929642 0,0604843 | 0,4047458 0,1239609 | 0,9154064 9,8961520 |
| 3,3% Ge О2 9,2% В2 О3 87,5% Si О2 | Ai li | 0,6958807 0,0665654 | 0,4076588 0,1211422 | 0,940193 9,896140 |
| 2,2% Ge О2 3,3% В2 О3 94,5% Si О2 | Ai li | 0,6993390 0,0617482 | 0,4111269 0,1242404 | 0,9035275 9,8961580 |
| 9,1% Р2 О5 90,9% Si О2 | Ai li | 0,695790 0,061568 | 0,452497 0,119921 | 0,712513 8,656641 |
| 1% F 99% Si О2 | Ai li | 0,691116 0,068227 | 0,399166 0,116460 | 0,890423 9,993707 |
| 16,9% Nа2 O 32 5% В2 О3 50,6% Si О2 | Ai li | 0,796468 0,094359 | 0,497614 0,093386 | 0,358924 5,999652 |
Стекла для изготовления ОВ (сердцевины и оптической оболочки) отличаются друг от друга показателем преломления.
Значительное влияние на характеристики ОВ оказывает конструкция защитного полимерного покрытия. Покрытие должно обеспечивать сохранность собственной прочности ОВ, защищая его поверхность от влаги, химических и механических повреждений, фильтрации оболочечных мод и предотвращая возникновение дополнительных потерь на передачу, обусловленных макроизгибами.
Защитная оболочка ОВ из полимерных материалов в общем случае имеет сложную структуру и состоит из первичного, буферного и вторичного покрытий. Первичное покрытие защищает оптическую оболочку ОВ. Буферное — предотвращает возникновение дополнительных потерь на макроизгибах. Вторичное — защищает первичное и буферное покрытия от механических повреждений в процессе изготовления и прокладки ОК. Первичное и буферное покрытия наносятся в процессе вытяжки ОВ, вторичное — методом экструзии при вытяжке ОВ или осуществляется отдельная операция.
В качестве вторичной защиты ОВ могут служить (рис. 3.5): трубки оптических модулей или пазы профилированных сердечников ОК; плотные покрытия из полимеров; ленточно-элементная укладка.
Первичное защитное покрытие (ПЗП) наносится на оптическую оболочку в виде лака с последующим отверждением. Несмотря на его небольшую толщину (от единиц до десятков микрон), ПЗП существенно улучшает характеристики ОВ. Так, например, ПЗП из силиконового компаунда почти на 50 % уменьшает чувствительность одномодового ОВ (в части стабильности фазы) к воздействию раздавливающих нагрузок. Это позволяет во многих случаях использовать для передачи сигналов с повышенным требованием к сохранению поляризации обычные одномодовые ОВ. При воздействии раздавливающей нагрузки на ОВ с кварцевой сердцевиной и кварцевой оптической оболочкой в ПЗП возникают микроизгибы вследствие шероховатости поверхности основания какого-то элемента кабельной конструкции.
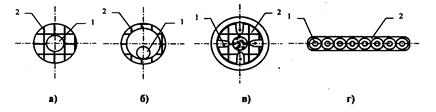
Рис. 3.5. Вторичное покрытие оптического волокна:
а-плотное; б-трубчатое; в-пазы профилированногосердечника; г-ленточно-элементная укладка:
1-ОВ; 2-вторичная укладка
На практике все большее применение стали получать ОВ с двухслойным покрытием, в которых первый слой выполнен мягким (буферным) с низким (1-20 МПа) модулем Юнга, а второй – с жестким модулем Юнга от 0,1 до 4 ГПа. Второй слой накладывается вокруг первого практически без промежутка, т.е. плотно. Такая конструкция ОВ получила название ОВ с плотной защитной оболочкой (ПЗО). Мягкая буферная оболочка достаточно эффективно предохраняет световод от действия раздавливающих нагрузок и обеспечивает малый прирост оптических потерь при изготовлении ОК и его эксплуатации. Выбор материала и размеров вторичной (внешней) защитной оболочки определяют оптические характеристики ОВ и их стабильность во времени. При этом учитываются размеры ОВ, числовая апертура, размеры вторичного защитного покрытия и его материал. Волокна с большой числовой апертурой менее подвержены воздействию микроизгибов.
Основной причиной возникновения микроизгибов в ОВ с ПЗО является различие температурного коэффициента линейного расширения (ТКЛР) материала ОВ и материала защитных полимерных покрытий. Для ОВ в тонком защитном покрытии эта разница не очень существенна, но при наличии ПЗО влияние микроизгибов на оптические характеристики волокна велико. Кроме этого микроизгибы появляются при усадке полимерных материалов. Поэтому увеличить модуль Юнга внешнего полимерного покрытия за счет ориентирования молекул (вытяжки) при экструдировании нельзя.
Диаметр ОВ по ПЗО обычно составляет от 0,5 до 2,0 мм.
Первичное защитное покрытие наносится на поверхность ОВ при его непосредственном изготовлении в едином технологическом процессе. ПЗП защищает ОВ от механических повреждений, влаги и других внешних факторов. Полимер, используемый для первичного покрытия, должен быть стоек при воздействии рабочих температур; реагенты должны быть жидкими при комнатной температуре и иметь достаточно низкую вязкость для наложения на световод в виде пленки толщиной 10-50 мкм концентричным слоем, постоянным по толщине, т.е. вязкость не должна превышать 5 Па с. Реагирующие компоненты материала должны полностью превращаться в твердый полимер (свободный от растворителя или продуктов реакции) с гладкой поверхностью. Время полимеризации должно быть соотнесено со скоростью вытяжки ОВ. Показатель преломления полимера должен быть не менее 1,43. Первичное защитное покрытие должно обладать хорошей адгезией к материалу оптической оболочки световода и быть эластичным. Это покрытие, как и другие виды покрытий, при его наложении на оболочку ОВ не должно вызывать остаточных напряжений по всей его длине или в локальных точках. Полимерное покрытие должно легко сниматься с поверхности волокна. При выборе материала необходимо учитывать ТКЛР, который должен приближаться к ТКЛР материала ОВ.
Для ПЗП в большинстве своем используются лаки. По способу отверждения они делятся на материалы теплового и ультрафиолетового (УФ) отверждения. К первым из них можно отнести силиконовые компаунды, представляющие собой модифицированную двухкомпонентную силиконовую смолу, отверждаемую при нагреве. Компоненты имеют: удельную плотность (1,09-1,1) г/см; показатель преломления 1,43-1,52; время полимеризации при температуре 150оС до 30 мин; ТКЛР=3х10-4 град-1. Указанные значения могут изменяться в зависимости от конкретного типа материала. Основным недостатком данных полимеров является водопроницаемость. Через пленку толщиной приблизительно 50 мкм вода диффундирует до 300 г/м2 в сутки.
Материалы ПЗП ультрафиолетового отверждения имеют лучшую однородность покрытия, так как отверждение происходит практически мгновенно при низкой температуре. Показатель преломления составляет 1,375-1,385. Материал обеспечивает изготовление ОВ со скоростью от 2,5 до 5м/с.
В качестве ПЗП ОВ могут использоваться неорганические диэлектрические материалы (алмазноподобная форма углерода в виде пленки толщиной в несколько нанометров) и металлы (индий, олово, алюминий), наносимые на поверхность ОВ методами ионного осаждения в вакууме или протягиванием волокна через фильеру с расплавленным металлом. Однако ОВ с металлическими ПЗП имеют большие потери из-за наличия микроизгибов, вызванных жесткими свойствами материала покрытия.
Материалы буферного покрытия ОВ должны играть роль демпфера, уменьшающего воздействие защитных оболочек на ОВ. Буферный слой заполняется мягким полимерным материалом, например, СИЭЛ или уретанакрилатные композиции.
В некоторых фирмах, например, в фирме Ericsson, в качестве первичного покрытия ОВ применяется акрилат с УФ обработкой. Акрилатное покрытие наносится двумя отдельными слоями: мягкий внутренний слой и жесткий внешний слой. Обеспечивая физическую защиту и значительную прочность покрытие одновременно придает кабелю стойкость от поперечной силы, абразивного износа и коррозионной среды, например, влаги. Оно также уменьшает риск потерь от микроизгиба.
Акрилат применяется и в качестве связующего материала матрицы ленты для удержания волокон на ленточной структуре. Температурные характеристики для акрилатного покрытия разработаны из расчета эксплуатации в одном диапазоне температур с волоконно-оптическими кабелями, от — 40оС до + 70оС.
Материалы вторичного защитного покрытия (ВЗП) должны обеспечить защиту ПЗП и буферного слоя от механических повреждений в процессе изготовления и прокладки кабеля. Обычно для этого исполыуют эпоксиакрилаты, уретанакрипаты, фторполимеры, полипропилен, найлон-12, полиамид, капрон, полиэтилены, кремнийорганические резины и пр. Материал вторичного защитного покрытия должен обеспечить механическую прочность покрытия выше прочности ОВ. Однако необходимо учитывать воздействие ВЗП на ОВ, возникающее за счет разности ТКЛР материала ВЗП и волокна, а также вклада релаксационных напряжений в материал покрытия. Влияние ВЗП на ОВ можно уменьшать за счет применения тонкослойных покрытий и управления релаксационными и ориентационными процессами в полимерах. Тонкослойные покрытия наносят с использованием эпоксиакрилатов и уретанактилатов.
Значения ТКЛР различных материалов приведены в табл. 3.5.
Таблица 3.5. ТКЛР материалов, применяемых для изготовления ОВ и ОК
| Материал | ТКЛР, град-1 |
| Поливиннлацетат | 8,6∙10-5 |
| Поликарбонат | 6∙10-6 |
| Полиамид | 1,5∙10-4 |
| Найлон-12 | 1∙10-4 |
| Халар | 8∙10-5 |
| Хайтрап | 8∙10-5 |
| Самозатухающий полиэтилен | (2,1-5,5)∙10-4 |
| Полиуретан | (1-2)∙10-4 |
| Алюминий | (2,2-2,5)∙10-5 |
| Кварц | 5,8∙10-7 |
| Полиэтилен низкой плотности | (2,2-5,5)∙10-4 |
| Полиэтилен высокой плотности | 4∙10-4 |
| Полипропилен | 1,1∙ 10-4 |
| Поливинилхлорид | 1,6∙10-4 |
| Полистирол | 8∙10-5 |
| Фторопласт-40 | (6-9)∙10-5 |
| Полиакрилат | 7,7∙10-5 |
| Сталь | (1,1-1,8)∙10-5 |
3.3. Изготовление оптических волокон
3.3.1. Общие положения
Технологический процесс изготовления ОВ разрабатывается, исходя из требований точного использования конструктивных решений и наименьшего влияния на параметры волокна внешних воздействующих факторов, а также экономической целесообразности работ.
Волокна обычно изготавливаются в ходе нескольких технологических операций, чтобы целенаправленно оптимизировать их механические, геометрические и оптические характеристики. Такая технология позволяет осуществлять быстро и экономично массовое производство, что является существенным фактором для современной техники связи, использующей волоконно-оптические кабели.
Общая технологическая схема изготовления ОВ включает изготовление заготовок и вытяжку ОВ из этих заготовок. Заготовка представляет собой стеклянный стержень, состоящий из стекла сердцевины и стекла оболочки. Если рассматривать поперечное сечение такой заготовки, то в увеличенном масштабе видны геометрические размеры и профиль показателя преломления ОВ, который может быть сделан из заготовки. При сильном нагревеодного конца заготовка вытягивается в волокно, при этом одновременно наносится покрытие, являющееся его защитной оболочкой.
Изготовление кварцевых заготовок осуществляют различными технологическими методами, в основе которых лежит метод жидкой фазы, парофазная техника и золь-гель процесс.
Метод жидкой фазы в основном используют для изготовления многокомпонентных ОВ с диаметром сердцевины 250 мкм и 400 мкм, числовой апертурой более 0,5 и коэффициентом затухания 3 — 20 дБ/км.
К методам жидкой фазы относят методы: тигля, слоистого расплава, двойного тигля, обменной диффузии, модифицированный метод обменной диффузии «фазил», ионного обмена [13].
Золь-гель процесс производства оптических заготовок разрабатывался с 1977 г. Существуют два основных метода изготовления кварцевого гель-стекла: гидролиз и полимеризация алкоголятов; превращение в гель золей, полученных из коллоидных оксидных дисперсий. С помощью золь-гель процесса изготовляют опорные кварцевые трубы (ОКТ), сердцевину и оптическую оболочку.
Алкоголяты позволяют получать многокомпонентные гели и благодаря маленьким порам (2 — 7 нм), эти гели могут спекаться при температурах, значительно меньших, чем температуры, которые применяются при образовании стекла. Таким образом можно исключить проблему кристаллизации, так как спекание происходит при температуре значительно ниже той, при которой начинается образование центров кристаллизации и рост кристаллов. Однако сушка монолитных алкоголятных гелей представляется трудной задачей. Она может быть решена путем гиперкритической откачки воздуха из автоклава. Метод очень трудоемок, требует громоздкого оборудования и больших затрат.
Остановимся в основном на изготовлении заготовок методом парофазной техники. Он является наиболее распространенным для ОВ, применяемых в технике связи.
3.3.2. Технология изготовления опорных кварцевых труб
Опорные кварцевые трубы (ОКТ) являются важным исходным компонентом для изготовления кварцевых заготовок [13]. Они изготовляются из различных видов сырья по одностадийной или двухстадийной технологии (рис. 3.6).
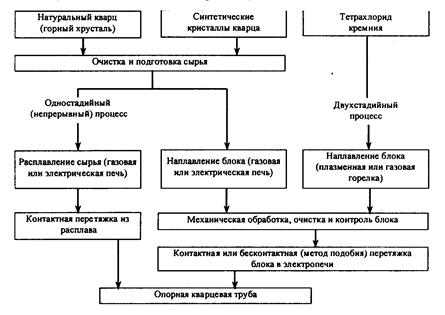
Рис. 3.6. Перечень основных технологических операций производства опорных кварцевых труб
Одностадийный процесс обеспечивает наилучшие геометрические характеристики изготовляемых труб, но, как и процесс контактного двухстадийного формирования труб, не обеспечивает высокой прочности кварцевого стекла ОКТ ввиду его загрязнения частицами материала дорна установки контактного формирования трубы.
Наибольшее распространение получил двухстадийный процесс производства ОКТ из натурального стекла с использованием метода бесконтактного формирования трубы, имеющий достаточно высокие технико-экономические показатели [13]. Изготовленные на его основе ОКТ выпускают диаметром 8 — 24 мм с радиальной толщиной стенок 1 — 1,6 мм. Допуски на радиальную толщину стенки для лучших образцов ОКТ колеблются от ± 0,2 до ± 0,4 мм. Длина ОКТ может составлять 1 — 2,5 м. Допуск на радиальную толщину стенки в значительной степени определяет точность изготовления заготовки с заданным профилем показателя преломления заготовки.
3.3.3. Изготовление заготовок путем плавления стекла
При изготовлении волоконных световодов методом «стержень в трубке» стержень из высокочистого кварцевого стекла в качестве сердцевины вдвигается в опорную кварцевую трубку с меньшим показателем преломления, служашую оболочкой. Размеры стержня и трубки таковы, что между ними практически не остается зазора. Однако при этом любые мельчайшие повреждения и примеси на их пограничной поверхности после вытяжки световода приводят к большому затуханию (от 500 до 1000 дБ/км) и, кроме того, этим методом можно изготавливать только многомодовые световоды со ступенчатым профилем показателя преломления. При другом методе стекло сердцевины и стекло оболочки приводятся одновременно в расплавленное состояние и световод вытягивается непосредственно из расплава. Такой метод называется методом двойного тигля или методом совмещенного расплава, так как стекло для сердцевины и для оболочки плавится раздельно в двух тиглях. В качестве стекла используются высокочистые типы многокомпонентных стекол, например щелочносвинцовосиликатное стекло и натрийборсиликатное стекло. За счет диффузии или ионного обмена между стеклом сердцевины и стеклом оболочки можно изготавливать волоконные световоды с градиентным профилем показателя преломления (метод Сельфок). Поскольку внутренние поверхности тиглей не могут быть абсолютно чистыми, в световод наряду с переходными металлами дополнительно попадают примеси, увеличивающие затухание (от 5 до 20 дБ/км при 850 нм). Этот метод используется для производства световодов с «толстой» сердцевиной (диаметр сердцевины ≥ 200 мкм). При методе разделения фаз стекла стержень из натрийборсиликатного стекла формируется при температуре 1200оС, а затем выдерживается в течение нескольких часов при t = 600оС. За это время происходит разделение натрийборат-стеклофазы в матрицу SiО2-стекла. Переходные металлы, такие как Fe и Си, собираются в натрийборат-стеклофазе и могут быть выщелочены с помощью кислоты, так что получается пористая заготовка. Она пропитывается высокочистым солевым раствором, например, нитрата цезия, а затем промывается снаружи. Легирование цезием увеличивает показатель преломления внутри. Промытая зона становится оболочкой. С помощью этого метода могут производиться волоконные световоды со ступенчатым и градиентным профилями показателя преломления с затуханием от 10 до 50 дБ/км при длине волны 850 нм.
Используется еще один метод изготовления заготовки, когда стержень из коммерчески доступного кварцевого стекла используется лишь в качестве сердцевины, а во время вытягивания вокруг него накладывается оболочка из прозрачной пластмассы с низким показателем преломления. При этом достигаются величины затухания от 5 до 50 дБ/км.
Существуют также исключительно полимерные световоды, у которых сердцевина и оболочка изготавливаются из оптически чистых пластмасс с различными показателями преломления. У таких световодов затухание по результатам измерений составило от 100 до 400 дБ/км при длине волны 600 нм.
3.3.4. Изготовление заготовки методом осаждения стекла из паровой фазы
Прорыв в производстве волоконных световодов с крайне малым затуханием был достигнут только с помощью различных методов парофазного осаждения — способа, который впервые был использован в 1970 г. американской фирмой Corning Glass Works. При этом осаждение стекла может происходить на внутренней поверхности вращающейся ОКТ (метод внутреннего парофазного осаждения), на внешней поверхности вращающегося затравочного стержня (метод внешнего парофазного осаждения) или на торце поверхности стержня из кварцевого стекла (метод осевого парофазного осаждения).
Сравнительные данные, характеризующие технологические методы производства заготовок на базе осаждения стекла из паровой фазы, приведены в табл. 3.6.
Таблица 3.6. Сравнительные характеристики различных технологических методов производства заготовок
| Параметр | Значения для | ||
| MCVD | OVD | VAD | |
| Коэффициент затухания одномодовых ОВ на λ=1,3 мкм, дБ/км | 0,40 | 0,35 | 0,4-0,45 |
| Коэффициент затухания градиентных ОВ на λ =1,3 мкм, дБ/км | 0,55 | 0,55 | 0,55 |
| Коэффициент широкополосности на λ = 1,3 мкм, МГц км | 800-1800 | 800-1200 | 700-1200 |
| Скорость осаждения частиц кремниевого диоксида, г/мин | 0,5-2,0 | 4 | 0,6-2,0 |
| Минимально возможная длина ОВ из заготовки, км | 10-30 | 50 | 50 |
| Число технологических операций при изготовлении заготовки | 1-2 | 3-4 | 4-5 |
Энергия, необходимая для осаждения стекла при методе внутреннего паромного осаждения, может быть получена либо снаружи от кислородно-водородной газовой горелки (модифицированный метод химического парофазного осаждения), либо изнутри от плазменного пламени (плазменный метод химического парофазного осаждения), рис. 3.7. При этих методах осаждение стекла происходит за счет реакции разложения сильно летучих высокочистых соединений в кислородно-водородном или плазменном пламени. В настоящее время в промышленном серийном производстве заготовки для много- и одномодовых световодов изготовляются этими методами. Так одномодовые ОВ имеют самое низкое затухание (0,2 дБ/км при длине волны 1550 нм) и малый коэффициент дисперсии (< 3,5 пс/нм км в диапазоне длин волн от 1290 до 1330 нм). С одной стороны, особое внимание уделяется выбору оптимальной скорости осаждения (т.е. количество осажденных порошкообразных частиц в минуту), которая обычно бывает в диапазоне от 1 до 5 г/мин. С другой стороны, желательно увеличение размера заготовки, с тем чтобы из одной заготовки можно было вытянуть световод длиной более 100 км. Рассмотрим более подробно производство кварцевого стекла методом осаждения [12]. Оптическое волокно для передачи информации состоит главным образом из ультрачистого кремниевого диоксида (SiО2). Сердцевина волокна, по которой передается свет, состоит из кремниевого диоксида, легированного небольшим количеством германия для увеличения показателя преломления сердцевины. Если изготовитель хочет уменьшить показатель преломления оболочки, то SiО2 легируется фтором. Кремниевый диоксид поглощает мало света, что делает его наиболее подходящим материалом в изготовлении ультрачистого (ультрапрозрачного) стекла. Процесс производства ультрачистого кремниевого диоксида, легированного или нелегированного, относительно прост. Он осуществлятся осаждением чрезвычайно чистого, гомогенизированого, кремниевого диоксида из SiCl4 в паровой фазе.
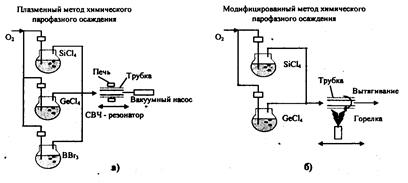
Рис. 3.7. Изготовление заготовок методами внутреннего парофазного осаждения:
а-плазменный; б-MCVD методы
Естественный кремниевый диоксид, например, кварцевый или кварцевый минеральный песок, не может использоваться непосредственно для производства стекловолокна. Кварц и кварцевый минеральный песок содержат недопустимые количества металлических окисей, которые должны быть удалены. Для этого жидкий тетрахлорид кремния выпаривается. Кремниевый тетрахлорид производится из естественного кремниевого диоксида за счет уменьшения углерода и дальнейшей реакции с хлором (рис. 3.8). Частичная дистилляция гарантирует, что кремниевый тетрахлорид, который должен использоваться при производстве ОВ, ультрачист. Металлы в форме металлических хлоридов, например хлористое железо, остаются как отходы производства. Кремниевый тетрахлорид также имеет другие области применения, например, в производстве ультрачистого кремния для производства полупроводников.
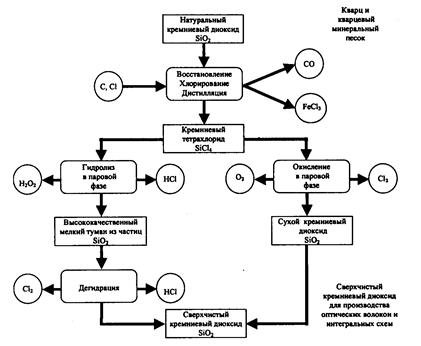
Рис. 3.8. Блок-схема производства ультрачистого кремниевого диоксида из естественного кварца или кварцевых минеральных песков
Следующая стадия в изготовлении стекла для ОВ — это восстановление кремниевого диоксида из кремниевого тетрахлорида (рис. 3.9). Кремниевый диоксид осаждается из паровой фазы на подходящую заготовку. Кремниевый тетрахлорид может быть легирован добавками хлоридов, прежде всего германия (GeCl4), но иногда также фосфора (РОС13). Хлорид или смесь хлоридов окисляются в газовом пламени или окислительном газе в результате термической реакции при температуре приблизительно 1300oС.
Реакции заставляют очень мелкие частицы порошка кремниевого диоксида конденсироваться из пара и оседать в соответствующей заготовке. Излишки воды в кремниевом диоксиде эффективно удаляются газом хлора, так как реакция воды и хлора формирует соляную кислоту, которая получается при температуре около 1000oС. Удаление воды (дегидратации) способствует улучшению передачи света через готовое стекловолокно. Пористый кремниевый диоксид затем спекается при повышенной температуре 1200oС и кремниевый диоксид формируется в твердое, свободное от пузырьков воздуха стекло.
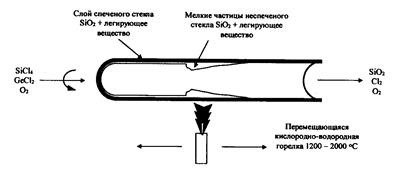
Рис. 3.9. Осаждение кремниевого диоксида при высокой температуре в ультрачистой кварцевой трубке при MCVD процессе
3.3.5. Модифицированный метод химического парофазного осаждения (МСVD)
Этот метод изготовления заготовок для производства волокон был сначала описан в работах Лаборатории Бэлла в 1974 г. Модифицированный метод химического, парофазного осаждения MCVD стал одним из наиболее испытанных и проверенных методов, используемых для изготовления волоконно-оптических заготовок. Процесс прост, гибок и легок в производстве. Простота его выполнения наиболее подходит для научных исследований в области оптических волноводов. Крупномасштабное использование этого метода осуществлено фирмой Lucent Technologies в США и многими другими изготовителями США, Японии и Европы. Метод позволяет осуществить вариацию множества параметров, например, диаметра готового многомодового или одномодового стекловолокна, числовой апертуры (NA) и профиля показателя преломления. Эти параметры могут меняться в зависимости от количества пара кремниевого диоксида и примесей легирования, при этом весь процесс управляется и контролируется компьютерами.
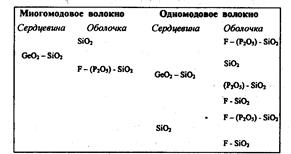
Рис. 3.10. Непосредственные составляющие ОВ
При методе MCVD сверхчистый кремниевый диоксид (всегда легированный для сердцевины) осаждается на внутренней части стеклянной трубки, которая затем подвергается воздействию повышенной температуры (газовое пламя). В результате трубка приобретает форму твердого стеклянного стержня диаметром около 30 — 40 мм и длиной 1000 мм., т.е. имеет готовый профиль стекловолокна. Этот процесс также включает вытягивание стержня (называемого заготовкой) в стекловолокно, которое является оптическим волноводом.
Процесс осаждения фазы основан на высоком температурном окислении SiCl4, и окислении легирующих примесей. Процесс занимает около восьми часов, в зависимости от размера заготовки. Этот процесс одинаков как для одномодовых так и многомодовых волокон. Составляющие сердцевины и оболочки ОВ в виде примера представлены на рис. 3.10. Процесс осаждения начинается с вымывания очень чистой, высококачественной ОКТ кремнезема в кислотной ванне, затем трубка фиксируется в токарноподобном устройстве, где вращается вокруг центральной оси. Кислородно-водородная горелка перемещается в двух направлениях вдоль трубки, прогревает ее очень высокой температурой (рис.3.7 б). Вводный конец трубки соединен через газонепроницаемый вращающийся соединитель с системой, подающей газы. Эта система включает газовый смеситель и компьютер, регулирующий управление потоком газов (контроллер расхода массы). Эта часть аппарата должна быть абсолютно герметичной, исключать попадание загрязняющих веществ из системы ввода и обеспечивать точную пропорцию подачи газов. Из другого конца трубки (выходного конца) удаляются лишние материалы.
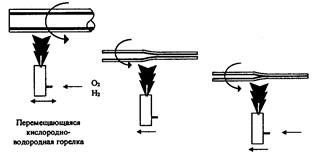
Рис. 3.11. Процесс сжатия трубки
В процессе осаждения точно контролируется количество химических компонентов, подаваемых в трубку с помощью подачи индивидуальных потоков газов (Ar, Не и О2). В области повышенной температуры, создаваемой непосредственно над горелкой, SiСl4 и легирующие примеси окисляются. При этом мелкая порошковая окись формируется из подаваемых газов по всей длине трубки. Когда тепловая энергия от горелки достигает осевшего порошка, под действием тепла порошок плавится в свободный от пузырьков, твердый, прозрачный кремниевый диоксид (легированный или нелегированный). Горелка при достижении конца трубки меняет направление движения и быстро перемещается назад по трубке к начальной точке, чтобы образовать новый слой порошка. Разнообразные легирующие материалы, подаваемые в различных количествах в течение фазы осаждения, образуют сердцевину и оболочку. Различие профия показателя преломления ОВ зависит от количества легирующих примесей. В этом методе доступ загрязняющих веществ всех видов снижен настолько, насколько это технически возможно — особенно загрязняющих веществ, содержащих водород. Загрязняющие вещества, содержащие водородные формы ОН в стекловолокне, приводят к серьезным увеличениям затухания в световодах.
Основное преимущество метода MCVD состоит в том, что структура ОВ и его свойства могут быть включены в заготовку и сохранены в готовом стекловолокне. Относительные габариты и индексная конфигурация заготовки задаются готовому волокну в течение процесса вытяжки.
После окончания процесса осаждения выполняется в несколько этапов сжатие трубки (рис.3.11). Для этого повышается температура трубки при помощи газовой водородно-кислородной горелки до 1500 — 2000oС, при которой трубка медленно размягчается и свертывается в твердый стержень заготовки. Этот процесс является решающим для формирования заключительных геометрических свойств заготовки. Сжатие происходит, когда пламя горелки последовательно передается трубке.
Если газы, реагирующие внутри трубки, не содержат водорода, то при этом методе особого процесса сушки не требуется, так как, в общем, газ, сильно насыщенный водородом и используемый для нагрева, входит в контакт с трубкой только снаружи, другие факторы окружающей среды также не оказывают влияния.
Недостатком метода MCVD следует считать наличие большого температурного градиента между внутренней поверхностью ОКТ в месте реакции и наружной поверхностью.
3.3.6. Плазменный метод химического парофазного осаждения (PCVD)
Изготовление заготовок плазменным методом химического парофазного осаждения осуществляется, в основном, аналогично модифицированному методу химического парофазного осаждения. Различие заключается в технике реакции. Плазму получают путем возбуждения газа (рис. 3.7. а) с помощью, например, микроволн (сверхвысокие частоты). При этом газ ионизируется, т.е. разлагается на свои носители электрических зарядов. При воссоединении этих носителей вьщеляется тепловая энергия, которая может быть использована для плавления материалов с высокой температурой точки плавления. Так, при плазменном методе галогениды вступают в реакцию с помощью плазмы низкого давления (давление газа примерно 10 мбар), и в результате соединения с кислородом образуется SiO2. Возникающие при этом порошкообразные частицы при температуре примерно 1000оС осаждаются в виде стеклянного слоя. Поскольку плазменное пламя движется быстро вдоль трубки назад и вперед, то за счет перемещения резонатора можно изготовить более 1000 тонких слоев, благодаря чему можно повысить точность профиля показателя преломления.
Основным преимуществом метода является более низкая температура всего процесса осаждения, чем при методе MCVD. Точность изготовления профиля показателя преломления повышается.
3.3.7. Метод внешнего парофазного осаждения (OVD)
Метод внешнего парофазного осаждения более сложен, чем метод MCVD. Однако полный объем ОВ, изготовленных из заготовок, выполненных методом OVD больше, чем объем ОВ, изготовленных из заготовок, выполненных методом MCVD так же в крупномасштабном производстве этот метод более эффективен, чем метод MCVD. Сложность и всесторонняя патентная защита метода OVD привели к тому, что он используется исключительно фирмой Coming Glass Work [14].
Производство заготовки методом OVD осуществляется двумя этапами.
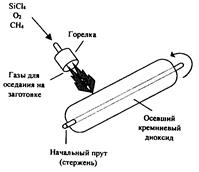
Рис. 3.12. Изготовление заготовки методом OVD
Первый этап включает в себя осаждение порошка кремниевого диоксида с или без легирующих примесей (см. описание процесса MCVD) на тонком стержне. Горячий поток частиц кремниевого диоксида проходит по поверхности стержня, некоторые из них прилипают к стержню, вращающемуся вокруг своей оси вдоль горелки (рис. 3.12). Пористая заготовка создается слой за слоем. При этом некоторые частицы спекаются.
После осаждения достаточного количества стекла для сердцевины и оболочки, процесс останавливается, и начальный стержень становится заготовкой. В процессе изготовления заготовки кислород (O2 вместе с другими легирующими добавками, необходимыми для обеспечения нужного профиля показателя преломления, например с металлогалогенидами (SiCl4, GeCl4, BCl3, РСl3), подается в горелку и там преобразуются в соответствующие оксиды. Оксиды образуют малые порошкообразные частицы, которые осаждаются на вращающемся стержне. Если стержень также перемещается назад и вперед вдоль продольной оси, то получается слоистая пористая стеклянная заготовка. Каждый слой может легироваться по-разному, т.е. к основному материалу (SiО2) может быть добавлено определенное количество примеси. Для градиентных профилей показателя преломления легирование сердцевины с помощью GeO2 уменьшается от первого слоя к последующим непрерывно до тех пор, когда будет осаждаться SiO2 в чистом виде. Соответственно для ступенчатых профилей показателя преломления легирование сердцевины посредством GeO2 остается постоянным от слоя к слою.

Рис. 3.13. Усадка пористой заготовки
Второй этап изготовления заготовки предусматривает процесс усадки пористого стержня. Пористая форма заготовки в управляемой печи нагревается сначала в среде газа хлора, а затем позонно нагревается до температуры 1400-1600oС, при которой частицы кремниевого диоксида спекаются в твердый, свободный от пузырьков стеклянный стержень — заготовку (рис. 3.13). Пустоты из начального стержня в основном схлопываются в течение этого этапа, отверстие по центру заготовки тоже исчезает. Во время спекания заготовка постоянно омывается газообразным хлором с тем, чтобы удалить из стекла, по возможности, все следы воды, так как в противном случае следует ожидать больших величин затухания.
В целом описанные выше этапы метода OVD включают в себя пять основных последовательных циклов: очистка материалов, транспортировка реагирующих материалов к тепловой зоне, химическая реакция и формирование частиц, осаждение частицы на начальный стержень или заготовку с уже имеющимся напылением, дегидрация и спекание.
3.3.8. Метод осевого парофазного осаждения (VАD)
Этот метод, разработанный в Японии, является альтернативой методу OVD. При методе осевого парофазного осаждения порошкообразные частицы, образуемые с помощью кислородно-водородной горелки, осаждаются на торцевую поверхность вращающегося стержня из кварцевого стекла (рис. 3.14).
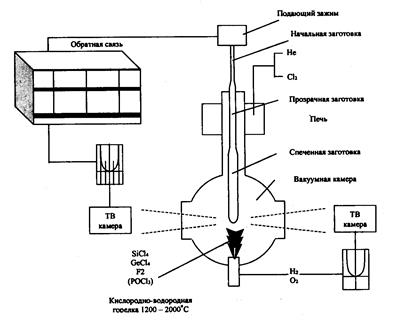
Рис. 3.14. Принципиальная схема, показывающая VAD метод изготовления заготовок
Аксиальное осаждение частиц кремниевого диоксида при этом методе происходит не радиально как в OVD; что делает более трудным процесс изменения индексного ППП, но позволяет проще изготавливать более длинные заготовки. Производственная система состоит из механизма для осевого движения заготовки, вакуумной камеры, горелки, выпаривающего модуля для составляющих сырья и блока управления. Заготовка вытягивается медленно, вертикально вверх через производственное оборудование. Сырье (SiCl4, GeCl4 и РОС13) вводится таким же образом как в OVD; используется газовая водородно-кислородная горелка и чрезвычайно мелкие стеклянные частицы, сформированные в процессе реакции теплового гидролиза. Эти частицы оседают на поверхности стержня с уже имеющимся напылением, который функционирует как основа для наращивания заготовки. Пористая заготовка наращивается вдоль оси стержня и увеличивается в направлении роста заготовки. При этом расстояние между горелкой и растущей в осевом направлении заготовкой должно оставаться постоянным. Можно также использовать несколько горелок одновременно, для того чтобы обеспечить требуемые показатели преломления сердцевины и оболочки. В зависимости от конструкции горелок и их расстояния от стержня, а также от температуры при осаждении можно изготавливать различные профили показателя преломления.
Превращение в прозрачную заготовку (остеклование) осуществляется с помощью кольцеобразной печи по окончании осаждения. Для сушки, т.е. удаления остатков влаги, в процессе усадки заготовка омывается газообразным хлором.
Важными элементами процесса изготовления заготовки методом VAD являются: постоянный процесс роста; точный контроль над потоком сырья; точный контроль относительно выхода избыточных материалов; температура пламени; поверхностная температура зоны роста заготовки; скорость вращения заготовки; позиция зоны роста заготовки.
Вариации в позиции зоны роста дают флуктуации в индексной конфигурации готовой заготовки. Осевая скорость изготовления заготовки — приблизительно 40 — 60 мм/час.
Чтобы получить световод с более толстой оболочкой, можно после этого на заготовку надвинуть трубку из кварцевого стекла в соответствии с методом «стержень в трубке», используемую в качестве оболочки.
3.3.9. Вытяжка оптического волокна
Для вытяжки кварцевого ОВ применяют установку вертикального типа (рис. 3.15), которая состоит из каркаса 1, узла подачи заготовок 2, печи 3, системы измерения диаметра ОВ 4, узла нанесения ПЗП на ОВ 5, системы контроля концентричности ПЗП б, системы отверждения ПЗП 7, измерителя диаметра но ПЗП 8, тягового устройства 9, системы испытания ОВ на механическую прочность 10 — 12, компенсатора 13, приемного устройства 14, системы управления 15, систем газоснабжения, водоснабжения, освещения, вентиляции.
Технология и оборудование для изготовления волокон с кварцевой сердцевиной и кварцевой оптической оболочкой изложены в [13, 14].
Каркас помещен на специальные резиновые амортизаторы, которые до минимума снижают вибрацию всей установки. Заготовки крепят в узле подачи заготовок с помощью зажима цангового типа.
Подачу заготовки осуществляют с помощью прецизионного винтового приспособления. Центрирование заготовки по оси Х и Y происходит автоматически. Дополнительно предусмотрен ручной режим центрирования заготовки. Узел подачи заготовки может иметь дополнительный привод, обеспечивающий вращение заготовки с одновременным ее продольным перемещением.
Печь для вытяжки ОВ должна обеспечивать оптимальный температурный градиент для максимального переноса тепла к заготовке в зоне плавления и высокую чистоту атмосферы, окружающей заготовку. Основными источниками тепла для разогрева заготовок являются: газовые горелки, CO2 — лазеры, печь с графитовым нагревателем, индукционная печь с циркониевым нагревателем, индукционная печь с графитовым нагревателем.
Система измерения диаметра ОВ основана на использовании лазера (метод лазерного сканирования), который обеспечивает точность ±0,5 мкм измерения даже при вибрации ОВ.
Узел нанесения первичного зенитного покрытия на ОВ позволяет наносить полимерный материал на поверхность ОВ. Слой ПЗП должен быть концентричным, постоянным по толщине, не иметь посторонних включений.
Система контроля концентричности первичного ПЗП основана на явлении дифракции и интерференции света. Концентричность покрытия относительно ОВ измеряют с помощью гелий-неонового лазерного интерферометра. В зависимости от наблюдаемой картины узел нанесения ПЗП перемещают вручную или автоматически, добиваясь наилучшей концентричности. Точность нанесения однослойного покрытия ±1 мкм, для двойного ± 2 мкм.
Система отверждения ПЗП выполняется двух типов: тепловая или ультрафиолетовая. Тепловая система представляет собой печь (или печи), в которые при необходимости подают инертный газ. Температура в печи достигает 800о С, количество печей в зависимости от скорости вытяжки может достигать трех, точность поддержания температуры +2оС.
УФ-печь применяют для отверждения эпоксиакрилатов, кремнийорганических компаундов и уретанакрилатов. Полимеризация осуществляется в атмосфере азота, что в значительной мере ускоряет весь процесс.
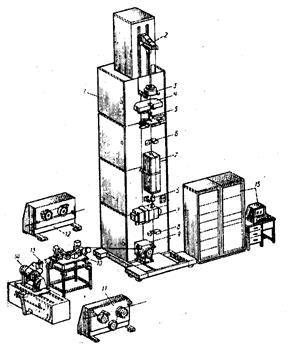
Рис. 3.15. Схема установки для вытяжки ОВ
Измеритель диаметра по ПЗП аналогичен измерителю диаметра ОВ.
Тяговое устройство ременного типа обеспечивает постоянство скорости с точностью 0,5%.
Система испытания ОВ на механическую прочность предназначена для выявления механических дефектов ОВ по всей его длине. Принцип действия заключается в перемотке ОВ при заданном напряжении, которое можно создать путем приложения к ОК растягивающей нагрузки или одновременно растягивающей и изгибающей нагрузок.
Процесс вытяжки ОВ на примере оборудования фирмы Ericsson Cable АВ происходит следующим образом [14]. Готовый стержень, независимо от метода его изготовления, вытягивается в волокно в башнях высотой приблизительно 12 м. Процесс вытягивания (рис. 3.16) начинается наверху башни, где стержень заготовки зафиксирован в центрирующем патроне. Нижний конец заготовки помещен в печь, и нагревается до температуры 2000о С. Графитовый нагревательный элемент защищен инертной атмосферой аргонового газа. Заготовка медленно опускается сверху в печь, в то время как стекловолокно вытягивается вниз и выходит из печи. Скорость вытягивания и скорость подачи автоматически контролируется машинной системой управления.
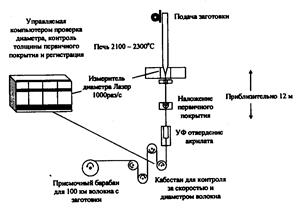
Рис. 3.16. Процесс вытяжки оптических волокон
Немедленно под печью управляемый лазером прибор измерения проверяет диаметр стекловолокна. Полученные значения подаются назад к системе управления, которая управляет скоростью кабестана вытягивания внизу башни. Увеличение диаметра волокна приводит к увеличению скорости вытягивания и наоборот. Обычное волокно имеет диаметр 125±2 мкм и скорость вытягивания — обычно 3-10 м/с. Стекловолокно охлаждается окружающим воздухом. Изготовленное стекловолокно имеет те же самые геометрические отношения между оболочкой и сердцевиной, что и заготовка. Стекловолокно покрывается защитным слоем акрилата (первичным покрытием) во время процесса вытягивания. Первичное покрытие состоит из двух слоев акрилата, более мягкого внутреннего слоя и жесткого внешнего слоя. Первичное покрытие из акрилата увеличивает прочность волокна; защищает от влаги (ОН) и против микроизгибов; облегчает прокладку.
Сразу после наложения первичное покрытие подвергается обработке УФ облучением. При первичном контроле диаметра проверяется диаметр первичного покрытия и концентричность волокна. Готовое волокно будет иметь диаметр 245±10 мкм.
После вытяжки волокно проходит тестирование на прочность. Для этого оно подвергается механическим воздействиям. При обнаружении трещин или других повреждений оно бракуется. Это испытание называется проверкой прочности и означает, что волокно подвергается указанному натяжению в течение 1 с. Трещины в волокне могут привести к его разрыву. После проверки прочности волокно транспортируется в лабораторию, где испытывается в экстремальных условиях. Из одной заготовки в условиях этой фирмы обычно получается 50-150 км волокна.
3.4. Конструкции и материалы волоконно-оптических кабелей
3.4.1. Типы конструкций волоконно-оптических кабелей
Международная электротехническая комиссия разделила в своих предложениях [15] все волоконно-оптические кабели на ряд основных типов:
- для непосредственной прокладки в земле;
- для прокладки в коллекторах и трубах;
- для воздушной прокладки (кабели с несущим тросом);
- для подводной прокладки (для относительно коротких водных преград);
- для внутриобъектовой прокладки;
- для межобъектовой связи;
- монтажные;
- для специальных целей (отличаются от соответствующих изделий общего назначения наличием особых требований, вызванных особенностями их эксплуатации в специальных отраслях техники или климатической зоне);
- морские (герметизированные, гидроакустические, грузонесущие).
Кроме того, ОК различают:
- по материалу ОВ — из кварца, многокомпонентного стекла, кварца в сочетании с полимером и полимера;
- по конструкции ОВ — моноволоконные и оптические жгуты;
- по профилю показателя преломления ОВ — как правило, ступенчатое, градиентное;
- по количеству передаваемых типов волн (мод) по ОВ — многомодовое, маломодовое, одномодовое;
- по материалу, применяемому для изготовления ОК, — нормальной и повышенной нагревостойкости;
- по наличию (отсутствию) токопроводящих жил — простые и комбинированные;
- по наличию экрана — экранированные и неэкранированные;
- по конструкции и материалам защитных покровов — нити, пленки, ленты;
- по технологии изготовления методы — экструзии, контактно-тепловой сварки, эмалирование и т.д.;
- по виду прокладки и монтажа — для фиксированных и подвижных объектов.
Несмотря на более, чем двадцатилетний опыт, волоконно-оптическая технология находится в начале своего развития — в коммерческих сетях связи она начала применяться только в 1977 г. Несмотря на этот сравнительно небольшой срок, оптический кабель успел пройти три важных этапа в своем развитии и в результате на сегодняшний день имеются три кабельные конструкции, а именно: концентрическая, с профилированным сердечникам и с профилированным ленточным сердечником [16].
Рис. 3.17. Виды конструкций ОК: а-концентрические; б-с профилированным сердечником; в-с профилированным ленточным сердечником
Концентрические кабели. Результатом первых разработок стали именно эти кабели. Волокно в таких кабелях располагается в плотном полиамидовом покрытии или в свободно уложенных трубках ОМ, которые, в свою очередь, скручиваются вокруг центрального силового элемента и формируют кабель концентрической конструкции. Такие кабели могут содержать до 144 волокон и от 2 до 12 волокон в каждой трубке (рис. 3.17, а).
Кабели с профилированным сердечником. Разработка кабеля с профилированным сердечником дала более мощные и прочные кабели, содержащие до 48 волокон и от 2 до 8 волокон в каждой свободно уложенной трубке ОМ. Дальнейшие разработки силового элемента привели к конструкции спирально-профилированного сердечника. Скрутка идет спиралью вдоль всей длины кабеля или в форме SZ с чередованием направления скрутки в правую и левую сторону через каждые несколько метров и точками перехода через каждые несколько оборотов.
Кабели данной конструкции имеют повышенную устойчивость против воздействия сил сжатия, где профилированный сердечник и трубка ОМ защищают волокна (рис. 3.17 б).
Кабели с профилированным ленточным сердечником. Растущие требования по более плотной упаковке волокон в кабеле и ускорению сварки волокон привели к конструкции с профилированным ленточным сердечником. Такие кабели содержат, например, до 192 волокон в каждом кабеле. Каждый паз в кабеле с профилированным ленточным сердечником может разместить до четырех ленточных слоев, где каждая лента содержит четыре или восемь волокон. Кабель с профилированным ленточным сердечником используется на междугородних и местных сетях связи (рис. 3.17 в).
Любая кабельная конструкция должна обеспечивать волокнам защиту от всевозможных внешних факторов — например, сопротивление раздавливанию, растягиванию, трению, коррозии и старению — без снижения пропускной способности волокон.
Волокно — чувствительный материал к растяжению и сгибанию. Основной целью при разработке кабеля является создание защиты для волокон, действующей в процессе производства, монтажа и эксплуатации кабеля. Если волокно подвергается сильным внешним воздействиям, могут пострадать критические параметры волокна, такие как эксплуатационный срок службы и параметры затухания. С данной проблемой можно справиться двумя способами. Во-первых, при сборке кабеля все волокна должны соответствовать нужному качеству — в производстве это обеспечивается системой гарантии качества, применяемой на заводе. Во-вторых, технология и проектирование кабеля должны проводиться экономичным образом для удовлетворения требований, предъявляемых с учетом методов проведения монтажа и назначения продукции.
При выборе конструкции кабеля для определенного назначения следует учесть ряд аспектов, к которым следует отнести:
- соответствие кабеля ГОСТ, ТУ, которые разрабатываются в соответствии с требованиями ITU-Т (Международный союз электросвязи — сектор стандартизации телекоммуникаций), IEC (Международная электротехническая комиссия), и СЕСС (Комитет по электронным компонентам в составе CENELEC);
- соответствие ОК необходимым эксплуатационным характеристикам. При определении пропускной способности волокна следует учитывать потери волокна и требования по их изменению. Эти характеристики должны удовлетворять самым жестким условиям, которые наблюдаются при эксплуатации;
- кабель должен быть удобным в работе и при монтаже. Он должен иметь гибкость, цветовое кодирование, малый вес, сопротивление изгибам, раздавливанию и растяжению, создавать условия для быстрого монтажа и надежной эксплуатации;
- кабель должен быть удобным в сварке и заделке в концевые устройства. Удобная идентификация кабеля и волокна облегчает сварку и делает ее более точной. Внешние защитные оболочки и покрытия должны легко сниматься. Важным моментом является скол волокон и подгонка волокна и кабеля, а, также предохранение места сварки;
- кабель должен иметь удобную маркировку, которая способствует быстрому ремонту и сокращает время простоя кабельных магистралей;
- кабель должен соответствовать предъявляемым требованиям с учетом специфических климатических условий на месте эксплуатации. При выборе нужной конструкции кабеля для заданного назначения следует учитывать условия окружающей среды, в которой кабель будет эксплуатироваться.
Кабели, прокладываемые в канализации, и кабели для прямой прокладки в грунт следует покрывать броней для их защиты от абразивного износа в каменистом грунте и от повреждений, наносимых грызунами. Для таких кабелей рекомендуется применять гофрированную стальную бронеленту.
Для подводных кабелей, кабелей для прямой прокладки в сложном по категории грунте и для прокладки, где предъявляются жесткие требования относительно механической прочности, следует предпочесть стальную бронепроволоку.
Для воздушных кабелей следует учитывать расстояние между опорами при выборе силового элемента. Иногда большую выгоду приносит выбор более прочного силового элемента и увеличение расстояния между опорами. Важным фактором является устойчивость кабеля к вибрациям, вызываемым ветром, и также способность кабеля выдерживать скопления льда в холодных климатических условиях.
Влияние оптического кабеля на экологию незначительно. Для его уменьшения заводы изготовители не должны применять материалы, наносящие вред окружающей среде.
3.4.2. Основные элементы волоконно-оптического кабеля
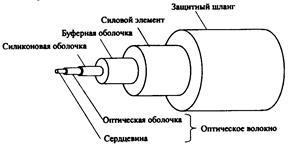
Рис. 3.18. Конструкция волоконно-оптического кабеля
Для любого кабеля важными характеристиками являются предел его прочности на разрыв, устойчивость к сжимающим и изгибающим усилиям, гибкость, защищенность от внешних воздействий, диапазон рабочих температур, срок службы и т.д. Величина этих характеристик зависит от конкретного применения кабеля. Так, ОК для наружного применения находится в экстремальных условиях. Он противостоит изменяющимся температурным условиям, налипанию льда, сильному ветру и грызунам, повреждающим его при подземной прокладке. Очевидно, что он должен быть прочнее кабеля, соединяющего оборудование внутри здания и работающего в контролируемых условиях. Кабель, прокладываемый под ковром в офисе, по которому ходят люди, двигают кресла, должен выдерживать дополнительную нагрузку по сравнению с кабелем внутри стен того же офиса.
Остановимся на основных элементах волоконно-оптического кабеля. На рис. 3.18 предоставлены основные компоненты простого оптического кабеля с одним волокном. Конструкция кабеля может быть достаточно разнообразной, но общими являются следующие компоненты:
- оптическое волокно;
- буферная оболочка (ПЗО);
- силовой элемент;
- внешняя оболочка.
Конструкция сердечника оптического кабеля. Как правило, сердечник оптического кабеля образуется из одного или нескольких элементов, в состав которых входят оптические волокна. Чтобы определить конструкцию сердечника кабеля или выбрать конструкцию элемента с оптическими волокнами, необходимо учитывать требования прокладки кабеля и монтажа волокон. Требуемое количество волокон в рассматриваемом кабеле и его применение определяют выбор типа конструкции элемента с оптическими волокнами.
Конструкция волоконно-оптических кабелей подразделяется на:
- кабели с одним элементом, в состав которых входит только один элемент с оптическими волокнами;
- кабели с несколькими элементами, в состав которых входит несколько элементов с оптическими волокнами.
Конструкция сердечника в кабелях с одним элементом соответствует элементам из оптических волокон, рассматриваемых на рис. 3.19.
Кабели с несколькими элементами конструируются посредством наматывания на центральный силовой элемент (СЭ) нескольких элементов с оптическими волокнами или свободного размещения нескольких объединенных элементов с оптическими волокнами в одной трубке, которая имеет оболочку с силовыми элементами. Если центральный силовой элемент в ОК не обеспечивает достаточной прочности конструкции, то поверх сердечника кабеля могут быть наложены дополнительные силовые элементы. При наличии в ОК двух слоев наружного СЭ, каждый из них накладывается в своем направлении, что препятствует возникновению крутящего момента при прокладке кабеля.
Примеры конструкций кабеля с несколькими элементами с оптическими волокнами представлены на рис. 3.20.
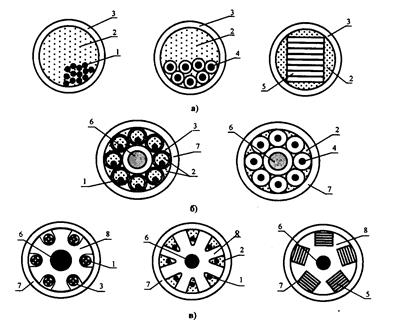
Рис. 3.19. Конструкции элементов сердечника: а-с одной трубкой; б-многослойная; в-с использованием профилированного сердечника: 1-оптическое волокно; 2-гидрофобный заполнитель; 3-полимерная трубка; 4- оптическое волокно в плотном защитном покрытии; 5-лента с волокнами; 6-силовой элемент; 7-защитная оболочка; 8-профилированный сердечник
Силовые элементы волоконно-оптического кабеля. Для выбора силовых элементов, в первую очередь, следует определить необходимую нагрузку на растяжение, учитывая вес кабеля, его конструкцию, диапазон температур окружающей среды и условия прокладки кабеля (прокладывается ли кабель в кабельной канализации, непосредственно в грунте, подвергается ли он изгибаниям и т. п.). Силовые элементы должны обеспечивать достаточную прочность кабеля, чтобы деформация волокон не превышала допустимого предела с учетом динамической деформации, вносимой в процессе работы с кабелем. При максимальной нагрузке силовые элементы должны оставаться эластичными, позволяя при уменьшении растяжения кабеля сохранить длительную остаточную деформацию ниже допустимой [15].
Выбор силовых (армирующих) элементов и их расположение является важной проблемой, во многом определяющей надежность оптических кабелей.
В обычных кабелях медные проводники являются одновременно и силовыми элементами, способными сохранять работоспособность при относительном удлинении в продольном направлении до 10 %. В ОК эту функцию должен выполнять армирующий элемент или группа армирующих элементов. Как правило, относительное удлинение оптических волокон в ОК составляет около 0,5 %, поэтому они могут быть разрушены уже при незначительных удлинениях кабеля. Остаточное рабочее механическое напряжение в кабеле должно быть значительно ниже напряжений, вызывающих разрушение ОВ..В некоторых конструкциях роль армирующих элементов в кабеле играют гладкие или гофрированные традиционные оболочки из алюминия или стали.
В процессе конструирования ОК необходимо учитывать взаимное расположение упрочняющих элементов и ОВ. Существует два основных варианта такого взаимного расположения. В первом из них упрочняющий элемент располагают в центре ОК, а волокна — концентрически относительно центрального элемента. Во втором ОВ располагают в центре, а вокруг них — силовые элементы. При центральном расположении армирующих элементов гибкость кабеля в большей степени зависит от качества ОВ, его стойкости к изгибающим нагрузкам, однако конструкция эффективнее противостоит растягивающим нагрузкам. При концентрическом (внешнем) расположении армирующих элементов жесткость конструкции увеличивается, но возрастает стойкость кабеля к раздавливающим нагрузкам, обеспечивается лучшая защита от сил трения и срезающих сил (поперечный сдвиг).
Армирующие элементы могут влиять и на процесс изготовления кабеля. Стальные упрочняющие элементы эффективно предотвращают продольное сжатие волокна полимером при его охлаждении после нанесения оболочки методом экструзии. В то же время нить из графита или высокопрочной синтетической нити не способна предотвратить продольное сжатие волокна, поскольку сама изгибается под сжимающей нагрузкой, возникающей при охлаждении полимера. Это приводит к возникновению дополнительных потерь на микроизгибах в процессе изготовления ОК или во время эксплуатации при пониженных температурах. Изгиб упрочняющих элементов кабеля уменьшает его жесткость при растяжении.
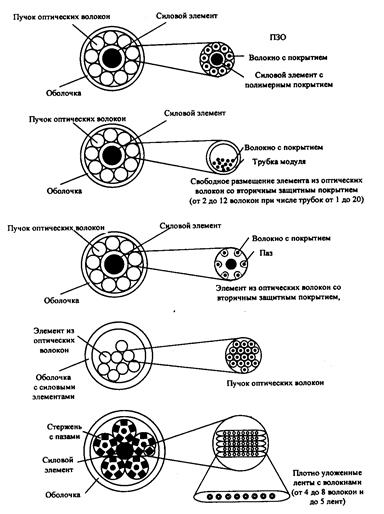
Рис. 3.20. Конструкции ОК с несколькими элементами с ОВ
Некоторые требования к прокладке ОК могут определять, где именно должны размещаться силовые элементы внутри кабеля, например: подготовка кабеля и сращивание волокон; сращивание оболочки; устройства для протяжки кабеля; геометрические размеры кабеля.
До тех пор, пока деформация волокна удерживается в допустимых пределах, можно применять силовые элементы любых типов. Поскольку жесткость сплошного провода пропорциональна величине его диаметра в четвертой степени, то при больших диаметрах необходимо использовать скрученные провода, или неметаллические силовые элементы.
Металлический силовой элемент может располагаться в центре сердечника или на периферии ОК. В качестве центрального силового элемента (ЦСЭ) может использоваться стальной провод или трос диаметром от 2 до 3,5 мм. На периферии кабеля металлический силовой элемент располагается в виде проволок, вмонтированных в оболочку. Металлический силовой элемент может располагаться и вне кабеля. Силовой элемент и кабель могут соединяться в процессе наложения оболочки и образовывать конструкцию в виде восьмерки.
В качестве ЦСЭ кабеля используется также стеклопластиковый прут. В будущем различные виды сложных материалов, например арамидные волокна, усиленные пластиком, будут вероятно шире использоваться, как альтернатива стальному проводу.
В кабелях, которые используются в условиях, требующих большую гибкость и прочность, обычно применяются арамидные нити в качестве силового элемента. Арамидные нити располагаются параллельно одному или нескольким волокнам в плотной укладке, образуя простой, но прочный силовой элемент. Арамидные нити имеют исключительно высокую прочность и гибкость и таким образом создают превосходную защиту против продольных силовых напряжений. Арамидные нити используются также как силовой элемент в воздушных кабелях и кабелях для прокладки в трубах. Нити накладываются слоем вокруг сердечника кабеля или между внутренней оболочкой и внешним защитным шлангом.
В последнее время в некоторых конструкциях ОК стал применяться концентрически пустой силовой элемент. Для воздушных кабелей, используемых при подвеске на больших пролетах между опорами, были разработаны специальные виды силовых элементов. В полой трубке из стеклопластика с номинальным диаметром 10 мм размещаются от 1 до 6 волокон. Эта конструкция позволяет подвешивать кабель при расстоянии между опорами до 800 м без учета потенциальной нагрузки из-за образования льда и ветра. Использование стеклопластикового силового элемента дает относительно легкий, полностью диэлектрический кабель, подвешиваемый на высоковольтных линиях передачи без каких-либо дополнительных мер защиты. Этот вид силового элемента обеспечивает эффективную радиальную защиту волокна.
Известны случаи использования для силовых элементов меди, армированной вольфрамом [13].
Оболочка, броня и защитный шланг оптического кабеля. Оболочка защищает сердечник кабеля от механических повреждений и повреждений, возникающих под воздействием окружающей среды. Поэтому при конструировании кабеля тип оболочки выбирается исходя из учета: образования водорода; климатических факторов; герметичности; влагостойкости; механической прочности (изгиб, кручение, радиальное усилие, растяжение, истирание и т.п.); химической устойчивости; диаметра; веса; пожароустойчивости; защиты от грызунов.
В конструкциях ОК, применяемых для внешней и внутренней прокладок, было использовано большое количество разных типов оболочки кабеля. Они подразделяются на оболочки: металлопластмассовые с металлическими лентами или металлическим слоем; пластмассе; пластмассовые с силовыми элементами; пластмассовые с впрессоваными силовыми элементами, комбинированные, со стальной гофрированной лентой; бронированные.
Типы оболочек, используемых в ОК для различных условий прокладки [15], представлены в табл. 3.7.
Таблица 3.7. Типы оболочек ОК для различных условий прокладки
| Тип оболочек ОК | Воздушная подвеска | Прокладка в | ||||
| грунте | канализации | туннеле | под водой | зданиях | ||
| Металлопластмассовая с металлическими лентами или с металлическим слоем | А | А | А | А | В | В |
| Пластмассовая | А | В | А | А | В | А |
| Пластмассовая с силовыми элементами | А | А | А | А | В | А |
| Пластмассовая с впрессоваными силовыми элементами | А | А | А | А | В | В |
| Бронированная | А | А | В | В | А | В |
Примечание. А — обычно применяемый тип, В — редко применяемый тип
Металлопластмассовые оболочки. Рассмотрим несколько разновидностей металлопластмассовых оболочек для ОК.
Металлопластмассовая оболочка с металлическими лентами или с металлическим слоем содержит металлическую ленту, образующую влагонепроницаемый барьер. В некоторых конструкциях достигается полная водонепроницаемость. Металлическая лента может быть гофрированной для улучшения гибкости и сопротивления раздавливанию кабеля.
Металлопластмассовая сварная оболочка с алюминиевой ламинированой лентой включает алюминиевую ленту, которая, как правило, с одной стороны имеет ламинированное покрытие из тонкой полиолефиновой или сополимерной пленки. Алюминиевая лента с покрытием накладывается в продольном направлении поверх сердечника кабеля. Причем сторона, на которую нанесено покрытие, находится сверху, образуя, таким образом, трубку с нахлестом. Таким образом, полиолефиновый слой спрессовывается поверх ленты и сплавляется с опрессованным шлангом ОК, обеспечивая прочную связь между ней и алюминиевой лентой. Алюминиевая лента, имеющая покрытие с обеих сторон, может применяться в случае необходимости для заделки места прехлеста с целью улучшения влагонепроницаемого барьера или во избежание циркулирования токов в оболочке.
Металлопластмассовая оболочка со стальной лентой с ламинированным покрытием включает стальную ленту, которая с обеих сторон имеет покрытие из тонкой сополимерной пленки. Эта лента гофрируется и накладывается в продольном направлении поверх сердечника кабеля, образуя трубку с нахлестом, вдоль которой оплавляется сополимер, благодаря чему обеспечивается прочный сварной шов. В этом случае поверх ленты опрессовывается пластмассовый шланг, например, из полиэтилена.
Металлопластмассовая оболочка с алюминиевой лентой и лентой из луженой стали включает алюминиевую ленту, накладываемую в продольном направлении и образующую трубку, поверх которой надевается аналогичная и соприкасающаяся с ней трубка из луженой стали. Края ленты из луженой стали укладываются внахлест и пропаиваются. Для кабелей больших диаметров обе ленты гофрируются, что улучшает их гибкость. Поверх трубки из луженой стали наносится слой компаунда, а затем для защиты от коррозии она опрессовывается пластмассовой оболочкой. Такая оболочка представляет собой прекрасный влагонепроницаемый барьер.
Металлоппастмассовая оболочка со сваренной стальной лентой включает стальную ленту, накладываемую в продольном направлении и образующую трубку, края которой свариваются. Затем эта трубка гофрируется вокруг сердечника кабеля. Поверх стали наносится слой компаунда, а затем для защиты от коррозии она опрессовывается пластмассовой оболочкой. Такая оболочка является также прекрасным влагонепроницаемым барьером.
Метаплопластмассовая оболочка со свинцовой оболочкой, наносимой методом опрессовки включает водонепроницаемый слой в виде свинцовой оболочки, наносимой методом опрессовки. Для защиты сердечника кабеля от воздействия высокой температуры в процессе опрессовки свинцом необходимо использовать соответствующий теплоотводящий барьер между сердечником кабеля и его свинцовой оболочкой. В качестве этого барьера используются пластмассовые скрепляющие ленты сердечника ОК.
Пластмассовая оболочка. Оболочка этого типа наносится методом опрессовки пластмассовым материалом (полиэтилен или поливинилхлорид и т.п. ) и не является влагонепроницаемой.
Пластмассовая оболочка с силовыми элементами. Оболочка этого типа содержит силовые элементы, накладываемые в продольном или в поперечном направлении, которые могут быть металлическими и неметаллическими.
Пластмассовая оболочка с силовыми элементами, накладываемыми в поперечном направлении двумя слоями, имеет силовые элементы, намотанные по спирали двумя слоями, которые сбалансированы по крутящему моменту в противоположных направлениях. Поверх этих элементов наносится методом опрессовки пластмассовая оболочка. Рассматриваемые силовые элементы могут быть выполнены из стали или из пластмассы с упрочняющими стекловолокнами.
Пластмассовая оболочка с приваренными силовыми элементами имеет силовые элементы из арамидных нитей; помимо этого может включать стеклопластиковые силовые элементы, привариваемые к оболочке кабеля. При использовании в оболочке кабеля силовых элементов из арамидной нити можно применять центральный силовой элемент, препятствующий образованию петель. Рассматриваемая оболочка может содержать влагонепроницаемый барьер.
Пластмассовая оболочка, в которую впрессованы силовые элементы, комбинированная со стальной гофрированной лентой, включает два параллельных стальных силовых элемента, которые впрессованы в пластмассовую оболочку, наносимую поверх гофрированной стальной ленты с помощью опрессовки. Стальная лента размещается поверх сердечника кабеля и создает влагонепроницаемый барьер.
Бронированная оболочка кабеля. В качестве дополнительной защиты оптического кабеля, позволяющей удовлетворять конкретным условиям окружающей среды, используются несколько слоев брони, наносимых поверх оболочки кабеля. Дополнительная защита оболочки кабеля необходима при переходах через озера и реки, так как позволяет противостоять водному потоку и механическим повреждениям. Для бронирования оболочки может применяться спирально накладываемая одним или несколькими слоями стальная проволока с цинковым покрытием или проволока из нержавеющей стали, поверх которых накладываются защитные слои компаунда и пластмассовый шланг, наносимый методом опрессовки. При выборе проволоки для использования в качестве брони необходимо учитывать возможность образования водорода под воздействием коррозии. В качестве защиты от древоточцев может применяться медная лента.
Поверх пластмассовой оболочки можно накладывать свинцовую оболочку для кабеля, подвергающегося сильному воздействию нефтехимических веществ.
Для защиты от грызунов поверх оболочки кабеля может использоваться металлопластмассовая сварная оболочка с гофрированным покрытием из стальной ленты или из ленты из нержавеющей стали с покрытием с обеих сторон.
Внешний защитный шланг ОК, подобно изоляции провода, обеспечивает защиту кабеля от механического трения, масла, озона, кислот, щелочей, растворителей и т.д. Выбор защитного шланга ОК зависит от степени необходимой защиты и стоимости.
3.4.3. Защита волоконно-оптического кабеля от влаги
Для защиты сердечника кабеля от проникновения воды служит оболочка. Кабель, прокладываемый непосредственно в грунте, в кабельной канализации или под водой, должен иметь специальную конструкцию, защищающую от проникновения воды или влаги в продольном направлении. При определении состава сердечника кабеля должен быть выбран один из следующих двух методов защиты:
- защита кабеля с помощью гидрофобных материалов;
- содержание кабеля под давлением.
Нередко в процессе эксплуатации кабель находится в прямом контакте с водой. Воздействие влаги отрицательно влияет на работоспособность кабелей, так как может привести к механическому разрушению основного функционального элемента — оптического волокна, по которому электромагнитное поле распространяется в виде информационных сигналов в оптическом диапазоне волн. Кроме того, в случае нарушения целостности оболочки возможно распространение воды по существующим продольным каналам между элементами конструкции, что также представляет опасность для кабеля. Поэтому защита ОК от влаги является одной из наиболее важных задач для их разработчиков и производителей.
Чтобы ОК надежно работал в течение всего срока эксплуатации, необходимо определять время его эффективной влагозащиты. Существующие методики расчета эффективного времени влагозащиты для традиционных кабелей не могут быть применены из-за принципиальных различий между этими кабелями и кабелями оптическими.
В обычных (неаварийных) условиях вода проникает в кабель за счет диффузии влаги через оболочки. Вредное воздействие влаги проявляется только при контакте воды с волокном. Конструкция оптического кабеля многослойная. Оптическое волокно имеет защитные покрытия, расположено в модуле, заполненном гидрофобным составом, поверх модуля накладываются защитные оболочки. Пространства между элементами оптических кабелей современных конструкций, как правило, заполняются гидрофобными составами.
Важное значение с точки зрения влагонепроницаемости ОК имеют материалы оболочки защитного шланга.
Металлические оболочки практически влагонепроницаемы; их коэффициент влагопроницаемости крайне мал (≈10-29). Поэтому до тех пор, пока единственным типом оболочки кабелей связи оставалась свинцовая, проблемы диффузии влаги внутрь кабеля не существовало.
Пластмассы обладают в миллиарды раз большей влагопроницаемостью. Значение коэффициента влагопроницаемости (P) для полиэтилена примерно 10-16, для поливинилхлоридного пластиката — 10-14 — 10-15 в зависимости от структуры и технологического режима переработки. Количественное сопоставление диффузии через свинец и, например полиэтилен, показывает, что если при определенных условиях через полиэтиленовый образец 1 мг влаги проникает в течение 1 ч, то через аналогичный свинцовый образец то же количество влаги проникает за 10-9 ч, т. е. за 115000 лет.
Кроме проблемы поперечной герметизации ОК важной является и проблема продольной влагостойкости кабеля. Для предотвращения или замедления процесса распространения воды вдоль кабеля используют различные гидрофобные и гидрофильные материалы. Первые достаточно надежно выполняют водоблокирующую функцию только при условии тщательного заполнения всех промежутков между конструктивными элементами кабеля по его сечению, что не всегда технологически возможно.
Гидрофильные, или водопоглощающие материалы (ВМ) более технологичны [18]. Занимая первоначально незначительный объем, при взаимодействии с водой они набухают и заполняют полости в конструкции кабеля, препятствуя продольному распространению воды. Но внедрение ВМ в отечественное производство кабелей происходит очень медленно, так как отсутствие в литературе необходимой информации об опыте эксплуатации этих материалов в составе ОК вызывает недоверие у потребителей.
Водопоглощающий элемент изготавливается в виде лент, порошка и нитей. Основными характеристиками водопоглощающего порошка являются его водопоглощающая способность, скорость водопоглощения, стойкость к воздействию соленой воды и микроорганизмов. Водопоглощаемость порошка определяется числом ионизированных групп (обычно карбоксилов) и плотностью поперечных связей. Для повышения эффективности порошок делают из нескольких составляющих: термопластичного эластомера, обеспечивающего гидрофобность; водорастворимой смолы, используемой для улучшения коэффициента водопоглощения; водопоглощающей смолы; поверхностно-пропитывающего агента для снятия поверхностного натяжения [17].
Результаты технико-экономического анализа, проведенного для конструкций с гидрофобными заполнениями и с ВМ по нескольким параметрам: водоблокирующие свойства, совместимость с другими материалами конструкции, удобство эксплуатации, цена, масса, диапазон рабочих температур, технологичность — показали, что конструкции с ВМ использовать более целесообразно, чем конструкции с гидрофобными заполнениями.
3.4.4. Пожаробезопасность волоконно-оптических кабелей
Создание пожаробсзопасных ОК представляет сегодня важнейшую научно-техническую проблему.
В отношении пожаробезопасности требования ко всем кабелям практически одинаковы и диктуются необходимостью решения следующих основных задач [18]:
- предотвращение распространения пламени от очага возгорания как в пределах аварийного помещения, так и в других помещениях (минимизация масштабов пожара), обеспечение условий пожаротушения и эвакуации людей (снижение выделения дыма и токсичных продуктов горения);
- функционирование систем безопасности в случае пожара (сохранение целостности ОВ в течение определенного времени при воздействии открытого пламени на ОК, т. е. огнестойкость кабелей);
- защита приборов и оборудования от повреждения газообразными продуктами горения (отсутствие выделения коррозионно-активных продуктов).
Требования по показателям пожаробезопасности приведены в табл 3.8.
Таблица 3.8. Требования по показателям пожарной безопасности
| Показатель | Значение | Стандарт |
| Нераспространение горения | Категория «А» (ν=7 л/м3, τ=40 мин, L≤2,5 м) | МЭК 332-3 |
| Огнестойкость | 90, 120 и 180 мин | МЭК331 |
| Коррозионная активность продуктов дымогазовыделения | РН>4,3 р ≤ 100 S/см | МЭК 754-1 МЭК 754-2 |
| Оптическая плотность дыма | По нормам МЭК 1034-2 | МЭК 1034-1 |
Электрические и оптические кабели на основе современных полимерных композиций по степени жесткости требований к показателям пожарной безопасности могут быть разделены на шесть групп (рис. 3.21). Три группы (1 — 3) кабели на основе галогеносодержащих композиций (пластмасс и резин) и следующие три группы (4 — 6) — кабели на основе не содержащих галогены композиций полимеров и сополимеров. Кабели шестой группы должны удовлетворять полному комплексу требований по показателям пожарной безопасности, включая сохранение работоспособности при пожаре в течение нормированного времени [18].
Хотя подготовка промышленного выпуска кабелей в настоящее время ведется по всем шести классификационным группам, следует обратить внимание потребителей, что многие вопросы, связанные с практическим применением кабелей 4 — 6 групп на электростанциях, промышленных предприятиях, транспорте и в жилищно-коммунальном хозяйстве, не решены.
Рис. 3.21. Группы кабелей по пожарной безопасности
До настоящего времени в действующих СНиП использование безгалогенных или огнестойких кабелей на объектах метрополитенов, жилищно-коммунального комплекса, тепловых электростанций, в цепях пожарной сигнализации, не предусмотрено, хотя в мировой практике применение таких кабелей нормировано более чем на 15 лет.
Согласно [19] ОАО ВНИИКП совместно с рядом организаций и предприятий разработали ПВХ пластикаты с пониженной горючестью типа НГП марок: НГП 40-32 и НГП 30-32 — для защитных шлангов кабельных изделий; а также ПВХ пластикаты с пониженной пожароопасностью типа НП марок: ОНП — для защитных шлангов, ИНП — для изоляции и ОНП-В — оболочек кабельных изделий.
Наряду с указанными направлениями работ проводятся исследования по созданию пожаробезопасных кабелей с использованием безгалогенных композиций на основе полиолефинов. У этих композиций относительно низкое выделение дыма, они не выделяют коррозионно-активные летучие продукты в условиях горения. У изготовителей и потребителей стран СНГ сегодня есть три основных способа повышения пожаробезопасности кабельных изделий и объектов, где они применяются:
- замена серийных ПВХ пластикатов на ПВХ пластикаты с пониженной горючестью и пожароопасностью;
- замена серийных композиций на основе полиэтилена на безгалогенные композиции на основе полиолефинов;
- замена ПВХ пластикатов на безгалогенные композиции на основе полиолефинов.
3.4.5. Материалы для конструктивных элементов волоконно-оптических кабелей
Общие положения. Остановимся на материалах основных элементов ОК. Профилированный сердечник ОК изготавливают из поливинилхлорида, полиэтилена, полиуретана или полипропилена. Кордель (заполнитель) может выполняться из полиэтилена, поливинилхлорида, полиуретана, резины и содержать хлопчатобумажную нить различной расцветки, упрочняющие элементы или токопроводящие жилы [13]. Скрепляющие элементы изготавливают из нитей (хлопчатобумажных, полимерных, стеклонитей), лент (полиамидных, полиэтилентерефтапатных, фторопластовых, бумажных), полимерных металлизированных пленок. Армирующие элементы для ОК отличаются высокой прочностью на разрыв (2000 — 3000 МПа), высокой гибкостью, имеют большой модуль Юнга (60000 — 100000 МПа) и малую массу.
Во многих случаях одним из основных требований к ОК является отсутствие металлических элементов в его конструкции. В этом случае армирующие элементы выполняют из неорганических или полимерных материалов. Это позволяет к тому же существенно уменьшить массу кабеля, увеличить его стойкость к многократным деформациям изгиба, кручения, перемотке и увеличить срок службы.
Синтетические высокомодульные материалы. Синтетические волокна обладают высокой механической прочностью, нагревостойкостью и малой усадкой [20]. Некоторые характеристики представлены в табл. 3.9.
Лучшее волокно СВМ имеет разрывную прочность, превосходящую прочность всех природных, искусственных и синтетических волокон (2000 — 2500 МПа). Но волокно СВМ очень жесткое — его прочность в узле составляет 20 — 40% от исходной. Оксалон имеет меньшую прочность (600 — 800 МПа) и меньшую жесткость. Процент сохранения прочности в узле у него в 1,5 — 3 раза больше, чем у СВМ, и составляет 60%.
Наиболее стойкими к химическим реагентам оказались волокна СВМ, оксалон и фенилон. Остальные волокна стойки либо к кислотам, либо к щелочам.
По стойкости к воздействию микроорганизмов лучшими являются СВМ, высокомодульный винол, лавсан и фенилон.
СВМ, оксалон, сульфон, аримид при температурах от 150 до 300оС имеют усадку не более 1 — 2%. Нитрон Т и высокомодульный винол при 150оС имеют незначительную усадку, при повышении температуры до 200 — 300оС усадка нитрона Т достигает 10 — 16%.
В процессе изготовления упрочняющих сердечников и жгутов, а затем и кабелей нити подвергаются воздействию ряда факторов: изгибам и истиранию при тростке и скрутке, натяжению до 10,0 — 15,0 Н, нагреву до 170 — 200оС при ошланговании полиэтиленом и поливинилхлоридным пластикатом. При наложении оболочки из резины и вулканизации изделия температурный интервал изменяется от 100 до 213оС, и возможно воздействие пара.
Влияние технологических факторов в процессе изготовления кабелей оценивалось по изменению прочности нитей.
Технологические факторы не влияют на прочность нитей СВМ линейной плотности 58,9 и 29,4 текс. Прочность нити СВМ толщиной 100 текс сначала снижалась после операции тростки, а после скрутки кабеля и наложения оболочки возрастала почти до исходных значений.
Технологические операции влияют также на прочностные свойства высокомодульных поливинилспиртовых волокон. Так, после скрутки сердечника и жгутов прочность нитей уменьшается, а после наложения поливинилхлоридной оболочки на кабель увеличивается до исходных значений. Изменение прочности высокомодульных поливинилспиртовых волокон свидетельствует о том, что эти волокна, обладающие большой удельной объемной энергией межмолекулярного взаимодействия (4,33 — 4,75 кДж/моль), очевидно, еще способны к дальнейшей релаксации.
Волокно фенилон также исследовалось в одном из типов кабелей. Такие операции, как скрутка, оплетка, несколько уменьшили прочность волокна. При наложении оболочки, как и в случае применения винола, прочность увеличилась.
Увеличение прочности всех исследованных волокон при наложении шланга обусловлено ориентацией и стабилизацией структуры волокна при натяжении и тепловом воздействии, нарушенных при скрутке и оплетке.
Изменение прочности полиэфирных нитей обусловлено изменением их структуры. Так, например, при натяжении и тепловом воздействии происходит ориентация макромолекул, что связано с рекристаллизацией волокна при повышенных температурах (100 — 200 С). Снижение прочности нитей при этом может быть обусловлено уменьшением числа связей в аморфных областях и, кроме того, усилением процесса дезориентации макромолекул. Относительное удлинение и тепловая усадка исследованных волокон не изменяются при изготовлении кабелей. Таким образом, влияние технологических факторов на свойства синтетических волокон при изготовлении кабеля незначительно.
Таблица 3.9. Основные характеристики синтетических волокон
| Параметр | Значение для | ||||||||
| СВМ | оксалона | терлона | нитрона | сульфона | фенилона | аримида | высокомодульного винола | лавсана термофикси- рованного | |
| Разрывная прочность, МПа | 2230 | 637 | 482 | 320 | 343 | 562 | 580 | 764 | 876 |
| Относительное удлинение, % | 4,6 | 2,3 | 7,6 | 11,7 | 12,8 | 20,8 | 8,5 | 4,7 | 9,8 |
| Толщина, текс | 100 | 22,7 | 31,2 | 16,6 | 14,2 | 50 | 14,2 | 93,4 | 345 |
| Прочность в узле, %, от исходной прочности | 23 | 64,7 | 61 | 76 | 76 | 71 | 69 | 48 | 55 |
| Грибостойкость после воздействия микроорганизмов в течение 30 суток, балл | 1 | 3 | 3 | 3 | — | 1 | 3 | 0 | — |
| Сохранение прочности, %, при воздействии: температуры, оС 200- 1ч 250 — 1ч 300- 1ч 80 — 3 мес. 60- 2ч пара при давлении 0,4 Мпа — 40 мин. кислоты соляной 25% при 20'С-24ч кислоты азотной 25% при 20'С - 24ч щелочи 40% при 20'С — 20 ч бензина при 20'С — 24 ч трансформаторного масла при 120'С — 24 ч | 90 97 100 100 100 86,4 73 53 69 100 95 | 100 88,2 80,0 100 95 83,3 62 34 100 100 85 | 97,3 94 72,0 100 90 100 54 разрушение 100 100 100 | 85,4 56,2 31,7 90 100 разрушение 83 62 65 94 100 | 79,4 76,4 85,3 — 73,5 88,2 — — — — 100 | 83,3 92,0 81,0 97 94,2 83,3 74 44 85 93 92 | 100 98 91,7 98 85,7 87,7 85 79 разрушение 100 100 | 52,5 разрушение разрушение 100 100 разрушение разрушение разрушение разрушение 100 100 | 100 разрушение разрушение — 100 98 99 100 разрушение 100 100 |
| Усадка после воздействия, %: температуры, 'С 150- 1ч 250 — 1ч 300- 1ч пара при давлении 0,4 МПа — 40 мин. | 0 0 0 0,1 | 0 0,06 0,48 0,4 | 0 0 0 0,4 | 2 16 16,7 — | — 0,5 1,6 3,3 | — 0,8 5,6 3,9 | 0,4 0,06 1,04 0,32 | 1,3 разрушение разрушение разрушение | 1,5 — — 10,0 |
С начала 90-х годов последнего тысячелетия были сняты ограничения КОКОМ, введенные по инициативе США, на передачу в бывшие социалистические страны так называемых высоких технологий и ряда продуктов на их основе. Это позволило в конструкциях ОК применять нити СВМ типа кевлар фирмы Dupont и нити типа тварон фирмы Akzo Nobel. Эти нити обладают хорошо сбалансированными физическими и химическими свойствами. Рассмотрим некоторые из основных свойств этих нитей.
1. Отличные свойства при растяжении:
- нити кевлар и тварон способны выдерживать большие линейные нагрузки при малом относительном удлинении, это позволяет им защищать оптические волокна от деформаций, которые могут ухудшить характеристики передачи сигнала в кабелях;
- эти нити идеально подходят для очень длинных ОК. Их очень большая разрывная длина под действием собственного веса позволяет создавать и использовать большие пролеты на воздушных линиях для подвесного кабеля, чем это было возможно раньше.
2. Превосходная стабильность размеров:
- волокно кевлар и тварон обладают высокой устойчивостью к ползучести и эффективно противостоят необратимым изменениям длины под нагрузкой в процессе эксплуатации;
- нити практически не подвержены воздействию предельных температур, возникающих при эксплуатации изделия на открытом воздухе, не теряют прочности при высокой температуре и не становятся хрупкими в условиях арктического климата;
- низкий (отрицательный) коэффициент теплового линейного расширения позволяет сократить до минимума обусловленные температурой (обратимые) изменения длины кабеля.
3. Отличные диэлектрические свойства:
- кевлар и тварон обладают отличными изоляционными свойствами, которые позволяют создавать кабельные конструкции, обеспечивающие электрическую безопасность, устойчивость к разряду молнии и неподверженность к помехам.
4. Прочность и устойчивость к внешним повреждениям:
- хорошая устойчивость к абразивному изнашиванию, отличные баллистические свойства и хорошие усталостные характеристики позволяют создавать долговечные кабели;
- кевлар и тварон не поддерживают горения и сгорают только, если их держать в огне. Они не способствуют распространению пламени и тепла.
5. Малый вес и объем. Гибкость:
- эти свойства облегчают использование кабеля, позволяя уменьшить поперечное сечение кабеля и обеспечивая создание легких и гибких конструкций.
6. Хорошая текстильная перерабатываемость, свобода при проектировании:
- нити кевлар и тварон можно использовать как для центрального силового элемента, так и для периферийного силового армирования. Выпускается широкая номенклатура толщины нитей, и их можно перерабатывать на имеющемся производственном оборудовании, не жертвуя при этом их эксплуатационными характеристиками;
- армирующие материалы полностью совместимы с другими конструкционными материалами для кабелей;
- гибкость и не вызывающая затруднений переработка обеспечивают снижение риска повреждения оптических волокон в процессе переработки.
7. Проверенная практикой надежность:
- многие годы практического применения волокон кевлар и тварон доказали их надежность и экономичность. Армирование составляет небольшую часть затрат в стоимости кабеля, но оно требует применения надежного материала с проверенными на практике характеристиками.
Некоторые характеристики армирующих материалов, используемых в кабельной промышленности, приведенны в табл. 3.10. Нити тварон в настоящее время применяются для решения специальных проблем заказчика. Из них выпускают ленты для баллистической защиты самонесущих ОК, разрывные корды, для вскрытия оболочки кабелей. Армированные твароном стержни могут быть использованы в качестве центрального силового элемента в волоконно-оптических кабелях. Такой стержень является композитом из коллимированных арамидных нитей тварон и эпоксидной смолы. Армированные твароном стержни перед силовыми элементами из стандартного эпоксистекла Е (FRP) имеют следующие преимущества: более высокий модуль упругости при растяжении (+ 25%); отрицательный температурный коэффициент расширения (противодействует положительным температурным коэффициентам других присутствующих пластиков); меньшую плотность (-35%); большую гибкость (меньшая жесткость).
Таблица 3.10. Основные параметры арамидных нитей кевлар и тварон и других армирующих материалов
| Материал | Плотность, г/см3 | Сопротивление разрыву, МПа | Модуль уп- ругости, ГПа | Относительное удлинение при разрыве, % | ТКЛР, 1/К |
| Кевлар 49 29 | 1,44 | 3070 2950 | 114 72 | 2,5 3,6 | -2х 10-6 |
| Тварон 2200 1055 | 1,45 | 2900 2900 | 115 125 | 2,7 2,5 | -3х10-6 |
| Стальная проволока | 7,86 | 1960 | 200 | 2,0 | 6,6х10-6 |
| Силикатное стекловолокно | 2,48 | 4580 | 86 | 5,4 | 3,1х10-6 |
| Высокопрочное полиэтиленовое волокно | 0,98 | 2650 | 95 | 3 ... 4 | — |
В табл. 3.11 приведены для сравнения характеристики физических свойств армированных арамидом и стеклом стержней.
Таблица 3.11. Основные параметры стержней, армированных арамидом и стеклом
| Стержень | Модуль упругости при растяжении, ГПа | Прочность при растяжении, МПа | Удельный вес, г/см | ТКЛР, 1/К |
| Aralinе | 68 | 1600 | 1,3 | -2х10-6 |
| Стекло-EP/UP | 45...55 | 1200...1500 | 2,1...2,3 | 7х10-6 |
Армирующие материалы из стеклопластика и металла. Интересен еще один вид армирующих материалов, который чаще всего используюется для усиления сердечника ОК—это стеклопластики. Прутки из этого материала выполняют из пучка стекловолокон, пропитанных полиэфирной смолой (Япония) [20]. Основные параметры стеклопластиковых прутков [21...24] приведены в табл. 3.12. Прутки изготавливаются диаметром от 2,5 до 15 мм неограниченной длины. Для изготовления прутков стекловолокно с отдающих катушек пропускают через ванну с пропитывающим составом и печь предварительной просушки. Поверх заготовки накладывают еще один слой стекловолокна, затем заготовку сушат и полимеризируют. Всю технологическую операцию осуществляют за один проход.
Из металлических армирующих элементов, применяемых в ОК, следует упомянуть стальные проволоки с латунным покрытием или полимерной оболочкой, тросы, металлические стержни с цилиндрическими канавками. Возможно применение углеродного волокна. В некоторых конструкциях ОК используют оплетки из указанных материалов, упрочненные нитями полимеры.
Оболочки могут выполняться из комбинации стеклянных или синтетических нитей, пропитанных эпоксидным компаундом, при этом не только повышается разрывная прочность и стойкость к кручению, но и увеличивается стойкость к продавливанию и герметичности. При радиальной толщине оболочки 0,25 мм и общем диаметре кабеля 1,53 мм относительное удлинение его при усилии растяжения 400 Н составляет 1%. Модуль упругости материала оболочки приблизительно равен 55 ГПа, плотность материала из стекловолокна, пропитанного эпоксидным компаундом, составляет 2,2 г/см3. Материал выдерживает 1000000 циклических перегибов при 20%-ной предельной нагрузке растяжения и сохраняет ОВ в целостности.
Таблица 3.12. Основные параметры стекпопластиковых стержней
| Стержень | Удельная плот- ность, г/cм3 | Разрывная прочность, МПа | Прочность на изгиб, МПа | Модуль упругости, ГПа | ТКЛР, 1/К |
| Neptco (США) | — | > 1500 | 48000 | >52 | 5,9х10-6 |
| Polystal (Германия) | 2,1 | > 1500 | — | >50 | 6,6х10-6 |
| Cousin (Франция) | — | > 1600 | — | >50 | 6х10-6 |
| Россия | 1,85...2,15 | 900... 1200 | 950...1250 | 50 | — |
Водоблокирующие материалы для волоконно-оптических кабелей. Все кабели бывают в такой ситуации, когда может быть повреждена оболочка. Кабели для наружной прокладки особенно подвержены воздействию воды и влаги, которая может проникнуть через небольшие дефекты оболочки или плохо выполненное соединение. В кабелях, которые постоянно подвержены сильному влиянию влаги, вода диффундирует через пластиковую оболочку, независимо от того, как хорошо изготовлена или наложена оболочка. Для предотвращения диффузии воды внутрь на кабель перед наложением оболочки (в некоторых конструкциях ОК) накладывается слой металлической (алюминиевой или свинцовой) фольги. Вода, проникающая в кабель со свободным пространством между волокнами или между трубками модулей, распространяется по сердечнику кабеля до тех пор, пока не достигнет наиболее низкой физической точки, где она будет собираться. Вода снижает срок службы кабеля, разрушая стекло. Возникает риск того, что в результате высокой концентрации водорода будет возрастать затухание в волоконе.
Наилучшим способом предотвращения проникновения воды и влаги является заполнение свободного пространства между волокнами, трубками, лентами с волокнами и оболочкой водозащитным материалом, который предотвращает дальнейшее распространение воды в кабеле и таким образом ограничивает риск повреждения оболочки. В качестве водоблокирующих материалов могут использоваться гидрофобные компаунды, разбухающие порошки, ленты, нити или комбинации этих материалов. Компаунд, поглощающий гидроксильные группы, может быть использован в качестве заполнителя трубки ОМ или паза модуля профильной конструкции. Обычные компаунды используются для заполнения свободного пространства и между скрепляющими лентами сердечника кабеля, лентами брони кабеля. Разбухающая лента наносится, как правило, поверх элементов с ОВ или поверх сердечника кабеля.
Ключевыми параметрами для этих материалов являются: физические характеристики (блокирование распространения воды, вязкость, предел текучести, рабочая температура, технологическая стабильность, дренажные свойства и минимальное маслоотделение); химические характеристики (совместимость с акрилатными покрытиями волокна, совместимость с окрашивающими покрытиями волокна, совместимость с полимерными материалами, используемыми в конструкции кабеля); стоимость.
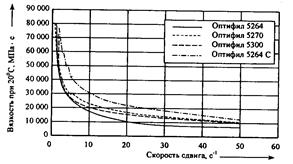
Рис. 3.22. Реологические характеристики стандартных водоблокирующих компаундов фирмы DussekCampbell
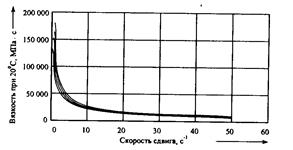
Рис. 3.23. Зависимости, характеризующие технологическую стабильность одного из компаундов фирмы DussekCampbell
Композиции компаундов выбирают таким образом, чтобы обеспечить приемлемые реологические характеристики, которые влияют на величину излишка волокна в трубках, стабильность технологического процесса введения компаунда в трубку, производительность процесca, дренажные свойства материала. Критическое значение предела текучести обусловливается усилием, необходимым для начала истечения желеобразного компаунда. Текучесть должна находиться в определенных пределах, чтобы не оказывать влияния на передающие характеристики оптического волокна. Высокое значение предела текучести (>70 Па) может способствовать возникновению напряжений, воздействующих на оптическое волокно. В то же время низкое значение предела текучести (< 25 Па) может повысить дренажные свойства компаунда, что ухудшает водоблокирующие характеристики материала.
Реологические характеристики стандартных компаундов фирмы Dussek Campbell [25] приведены на рис. 3.22, 3.23 и 3.24. Масла, содержащиеся в желеобразных компаундах, не должны вызывать набухания или повреждения акрилатного покрытия оптического волокна. Эта фирма провела испытания оптических волокон после ускоренного старения с целью определения критических напряжений, которые могут привести к образованию дефектов в покрытии оптического волокна. Соответствующие испытания были проведены также на окрашенных оптических волокнах, что позволило оценить стойкость кодирующей окраски к действию водоблокирующих компаундов.
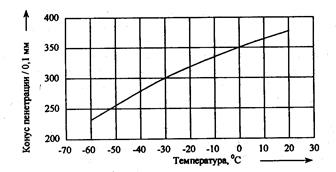
Рис. 3.22. реологические характеристики стандартных водоблокирующих компаундов фирмы DussekCampbell
Водоблокирующие компаунды не должны негативно влиять на полимерные материалы, которые используются в конструкциях волоконно-оптических кабелей. Для оценки возможного влияния были проведены испытания на абсорбцию по методу Дамббела при температуре 70оС в течение 28 суток. Значения величины абсорбции составили для полибутилентерефталата — 0 %, для полиэтилена высокой плотности — 5 %, для полиэтилена средней плотности — 6 %.
Основные водоблокирующие компаунды фирмы имеют следующие характеристики.
Оптифил-4900 совместим с полипропиленом. Рабочие температуры – от – 40оС до +85оС.
Оптифил-5264 совместим с полибутилентерефталатом. Рабочие температуры – от -60о'С до +80оС. Применяется в ленточных волоконно-оптических кабелях для заполнения трубок большого диаметра.
Оптифил-5264С совместим с полибутилентерефталатом. Рабочие температуры – от – 60оС до +100оС. Применяется в ленточных волоконно-оптических кабелях для заполнения трубок большого диаметра.
Оптифил-5270 совместим с полибутилентерефталатом. Рабочие температуры – от -60оС до +100оС. Применяется при изготовлении волоконно-оптических кабелей на высокоскоростных экструзионных линиях.
Оптифил-5300 модификация оптифила-5270. Совместим с полибутилентерефталатом. Стоимость материала снижена за счет одновременного снижения температурных и реологических характеристик.
Основные параметры внутримодульных заполнителей ряда других фирм приведены в табл. 3.13.
Остановимся на водоблокирующих лентах, например, фирмы Firet [26], которая выпускает неламинированные и ламинированные водоблокирующие ленты. Ленты: ЗС1144, ЗС1164, ЗС1174 — обладают высокой прочностью; ЗС1252, ЗЕ5672 — обладают высокой прочностью и полупроводимостью (используются также в качестве экрана); ЗЕ1154 — обладают высокой прочностью на разрыв и растяжение при высокой температуре; ЗЕ1241, ЗЕ1252-обладают повышенным сопротивлением старению и температурным нагрузкам; ЗЕ1091, ЗЕ5401, ЗЕ5421 — обладают малым весом для экономичного водоблокирования ОК; ЗС1450, ЗС1460-обладают способностью подклеивать экранную проволоку; ЗС1600 — обладают металлопроводящими свойствами и используются в качестве подушки под гофрированную алюминиевую оболочку.
В табл. 3.14 — 3.16 приведены основные характеристики водоблокирующих лент и нитей.
Материалы защитных покрытий. Оболочку ОК выполняют чаще всего из полиэтилена низкого, среднего и высокого давления, поливинилхлорида, полиуретана или фторопласта. Возможно выполнение оболочки из алюминия или стали.
Остановимся более подробно на характеристиках полиэтилена (ПЭ), как наиболее часто употребимого материала. Полиэтилен средней и высокой плотностей (более твердых видов) используется в ОК в связи с высокими показателями по прочности и сопротивлению деформации при высоких температурах. Самая высокая температура при постоянной эксплуатации не должна превышать 60 — 70оС с допуском кратковременного нагревания до 90оС, при условии, что кабель не подвергается одновременно механическому стрессу. Точка плавления ПЭ — приблизительно 110-130оС.
Таблица 3.13. Основные параметры внутримодульных гидрофобных заполнителей разных фирм
| Параметр | SEPPIC | Н.В. Fuller | Dussek Campbell Limited | Бритиш Петролеум Амоко | Henkel KGaA | ||||
| Seppic GC 901 | Seppic OF 300 SF | Lunectra ОС 389 | Lunectra OC 254 SI | Optifill 5255 | Optifill 5261 | Naptel Ор 308 | Macroplast CF 250 | Macroplast CF 300 | |
| Цвет | Прозрачно белый | Прозрачный | Оранжевый гель | Оранжевый гель | Белый | Бледно желтый | Белый | — | — |
| Плотность при 70оС г/смз | 1,0 | 0,8 | 0,86 | 0,86 | 0,98 | 0,88 | 0,89-0,90 | 0,83 | 0,83 |
| Температура вспышки, С | > 250 | 235 | > 220 | > 300 | 250 | 135 | > 250 | > 230 | > 230 |
| Содержание воды, ppm | < 300 | < 300 | < 100 | < 100 | — | — | — | < 100 | < 100 |
| Вязкость, cps | 6500 | 3000 | — | — | > 1000 | > 1000 | 1500 | 4000 | 6500 |
| Пенетрация, 1/мм | 410±20 | 365 | 360 | 310 | 370 | 340 | 390-450 | 460 | 390 |
| Отделение масла, % | < 0,6 | < 1 | 0 | < 0,5 | 0 | 0 | < 8 за 24 ч при 150оС | 0 | 0 |
| Выделение водорода, % | — | — | < 0,004 | < 0,004 | < 0,024 | < 0,022 | — | < 0,002 | < 0,002 |
| ТКЛР, 1/К | — | — | — | — | 9х10-4 | 7х10-4 | — | — | — |
| Температура каплепаде-ния, оС | > 100 | > 200 | — | — | Не плавится | Не плавится | > 200 | — | — |
| Летучесть, %, за24ч | < 1 150 оС | < 1 150 оС | < 0,03 100 оС | < 0,5 150 оС | — | — | < 2 150 оС | < 0,2 100 оС | < 0,2 100 оС |
Таблица 3.14. Основные характеристики водоблокирующих лент фирмы Firet
| Тип ленты | Толщи- на, мм | Масса г/м2 | Разрывная прочность, Н/см | Удлинение, % | Скорость разбухания, мм/мин | Высота разбухания, мм |
| ЗЕ 1101 | 0,25 | 72 | 30 | 12 | 4 | 5 |
| ЗЕ 1111 | 0,30 | 82 | 30 | 12 | 6 | 7 |
| ЗЕ 1131 | 0,35 | 77 | 40 | 12 | 5 | 6 |
| ЗЕ 1141 | 0,35 | 87 | 40 | 12 | 7,5 | 9 |
| ЗЕ 5721 | 0,3 | 80 | 40 | 12 | 9 | 11 |
Таблица 3.16. Основные характеристики водоблокирующих нитей фирмы Firet
| Тип нити | Диаметр, мм | Масса г/м2 | Разрывная прочность, Н | Удлинение, % | Поглощение воды, г/м | Масса на 9000 м |
| 3WY003 | 0,35/0,35 | 0,09 | 20 | 15 | 1,6 | 775 |
| 3WY006 | 0,6/0,45 | 0,13 | 25 | 15 | 2,3 | 1140 |
| 3WY017 | 1,75/1,2 | 0,5 | 25 | 15 | 14 | 4500 |
| 3WY025 | 2,5/1,8 | 1 | 90 | 15 | 28 | 9000 |
Таблица 3.16. Основные характеристики водоблокирующих лент с ламинироваными нитями фирмы Firet
| Тип ленты | Толщи- на, мм | Масса г/м2 | Разрывная прочность, Н/см | Удлинение, % | Скорость разбухания, мм/мин | Высота разбухания, мм | Пробивное напряжение, кВ |
| ЗL 1120 | 0,25 | 85 | 35 | 12 | 3,5 | 5 | — |
| ЗL 1542 | 0,29 | 85 | 30 | 13 | 9 | 10 | — |
| ЗL 2542 | 0,3 | 103 | 59 | 15 | 9 | 10 | 5/5 |
Как и другие термопласты на холоде ПЭ становится жестким, хрупкость наступает при температуре около -65оС. Предел прочности при растяжении при 20оС составляет 10-25 МПа. Самое меньшее удлинение до наступления разрыва 500%. ПЭ стоек к старению; время эксплуатации материала практически не ограничено, если он применяется внутри помещения и не подвергается прямому солнечному свету. Если в ПЭ отсутствует стабилизатор ультрафиолетового излучения, то в материале образуются трещины. Самым распространенным стабилизатором ультрафиолетового излучения является газовая сажа. В связи с этим погодоустойчивый ПЭ, применяемый вне помещения, обычно черного цвета.
При комнатной температуре ПЭ имеет высокий уровень сопротивления на большую часть химикалий, масел и растворителей, обладает низким уровнем водопроницаемости по сравнению с ПХВ. Это означает, что ПЭ в качестве материала оболочки хорошо защищает от влаги кабель, используемый во влажных и сырых условиях.
Полиэтилен не содержит пластификаторы и поэтому не влияет на другие материалы миграцией пластификатора. Но при контакте с поливинилхлоридом, резиной и т.п. ПЭ может впитывать в себя малые количества пластификатора, поэтому его следует использовать в сочетании с безмиграционным поливинилхлоридом или применять какую-либо форму защиты против миграции пластификатора. Полиэтилен — воспламеняемый материал, для улучшения его огнестой кости используют разные добавки.
Полиэтиленовые композиции, использующиеся в качестве оболочек волоконно-оптических кабелей, должны иметь [27]: высокий модуль упругости и повышенную механическую прочность; малую усадку; низкий коэффициент трения.
Малая усадка полиэтиленового покрытия кабелей очень важна, так как при воздействии температурных циклов возникают растягивающие силы и как следствие, — микроизгибы волокна, что приводит к увеличению затухания оптического сигнала или даже обрывам волокна. Характеристики различных типов полиэтиленов, применяемых в кабельной промышленности, приведены в табл. 3.17.
Таблица 3.17. Характеристики полиэтиленов, используемых для оболочек и кабелей
| Характеристика | Значения для | |||
| ПЭНП | ЛПЭНП | ПЭСП | ПЭВП | |
| Показатель текучести расплава, г/30 мин | 0,21 | 0,55 | 0,65 | 0,15 |
| Плотность, кг/м3 | 931 | 932 | 945 | 958 |
| Прочность на сжатие, MПa | 9,3 | 11,3 | 16,5 | 23,7 |
| Разрывная прочность, МПа | 17,6 | 16,2 | 26,8 | 28,5 |
| Удлинение, % | 800 | 700 | 800 | 800 |
| Модуль упругости, МПа | 262 | 379 | 621 | 1000 |
| Температура плавления, оС | 110 | 119 | 125 | 130 |
| Твердость по Шору | 54 | 56 | 61 | 68 |
| Сопротивление истиранию, мг/100 циклов | 30 | 23 | 16 | 14 |
| Скорость прохождения водяных паров, г/м2 24ч | 18,0 | 11,5 | 7,9 | 4,9 |
| Коэффициент абсорбции | 440 | 440 | 440 | 440 |
| Диэлектрическая проницаемость при 1 МГц | 2,48 | 2,48 | 2,54 | 2,55 |
| tg δ | 0,0003 | 0,0003 | 0,0003 | 0,0003 |
Примечание:
1. Все полиэтиленовые композиции содержат 2,5 % сажи. Скорость прохождения водных паров определяется по ASTM Е 96-80 при температуре 100оС и относительной влажности 90%. Широкое молекулярно-массовое распределение.
2. В табл. 3.17 и далее по тексту используются следующие сокращения: ПЭНП – полиэтилен низкой плотности; ЛПЭНП – линейный полиэтилен низкой плотности; ПЭСП - полиэтилен средней плотности; ПЭВП - полиэтилен высокой плотности.
Таблица 3.18. Влияние плотности и показателя текучести расплава (ПТР) полиэтилена на степень усадки
| Тип полиэтилена | ПТР, г/10 мин | Степень усадки, % |
| ЛПЭНП | 0,55 | 0,6 |
| ПЭСП | 0,7 | 2,0 |
| ПЭСП | 0,6 | 1,5 |
| ПЭВП | 0,15 | 3,5 |
| ПЭВП | 0,20 | 2,5 |
Зависимость характеристик полиэтилена от его плотности показана рис. 3.25. Для оболочек волоконно-оптических кабелей особенно важное значение имеет коэффициент температурного расширения и его зависимость от температуры (рис. 3.26). На степень усадки полиэтилена влияют его плотность и показатель текучести расплава (табл. 3.18).
Усадку определяли на медной проволоке, изолированной полиэтиленом; толщина изоляции составляла 1 мм.

Рис.3.25. Зависимость характеристик полиэтилена от его плотности
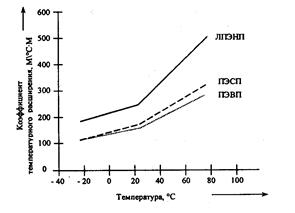
Рис.3.26. Зависимость коэффициента температурного расширения от температуры для различных типов полиэтиленов
Коэффициент трения материала непосредственно связан с его пластичностью и кристалличностью. При повышении плотности величина коэффициента трения снижается, одновременно увеличиваются усадка и жесткость. Коэффициент трения и кристалличность полимера зависят также в сильной степени от условий экструзии и охлаждения.
Быстрое охлаждение слоя материала снижает его кристалличность, приводит к возникновению внутренних напряжений и большой усадки.
Термопластиковый полиуретановый эластомер (TPU) относительно дорогой материал, и в связи с этим не так широко применяется в кабельном производстве. Однако он обладает первоклассными механическими характеристиками, такими как высокий показатель предела прочности при растяжении (30 — 50 МПа) и выдерживает натяжение в 400 — 700 % до наступления разрыва. Замечательные показатели по абразивному износу указывают на исключительную пригодность материала в качестве оболочки для кабелей с потребностью в таком показателе, например, для военных полевых кабелей и кабелей в двигающихся частях разных машин. Полиуретан сохраняет свою гибкость при t = -40оС и обладает хорошим сопротивлением к маслам, нефти, большинству растворителей, кислороду и озону. TPU не содержит пластификаторы и поэтому не оказывает влияния на другие материалы миграцией пластификатора.
Поливинилхлорид (ПВХ), смесь поливинилхлорида, пластификаторов, стабилизаторов и других материалов, которые могут изменяться в виде и градации. Поливинилхлорид размягчается под действием температуры и твердеет при понижении температуры. Мягкость при различной температуре зависит от количества пластификатора, поэтому его рекомендуется использовать при рабочей температуре не ниже — 10оС. Если не указано, то поливинилхлорид для изготовления оболочек можно использовать при температуре окружающей среды +70оС. При инсталляции с высокой температурой необходимо соблюдать предосторожность, чтобы не подвергать кабель постоянному воздействию высокой нагрузки. При температуре около 100оС на протяжении длительного периода времени стандартный ПВХ будет становиться жестким, это обусловлено выпариванием пластификаторов из материала. Специальные компаунды, такой как ПВХ 105, одобренные SEMKO для длительного использования при температуре +105оС, содержат меньшее количество летучих пластификаторов и таким образом сохраняют мягкость более длительное время.
Поливинилхлорид имеет высокую прочность и сопротивление разрыву. Для различных областей применения может быть подобрана различная прочность материала через рецептуру различных видов ПВХ с содержанием пластификаторов. Поливинилхлорид имеет практически неограниченный срок службы, если не используется вне помещении. Для использования вне помещения наиболее подходит черный ПВХ, но ПВХ светлого цвета с соответствующим составом может также обладать высоким сопротивлением воздействию окружающей среды. Он имеет высокую сопротивляемость к воздействию озона, а также к воздействию кислот, щелочей, машинных масел и других растворителей. Однако некоторые растворители масла могут выделять пластификаторы из ПВХ, делая его твердым. Сопротивление этим маслам и растворителям можно улучшить, если использовать ПВХ с меньшей возможностью выделения пластификаторов. Из-за выделения пластификаторов после длительного контакта с лакированными поверхностями или другими пластическими материалами ПВХ может делать эти поверхности липкими и привести к дальнейшим изменениям их свойств. Лаки на основе целлюлозы и полистиролы особенно подвержены влиянию, а термоусаживаемые пластики и эмалированные поверхности менее уязвимы этими эффектами. Чистый, жесткий ПВХ содержит 57% соединений хлора, которые делают материал негорючим. Хлор (как гидрохлоридная кислота) подавляет процесс горения в горючих газах.
Поливинилхлорид, используемый в кабелях, может смягчаться при добавлении различных материалов, которые во многих случаях являются горючими и уменьшают самозатухающие свойства ПВХ, в основном, при повышенной температуре. С помощью добавления различных пламязадерживающих химикатов, эти свойства могут быть значительно улучшены даже в случае стандартного ПВХ и высокой температуры.
Самозатухающие свойства ПВХ могут быть установлены с помощью лабораторных измерений кислородного индекса, температуры самовозгорания и с помощью простых методов испытания огнем.
Полиамид (ПIA, нейлон) в основном используется как защитное покрытие полиэтиленовых иди ПВХ оболочек в кабелях, которые подвергаются значительным механическим воздействиям (таким как термиты и мелкие грызуны) или воздействию химических веществ, а также в качестве буферного покрытия для волокон.
ПА может использоваться в большом температурном диапазоне и сохранять свои свойства при рабочей температуре до +90оС. Температура его размягчения приблизительно 150оС, и он остается гибким при температуре ниже — 40оС.
По сравнению с ПВХ и ПЭ полиамид является более прочным материалом, с разрывной прочностью при температуре 20'С менее 50 МПа и удлинением разрыва не менее 100 %.
Полиамид очень долговечный материал и хорошо сопротивляется воздействию окружающей среды. Он также обладает высокой защищенностью к воздействию химикатов, масел и прочих растворителей. Кроме того, полиамид не содержит каких-либо пластификаторов и поэтому не влияет на другие материалы через миграцию пластификаторов. Он не взаимодействует с ПВХ.
Фторопласты, содержащие галогены фгора и хлора в различных концентрациях, также часто используются в качестве материала для оболочек оптических кабелей. Механические свойства этих материапов очень хорошие. Температурные свойства фторопластов, их прочность, стойкость к старению, маслам, огню и химикатам позволяют использовать их в очень широком температурном диапазоне и условиях окружающей среды, где другие материалы не могут использоваться.
Пламязадерживающие галогенонесодержспцие материалы используются для оболочек кабелей, к которыми предъявляются особые требования. Одним из таких наиболее часто используемых наполнителей является триоксид алюминия А1(ОН)3. При температуре немного выше 200оС происходит выпаривание и формирование воды, обусловленное уменьшением триоксида алюминия. Этот процесс понижает температуру до значения ниже точки воспламенения, в то же время вода приводит к уничтожению огня. Выпаривание воды также снижает концентричность горючих газов. В результате образуется пламязадерживающий материал оксид алюминия А12О3. Температурные и механические свойства, стойкость к воздействию химикатов этих материалов зависит от полимерной основы и степени наполнителей.
Ряд конструкций ОК требует для своих оболочек и защитных шлангов безгалогенных, огнестойких материалов, применяемых, в основном для оболочек, для предотвращения выделения едких и токсичных газов при воспламенении. Малое выделение дыма облегчает тушение пожара и предоставляет дополнительное время для эвакуации.
На протяжении последних лет многие ведущие производители полимерных материалов из США, Западной Европы и Японии разработали и освоили производство термопластичных и сшиваемых безгалогенных композиций для изоляции, заполнения оболочек кабелей, а также для термоусаживаемых изделий (электроизоляционные трубки, перчатки).
Анализ данных, заимствованных из проспектов различных фирм-изготовителей, позволяет составить представление о диапазоне достигнутых значений наиболее критичных параметров таких композиций (табл. 3.19).
Таблица 3.19. Диапазон основных параметров выпускаемых безгалогенных полимерных композиций
| Полимерная компизиция | Прочность при разрыве, МПа | Относительное удлинение при разрыве, % | Кислородный индекс, % |
| Термопластичные изоляция оболочка | 7,5...13 7...16 | 140...600 | 27...50 35…50 |
| Сшитые изоляция оболочка | 10...14 9...13 | 125...350 125... 160 | 23...30 30…40 |
Типичный безгалогенный полимерный электроизоляционный материал представляет собой полимерную основу (чаще всего гомополимер или сополимер олефинового ряда, эластомер или их комбинация), наполненную мелкодисперсным гидратом алюминия или магния и содержащую некоторые функциональные добавки. При воздействии пламени на такую композицию протекает эндотермическая реакция разложения гидратов с выделением воды. Пары выделившейся воды разбавляют горючие газы, образующиеся при термическом разложении полимерной основы, и экранируют поверхность полимера от воздействия кислорода. Образующиеся окислы металлов создают для полимера дополнительный изолирующий от кислорода слой. Для достижения заметного эффекта содержание гидратов металлов должно быть достаточно большим (50 — 60%), поэтому дополнительный эффект достигается за счет физического «разбавления» полимера минеральной добавкой и, следовательно, относительно снижается количество горючих газов, выделяющихся при его термическом разложении.
Подобные композиции характеризуются также тем, что образующиеся при воздействии открытого пламени газообразные продукты не являются коррозионно-активными (в их составе отсутствуют галогены), плотность дыма и токсичность выделяемых при горении газов относительно невелики.
Качественная оценка ПВХ [19] пластикатов различных рецептур приведена в табл. 3.20.
Таблица 3.20. Качественная оценка ПВХ пластикатов для различных областей применения
| Марка, рецептура ПВХ пластикатов | Область применения по показателям пожарной безопасности |
| И 40-1ЗА О-40 | Для изоляции и оболочек кабелей общепромышленного назначения, к которым предъявляются требования по нераспространению горения для одиночных образцов без предъявления требований по показателям дымогазовыдежния |
| НГП 40-32 НГП 30-32 | Для оболочек кабелей, не распространяющих горение при групповой прокладке, без предъявления требований по дымогазовыделению |
| ИНП ОНП ОНП-В | Для изоляции, внутренней оболочки (заполнения) и наружной оболочки кабелей, не распространяющих горение при групповой прокладке, если предъявлены требования по коррозионной активности продуктов горения, токсичности и дымовыделению (АЭС, электростанции, метрополитены, суда, высотные здания и др.) |
Рис. 3.21. Относительная стоимость ПВХ пластикатов
| Марка, рецептура ПВХ пластикатов | Относительная стоимость |
| И 40-13А (8/2) | 100 |
| О 40 (239/1) | 96 |
| НГП 40-32 | 96 |
| НГП 30-32 | 116 |
| ИНП | 95 |
| ОНП | 87 |
| ОНП-В | 83 |
Сегодня выбор типа пластиката во многом зависит от его цены. Данные по суммарной стоимости сырьевых компонентов рассматриваемых рецептур ПВХ пластикатов приведены в табл. 3.21. Расчет проводился на одну тонну сырья и для удобства сравнения стоимость одной тонны сырьевых компонентов изоляционного ПВХ пластиката серийной рецептуры 8/2 (марка И 40-13A) принята за 100%. Из приведенных данных видно, что несмотря на существенные технические преимущества ПВХ пластикатов с пониженной пожарной опасностью, их себестоимость, как минимум, не превышает себестоимость серийных ПВХ пластиков. В настоящее время работы по дальнейшему улучшению технических и экономических показателей пластикатов типа НП продолжаются.
Материалы для защиты от грызунов. В качестве брони может быть использована стальная проволока, стеклопластиковые стержни, ленты или оплетка из стальных проволок с джутовой подушкой или защитным шлангом. Выбор материала защитного шланга или брони во многом определяют условия и регионы эксплуатации кабельного изделия. Например, кабели, уложенные вдоль железнодорожных путей, в метро, полевые кабели связи наиболее часто подвергаются повреждениям различными грызунами, насекомыми, вплоть до полного уничтожения целых участков изоляции по всей толщине.
Наибольшую опасность представляют: в тропической зоне термиты, проникающие не только через самые твердые сорта древесины, но и через любые полимерные материалы, которые приводят их в негодность за считанные часы; в более прохладном климате различные виды крыс, луговая собака, малый суслик, полевки, белки и пр.
Основные виды защиты от грызунов можно разделить на две группы. Первая группа включает химические способы защиты с помощью ядохимикатов и репеллентов. Так как ядохимикаты часто приводят к гибели некоторых видов растений и животных, не представляющих угрозы для кабелей, то предстоит еще дополнительная работа по достижению избирательности применяемых веществ данного типа.
Репелленты осуществляют более надежную, безопасную для окружающей среды и эффективную защиту кабелей с пластмассовой изоляцией. Наиболее эффективным является репеллент, состоящий из (5 — 7)% дегидроабиэтиламинпентахлорфенола (ДГЭАПХФ) и (6— 7)% трибугилхлорида олова (ТБХО). В качестве основы рекомендуют применять винилкаучук. Другой репеллент содержит 100 массовых частей полибутилентерефталата (ПБТФ) и 50 массовых частей растворенного в нем полимерного порошка. Специалисты США предлагают на поверхность кабеля, выполненную из полимерного материала, наносить слой из ионов лития с защитной полимерной оболочкой, сохраняющей активность достаточно длительное время.
Вторая группа включает различные виды металлических оболочек, экранов и специальных видов брони. В последнее время кабельная промышленность для реализации стальных оболочек широко стала применять металлические ленты с покрытием. Мировым лидером в области защиты ОК стала фирма DOW. Она выпускает ламинированные алюминиевые и стальные ленты.
Бронированные оптические кабели обычно изготовляются с помощью одной стальной двусторонне покрытой пластиком ленты толщиной 0,115 мм. Эта лента гофрируется и затем продольно формируется вокруг сердечника кабеля. Сталь, покрытая пластиком, обеспечивает образование связи между пластиковым покрытием на стали и полимером внешней оболочки, результатом которой является так называемая «сцепленная оболочка». Структура «сцепленной оболочки» имеет повышенный прогиб, улучшенные прочность на пробой и сопротивление раздавливанию, а также более высокое сопротивление удару [28].
Основные физические характеристики таких лент (например типа Zetabon *S252) [13], следующие:
Металл
Толщина…………………………………………… 0,115 мм + 0,012 мм
Максимальное растягивающее усилие………….. 380 МПа
Минимальное удлинение………………………… 15%
Покрытие
Толщина…………………………………………… 0,055 мм ± 0,0055 мм
Производительность……………………………… 0,966 м2/кг
Характеристики клейкости ленты типа Zetabon *S252 приведены в табл. 3.22.
Таблица 3.22. Характеристики клейкости покрытия ленты
| Характеристики | Условия | Методы испытания | Основные результаты (значения) |
| Отслаивание, Н/м | Покрытие с металлом | DOW СМ-1 | 840 |
| Тепловая сварка, Н/м | Покрьггие с покрытием | DOW СМ-3 | 3150 |
| Прилипание к оболочке, Н/м | Покрьггие с оболочкой | DOWCM-4 | 2800 |
| Эффект старения | После 1 недели при температуре 68оС | DOW СМ-1 | Без ухудшения |
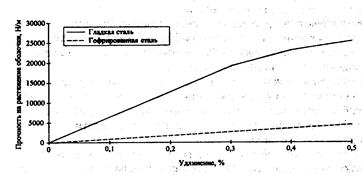
Рис. 3.27. Зависимость между прочностью на растяжениеи удлинением оболочки для покрытой стали и полимера LLDPE защитного шланга
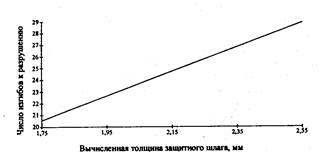
Рис. 3.28. Характеристика изгиба кабеля в зависимости от толщины защитного шланга для покрытой стали и полимера внешней оболочки LLDPE, оправка 7х
Функциональные возможности оболочки кабеля, выполненной из таких лент, зависят в первую очередь от глубины и плотности гофрирования. Кроме того, правильное внедрение покрытой стали в защитный шланг кабеля улучшает механические свойства кабеля, обеспечивает радиальный барьер влажности при закрытии перекрывающего шва и продольного барьера влажности при соединении покрытой стали с внешней оболочкой, а также коррозионную защиту для металлической ленты. Эти преимущества зависят от правильности проведения технологического процесса во время изготовления кабеля.
На рис. 3.27 и 3.28 показана зависимость между прочностью на растяжение и удлинением, а также зависимость числа изгибов ОК, разрушающих оболочку, от толщины защитного шланга кабеля.
3.4.6. Конструкции волоконно-оптических кабелей
Классификация ОК. Все существующие волоконно-оптические кабели можно разделить на кабели внутренней прокладки, кабели внешней прокладки и кабели специального назначения. По конструктивным особенностям все ОК можно разделить по виду вторичного защитного покрытия (ВЗП) или оптического модуля на кабели с плотной, свободной и ленточной укладкой волокна. Выбор конкретной конструкции кабеля определяется его назначением и требованиями, предъявляемыми к его характеристикам.
Плотное защитное покрытие применяется, как правило, во внутриобъектовых кабелях с высокой плотностью заполнения, гибкостью и простотой изготовления, низкими растягивающими нагрузками и ограниченным рабочим диапазоном температур. В качестве материала для плотного буферного покрытия применяются термопластические материалы, имеющие низкий ТКЛР, близкий к ТКЛР стекла, и обладающие высокой гибкостью, прочностью и высоким сопротивлением истиранию. Волокна, имеющие плотное ВЗП, могут использоваться индивидуально, образовывать пучки, связки волокон или повивную конструкцию. При повивной скрутке ОВ скручиваются вокруг центрального силового элемента (ЦСЭ).
В ОК, к которым предъявляются жесткие требования по растягивающим и раздавливающим нагрузкам в широком температурном диапазоне, используется свободная укладка ОВ в защитном покрытии в виде трубки из полимерного материала, алюминия или нержавеющей стали. В таких кабелях ОВ или пучки ОВ размещаются внутри трубки с избыточной длиной для обеспечения стойкости к растягивающим напряжениям. Такой способ укладки ОВ используется, как правило, в кабелях наружной прокладки. При этом существуют многомодульные конструкции кабелей, в которых оптические модули скручиваются вокруг ЦСЭ. Иногда сердечник таких ОК состоит из ОМ и корделей (заполнителей) или ОМ и жил дистанционного питания. В кабелях наружной прокладки ОМ иногда располагаются в пазах профилированного сердечника, который представляет собой цилиндрический пластмассовый стержень с прямоугольными или Ч-образными пазами. Расположение трубок или канавок по спирали придает ОВ дополнительную степень свободы. В центре профилированного сердечника размещается обычно силовой элемент. Если необходима дополнительная защита от влаги оптический модуль может быть заполнен гидрофобным заполнителем.
Укладка ОВ в ленту используется в кабелях с большим количеством волокон, при этом ОВ в первичном покрытии располагаются в один ряд и соединяются в ленту при помощи, например, связывающего материала ультрафиолетового отверждения. Несколько плоских лент могут соединяться в матрицу, что увеличивает количество волокон в десятки раз, существенно не изменяя конструктивных размеров кабеля.
Кабель внешней прокладки в зависимости от условий их применения можно разделить на кабели для прокладки в трубах, кабельной канализации, коллекторах, непосредственно в грунт, подвесные и подводные. Кабели этой категории подвержены значительным механическим нагрузкам, возникающим в процессе их прокладки и эксплуатации. Температурные изменения окружающей среды, в которой находится кабель, также приводят к дополнительным механическим нагрузкам. Вредное влияние оказывают различные химически агрессивные вещества и влага. Воздействие грызунов на кабель может привести к ухудшению его рабочих характеристик или полному выходу из строя.
Все эти факторы определяют основные конструктивные элементы, характерные для этой категории кабелей. К таким элементам относятся трубки со свободной укладкой оптических волокон, скрученные вокруг металлического или диэлектрического ЦСЭ или одна центральная трубка для укладки большого числа ОВ; заполнение свободного пространства ОК ГЗ или водоблокирующие ленты для обеспечения продольной водонепроницаемости; силовые элементы в виде слоев армидных нитей, стеклопластиковых стержней или стальной проволоки; защитная броня либо в виде стальной (чаще гофрированной) ленты для защиты от механических повреждений и грызунов, либо в виде крученых стальных нержавеющих или оцинкованных проволок, наложенных слоями для придания нужных механических защитных свойств; защитный шланг из полиэтилена черного цвета.
Кабели для наружной прокладки. Кабели для прокладки в земле эксплуатируются, в основном, при изменении температурного режима от – 60оС до +55оС, при воздействии на них воды, льда, гидростатического давления воды, агрессивных жидкостей, ударов твердых пород и пр. ОК данного типа прокладывают с помощью обычного оборудования, используемого для прокладки магистральных кабелей связи [20). Примеры конструкции ОК для прокладки в земле представлены на рис. 3.29.
Рассмотрим более подробно конструкцию кабеля изображенную на этом рисунке. Оболочка из полиэтилена служит защитой от проникновения влаги. Гофрированная стальная оболочка защищает кабель от повреждения при прокладке и грызунов. Наружный слой из полиэтилена уменьшает трение кабеля при его прокладке. Гидрофобный заполнитель кабеля препятствует проникновению внутрь влаги. При этом оптические характеристики ОВ при эксплуатации не ухудшаются. Общий диаметр кабеля (Дн) составляет 14 ... 25 мм.
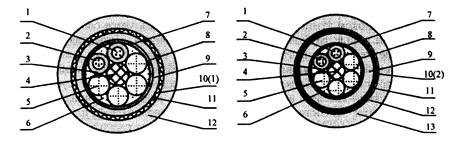
Рис. 3.29. Конструкция кабеля для прокладки в земле:
1-ОВ; 2-заполнитель ОМ; 4-ЦСЭ; 5-кордель; 6-ГЗ сердечника; 7-скрепляющая обмотка; 8-армирующий слой; 9-оболочка; 10(1)-гофрированная броня; 10(2)-подушка под броню; 11-ГЗ брони; 12-ленточная броня; 13-шланг
Свободное размещение ОВ без натяжения и бокового давления в ОМ сердечника, подвижность волокон при изгибе кабеля и растяжении, высокая прочность, стойкость к удару и сжатию (вследствие применения алюминиевой или стальной гофрированной оболочек), экранирование и защита от удара молнии, возможное наличие токопроводящих жил питания, герметичность конструкции обеспечивают высокие эксплуатационные свойства данной конструкции и ее надежность.
Минимальный радиус изгиба кабеля 20ДН, максимально допустимое усилие растяжения от 2,5 до 4,0 кН.
Кабели для прокладки в каналах кабельной канализации, трубах и коллекторах должны иметь высокую механическую стойкость к растягивающим и изгибающим нагрузкам, продавливанию, кручению, влаге. Прокладку этих кабелей осуществляют протяжкой строительной длины в трубы, выполненны из полиэтилена, асбестоцемента или бетона. Длина участков для прокладки ОК может составлять от 100 до 500 м.
Конструкция кабеля (рис. 3.30 а) содержит сердечник с армирующим элементом в виде стального троса или стеклопластикового стержня, вокруг которого скручены ОВ в полимерной оболочке, наложенной в виде трубки. Герметизация ОВ достигается через заполнение трубок желеобразным составом. Количество ОВ может достигать от 2 до 72 и более.
Поверх сердечника ОК накладывают скрепляющий элемент из полимерной пленки или алюмополиэтилена, полимерную оболочку, армирующий элемент и наружный защитный шланг. Предел прочности на разрыв составляет не менее 1500 Н при относительном удлинении ОК не более 0,5%. Кабель выдерживает изгиб, как правило, радиусом 150 мм, воздействие вибраций при частоте 10 Гц, стоек к закручиванию на угол 360о.
На рисунке 3.30 б в качестве примера приведена многопрофильная конструкция ОК с большим числом ОВ фирмы Alcatel. В пазах профильного модуля применяется, как укладка одного ОВ, так и многоволоконная укладка. Причем в последнем случае укладка ОВ может быть ленточной. На рис. 3.30 в приведена конструкция так называемых легких ОК фирмы Lucent Technologies (США). Эти ОК имеют сердечник в виде пластмассовой трубки с ленточной укладкой (до 96) ОВ. Трубка заполнена гидрофобным заполнителем. В качестве силового элемента используются две группы периферийно расположенных стеклопластиковых стержней. Для прокладки таких кабелей в кабельную канализацию нашел достойное место метод вдувания [29].
Кабели для воздушной подвески делятся на самонесущие диэлектрические, самонесущие с несущим тросом, навивные и встроенные в грозозащитный трос или провод высоковольтных линий электропередачи.
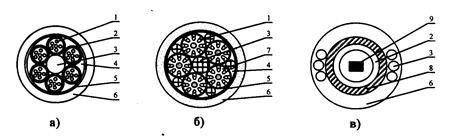
Рис.3.30. Конструкция ОК для прокладки в трубах и коллекторах:
а-модульная; б-с профильным сердечником; в-с центрально расположенным модулем:
1-ОВ; 2-трубка модуля; 3-силовой элемент; 4-заполняющий компаунд; 5-пластиковая пленка; 6-защитный шланг из ПЭ; 7-профилированный сердечник; 8-водоблокирующая лента; 9-ленты с волокнами
Самонесущие кабели используются при подвеске на опорах воздушных линий связи и высоковольтных ЛЭП, контактной сети железнодорожного транспорта, а также на стойках воздушных линий городской телефонной сети. Диэлектрическая конструкция таких ОК имеет круглую форму, что снижает нагрузки, создаваемые ветром и льдом, и позволяет использовать кабель при больших расстояниях между опорами (до 100 метров и более). В качестве силового элемента таких ОК используется ЦСЭ из стеклопластика и пряжа из арамидных нитей, заключенная между полиэтиленовой оболочкой и полиэтиленовым защитным шлангом (рис. 3.31 а).
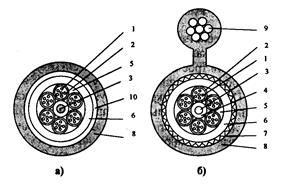
Рис. 3.31. Конструкции подвесных кабелей:
а – диэлектрический самонесущий кабель; б – самонесущий кабель с тросом:
1-ОВ; 2-трубка модуля; 3-центральный силовой элемент; 4-оболочка ЦСЭ; 5-гидрофобный заполнитель; 6-ПЭ оболочка; 7-стальная гофрированная лента; 8-защитный шланг; 9-стальной трос; 10-арамидная пряжа
Для прокладки в сельских районах, а также для устройства переходов от одного здания к другому могут применяться ОК с несущим тросом (рис. 3.31 б). Конструкция самонесущих кабелей с металлическим тросом имеет форму восьмерки; несущий трос вынесен отдельно от оптического сердечника и скрепляется с ним в единую конструкцию ПЭ оболочкой. В обоих видах кабелей свободное пространство заполнено ГЗ, но возможно использование водоблокирующих нитей и лент для уменьшения веса и ускорения процесса монтажа.
Кабель может эксплуатироваться при температуре от –40оС до +50оС, максимальное растягивающее усилие при установке 50 кН, минимальный радиус изгиба 300 мм, количество ОВ от 4 до 72.
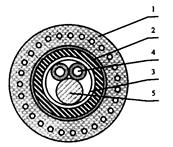
Рис. 3.32. Конструкция ОК с несущим тросом из неметаллических элементов для воздушной подвески: 1- защитный шланг; 2-кевлар; 3-оболочка из полиэтилена; 4-ОВ; 5-сердечник из полимерного материала
Фирмы Felten&Guilleaume (ФРГ), и Phillips (Голландия) разработали оригинальную конструкцию ОК [20], в которой несущий трос выполнен распределенным равномерно по сечению кабеля из неметаллических элементов, что позволяет устанавливать кабель непосредственно на опорах высоковольтных линий передач (рис. 3.32). Два ОВ расположены вдоль сердечника из полимерного материала, являющегося одновременно армирующим элементом. Вторичная защитная полимерная оболочка ОВ выполнена трубчатой. Сердечник и ОВ скреплены с помощью полимерной ленты и помещены внутрь оболочки из полиэтилена. Поверх этой оболочки накладывают слой из высокопрочных синтетических нитей типа кевлар, внешний защитный шланг из полиэтилена, внутри которого размещены армирующие элементы из стекловолокна. Максимальное расстояние между точками подвеса кабеля 200 м, масса ОК 100 кг/км.
На воздушных линиях связи для подвески на опорах используются также конструкции ОК, представленные на рис. 3.31 Эти конструкции подвесных ОК крепятся к несущему проводу с помощью диэлектрических шнуров или лент, или же с помощью специальных зажимов, или спиралевидных отрезков металлической проволоки.
Навивные кабели подвешиваются методом навивки вокруг несущего, например, фазового провода или провода заземления (грозотроса) на высоковольтных ЛЭП (рис. 3.33).

Рис. 3.33. Расположение навивного кабеля на грозозащитном тросе
Для пролетов большой длины и при существовании риска внешних повреждений, например, белками, охотниками и пр., ОК встраивают в качестве центрального элемента в заземляющий трос или фазовый провод (рис. 3.34).
Особое внимание следует уделить оптическим кабелям, встроенным в грозозащитный трос. При разработке конструкций таких кабелей следует учитывать, что кабель должен обеспечивать стабильность характеристик ОВ в течение длительного периода времени (не менее 25 лет); обеспечивать надежную защиту линий от ударов молнии; выдерживать значительные токи короткого замыкания.
По конструктивным особенностям ОК, встроенные в грозозащитный трос, можно разделить на несколько основных групп [30].
Первая группа кабелей. Оптический сердечник заключен в трубку из алюминия или из алюминиевого сплава, которая может быть герметичной и негерметичной. Она обеспечивает механическую защиту оптического сердечника, имеет низкое электрическое сопротивление. Поверх трубки наложены повивы из проволок, определяющие механическую прочность кабеля и его электрические параметры (рис. 3.34).

Рис.3.34. Типовые конструкции кабелей первой группы:
а-кабель фирмы Alkoa Fujikura LTD; б-кабель фирмы Сables Pirelli S.A.
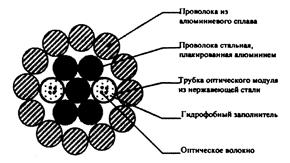
Рис. 3.35. Типовая конструкция оптического кабеля второй группы фирмы AEG
Вторая группа кабелей. Оптические волокна находятся в герметичной сварной трубке из нержавеющей стали (оптическом модуле), свободное пространство трубки заполнено гидрофобным заполнителем. В зависимости от требуемого количества ОВ изготавливаются кабели с различным диаметром и количеством таких ОМ. Как правило, один или несколько таких модулей скручены вокруг центральной проволоки, образуя первый повив кабеля. Поверх накладывается еще один или два повива проволок, в зависимости от требуемой механической' прочности и электрического сопротивления кабеля (рис. 3.35). Также встречаются конструкции с центральным расположением ОМ.
Третья группа кабелей. В центрально расположенной трубке из полимера находятся ОВ, свободное пространство трубки заполнено гидрофобом. Поверх нее могут накладываться арамидные нити для упрочнения оптического сердечника. На нити может быть наложена оболочка, служащая для термоизоляции и компенсации раздавливающих усилий со стороны одного или нескольких слоев проволок, скрученных поверх нее. На рис. 3.36 приведена конструкция ОК третьей группы, разработанная фирмой Siemens [30].
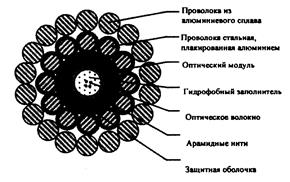
Рис. 3.36. Конструкция кабеля третьей группы фирмы Siemens
У кабелей этой группы производства фирмы Nokia внутреннее отверстие в трубке выполнено в виде геликоиды. Фирменное название этой трубки — Spiral Space (рис. 3.37). Такое конструктивное решение, по мнению разработчиков, позволяет иметь избыточную длину ОВ в кабеле до 0,5...0,6%.
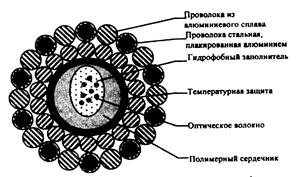
Рис. 3.37. Конструкция ОК третьей группы фирмы Nokiaс ОМ в виде геликоиды
В ОК, встроенных в грозозащитный или фазовый трос, используется проволока из алюминия или его сплавов, а также стальная проволока, плакированная алюминием.
В большинстве случаев сечение алюминиевых проволок от 25 до 95 мм2 обеспечивает передачу тока 160 А. Диаметр провода 28,2 мм, номинальная масса 690 кг/км. Поверх проводов может быть наложена оболочка из сшитого полиэтилена. Подобные конструкции проводов эксплуатируются в Англии с 1979 г., причем вставка из такого провода длиной 1 км работает с 1981 г. в линии напряжением 735 кВ. Введение только двух ОВ в конструкцию проводов для высоковольтных линий передач позволяет обеспечить 2000 телефонных каналов, что заменяет 30 обычных телефонных кабелей [20].
В ОК, встроенных в грозозащитные и фазные тросы, ОВ заключаются как в полимерные, так и металлические (нержавеющая сталь, алюминий) трубки. При применении стальных трубок может возникать водород из-за электрохимической коррозии, что приводит к скоплению водорода и его влиянию на ОВ.
Алюминий, согласно зарубежным источникам, пропускает водород, который выделяется из полимерных материалов при эксплуатации кабеля и может привести к увеличению затухания ОВ. Поэтому в таких кабелях необходимо свести к минимуму полимерные материалы (акрилатные покрытия волокон, гидрофобные заполнители, полимерные материалы оптических модулей) в замкнутом пространстве кабеля. В них применяют гидрофобные заполнители, нейтрализующие водород, и волокна с пониженной чувствительностью к водороду. Однако трубки из алюминия и проволока из алюминиевого сплава в повиве со стальными оцинкованными проволоками ограничивает срок службы кабеля из-за возникновения электрохимической коррозии. Для увеличения срока службы кабеля применяют специальные антикоррозионные смазки и покрытия стальных проволок. Наилучшим решением является покрытие стальных проволок алюминием. Это значительно повышает защиту стальной проволоки и проволоки из алюминия или алюминиевого сплава от коррозии.
Кабели для подводной прокладки имеют конструкцию, зависящую от места их прокладки. Так например, глубоководный ОК для прокладки на дне морей и океанов имеет защиту от гидростатического давления, а кабель для прокладки на мелководье или в прибрежной полосе обеспечивается защитой от сетей и якорей. Также учитывается гибкость, нагрузки на кабель при его прокладке и извлечении со дна. Для защиты ОК от воздействия морской воды, которая под высоким давлением легко проникает через пластмассу, сердечник кабеля обычно защищается медной алюминиевой или свинцовой трубкой, а свободное пространство заполняется гидрофобом. Для необходимой механической прочности используется, как правило, двухслойная проволочная броня из гальванизированной стали. Слои проволоки скручиваются в противоположных направлениях для исключения возможности образования петель.
Одна из возможных конструкций ОК для прокладки через водоемы представлена на рис. 3.38.
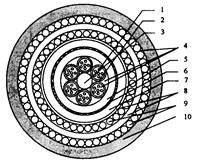
Рис. 3.35. Оптический кабель для прокладки через озера и реки: 1 – ОВ в первичном покрытии; 2 – трубка модуля; 3 –ЦСЭ; 4 – гидрофобное заполнение; 5 – внутренняя оболочка из ПЭ, наложенная поверх скрепляющей пластиковой пленки; 6 – стальная гофрированная лента; 7 – внутренняя оболочка из ПЭ; 8 – подушка под броню; 9 – броня из стальной проволоки; 10 – защитный шланг из ПЭ
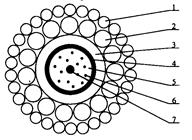
Рис. 3.39. Конструкция морского ОК без регенераторов: 1 – внешний слой армирующих проволок; 2 – внутренний слой армирующих проволок; 3 – оболочка; 4 – медная трубка; 5 – полиэтилен; 6 – ОВ; 7 - внутренний проводник
Конструкция морских ОК — одна из наиболее сложных, поэтому остановимся на ней более подробно с иллюстрациями поведения кабеля при тех или иных внешних воздействиях [20]. Морские ОК разделяют на кабели с регенераторами и без них.
Морской ОК без регенераторов (рис. 3.39) предназначен для прокладки между островами, для преодоления небольших водных преград (рек, озер, каналов и пр.). Предполагаемая длина такого ОК не превышает 50 км. В его конструкцию входит броня, поскольку он предназначен для прокладки по мелководью, а ОВ имеет трехслойное покрытие (первичное, буферное, вторичное защитное).
Подводный ОК с регенераторами используется для больших расстояний и может прокладываться как на глубине, так и на мелководье (рис. 3.40).
Оптический морской кабель связи должен обеспечивать постоянство своих характеристик при воздействии значительных гидростатических давлений; перемещении по дну моря под влиянием течений и волн; взаимодействии с тралами, якорями, сетями и пр. предметами.
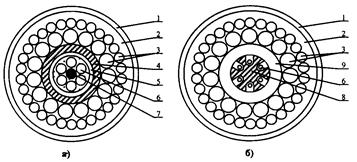
Рис. 3.40. Конструкция морского ОК с регенераторами:
а-ОВ скручены и помещены в общую силиконовую оболочку; б-ОВ в профилированном сердечнике:
1-оболочка; 2-полиэтиоеновая оболочка; 3-армирующие элементы, скрученные в разные
стороны; 4-медная трубка; 5-нейлоновая оболочка; 6-ОВ; 7-внутренний проводник;
8-медный профилированный сердечник; 9-полиэтиленовая лента
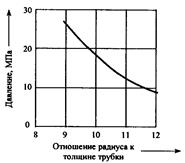
Рис. 3.41. Зависимость допустимого гидростатического давления для медной трубки морского ОК от соотношения ее радиуса к толщине
ОВ от гидростатического давления защищается сплошной металлической трубкой (медной или алюминиевой) или металлическим профилированным сердечником. Металлическая трубка наиболее устойчива к воздействию гидростатическо го давления и поперечного сдавливания. На рис. 3.41 приведена зависимость допустимого гидростатического давления для медной трубки от соотношения ее радиуса к толщине.
Морские ОК в ходе прокладки многократно подвергаются изгибу, поэтому способность противостоять гидростатическому давлению этих кабелей может ухудшиться. На рис. 3.42 приведен график испытаний кабелей этого типа на стойкость к гидростатическому давлению в зависимости от количества циклических изгибов. Peзультаты испытаний показывают, что стойкость пустотелой трубки значительно хуже, чем у заполненной.
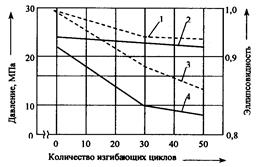
Рис. 3.42. Зависимость допустимого гидростатического давления и элипсовидности трубки от количества циклических изгибов: 1 – элипсовидность заполненной трубки; 2 – стойкость к гидростатическому давлению заполненной трубки; 3 - элипсовидность пустой трубки; 4 - стойкость к гидростатическому давлению пустой трубки
Изменение затухания в ОК без peгенератора, вызванное деформацией медной трубки, показано на рис. 3.43.
Влияние температуры на характеристики ОК незначительно.
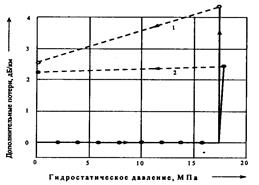
Рис. 3.43. Зависимость дополнительных потерь в морском ОК без регенераторов от гидростатического давления (длина волны 0,85 мкм): 1 – внутренний слой ОВ; 2 – внешний слой ОВ
Морские ОК при прокладке или ремонте испытывают значительные усилия растяжения. Применение комбинации армирующих элементов обеспечивает не только целостность ОВ, но и стабильность их оптических характеристик при усилиях до 12 т., относительное удлинение ОК без регенераторов не превышает при этом 0,4 % (рис. 3.44) [20].
Относительное удлинение конструкций оптических кабелей при извлечении из воды с глубины 1,5 км не превышает 0,65%. Замена медной трубки на алюминиевую в конструкциях с регенераторами уменьшает эту величину до 0,50%. Таким образом, использование алюминия предпочтительно, так как при этом относительное удлинение кабеля не превышает относительного удлинения ОВ.
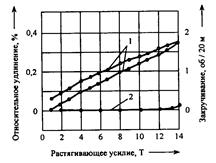
Рис. 3.44. Зависимость относительного удлинения и закручивания морского ОК от растягивающего усилия: 1 – относительное удлинение; 2 – кручение
Если сопротивление трубки не превышает 2 Ом/км, то при напряжении 1000 В максимальная длина между регенераторами может достигать 500 км; при 5 Ом/км и напряжении 3000 В — 2000 км, а при 12 Ом/км и напряжении 6000 В — 5000 км.
Полевые оптические кабели используются в геологоразведке, в военной технике, а также в качестве кабелей для временных вставок на магистралях связи. В процессе эксплуатации полевые ОК подвергаются всевозможным механическим и тепловым воздействиям. Это, прежде всего, размотка, изгибы, кручение, поперечное сжатие, действие солнечного излучения и широкого интервала температур (от -60оС до +80оС). Как правило, в зависимости от конструкции эти кабели имеют: стойкость к циклическим изгибам и перемоткам от сотен до тысячи раз; растягивающие усилия от 1500 до 3000 Н; стойкость к гидростатическому давлению от 1 атмосферы и выше; стойкость к многократным ударам до 10000 и более раз. Кроме того, полевые ОК должны иметь минимальные габариты и массу. Все это определяет жесткие требования к конструкции и применяемым кабельным материалам [32].
Механические и оптические характеристики полевых ОК подробно рассмотрены в [33, 34, 35], а некоторые варианты конструкции представлены на рис. 3.45.
Полевые ОК обычно не содержат металлических элементов. В качестве силовых и армирующих элементов применяется одноосно-ориентированный волокнистый пластик. Комбинация стеклопластиковых элементов с нитями кевлар (рис. 3.45 б) обеспечивает высокую устойчивость ОК к сжимающим и растягивающим нагрузкам. В конструкции на рис. 3.45 в армирующие стеклопластиковые элементы симметрично расположены по периферии ОК. Оптические волокна в полимерном защитном покрытии скручены и обмотаны нитями арамид.
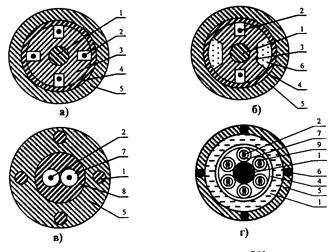
Рис. 3.45. Конструкции полевых ОК:
а-с опорным пластмассовым стержнем; б- с опорным пластмассовым стержнем и нитями кевлар; в-с симметричным расположением стеклопластиковых элементов; г-со свободной укладкой ОВ и пористым заполнителем:
1-армирующий стеклопластиковый элемент; 2-ОВ; 3-опорн7ый пластмассовый стержень; 4-пластмассовая оболочка; 5-наружная полимерная оболочка; 6-нити кевлар; 7-полимерное защитное покрытие; 8-волокно типа арамид; 9-поддерживающие нити; 10-пористый материал
Кабели для внутренней прокладки. Межэтажная и поэтажная разводка внутри зданий осуществляется внутриобъектовым оптическим кабелем, отличающимся от кабеля внешней прокладки повышенной гибкостью и улучшенными массогабаритными показателями за счет использования в конструкции облегченных упрочняющих покрытий, а также отсутствием элементов защиты от влаги. Световоды в кабелях этого класса снабжаются буферным покрытием 0,9 мм, которое позволяет осуществлять непосредственную установку коннекторов (рис. 3.46). Некоторое увеличение затухания, вызываемое оболочкой ПЗО (tight buffer), не имеет принципиального значения из-за небольших длин кабельных трасс в пределах объектов и зданий. Максимальное число волокон серийных внутриобъектовых кабелей, как правило, не превышает 12.
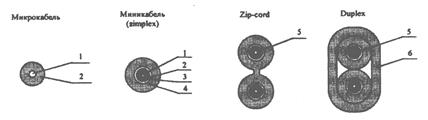
Рис.3.46. Конструкция одно- и двухволоконного оптического кабеля:
1-оптическое волокно; 2-плотное защитное покрытие; 3-арамидные нити; 4-защитная оболочка; 5-миникабель; 6-общий защитный шланг
В случае необходимости создания внутриобъектовых кабелей с большим числом волокон применяют конструкцию, аналогичную кабелям внешней прокладки. Вокруг центрального силового элемента укладывают несколько (в большинстве случаев шесть, реже двенадцать) обычных микро- или миникабелей и полученный сердечник закрывают сверху общей защитной оболочкой. Для получения в рассматриваемой структуре более мелкого дискрета по числу волокон, некоторые из таких модулей могут заменяться упрочняющими прутками.
Кабели такой конструкции обычно изготавливаются на заказ.
Основными элементами конструкции любого кабеля внутренней прокладки являются:
- оптическое волокно в первичном защитном покрытии;
- вторичное плотное или полуплотное полимерное защитное покрытие внутри которого располагается оптическое волокно;
- силовой элемент: центральный (стеклопластиковый стержень или пучок высокопрочных арамидных нитей типа кевлар или тварон) или внешний — один или несколько повивов высокопрочных арамидных нитей;
- защитные покровы.
Значительное влияние на характеристики ОВ оказывает конструкция защитного полимерного покрытия. Плотное защитное покрытие более устойчиво к ударам и воздействию раздавливающих нагрузок без повреждения оптического волокна [13]. Такая конструкция обладает высокой гибкостью, возможностью изгиба с небольшим радиусом, однако не предохраняет волокно от напряжений при изменении температуры. В помещениях колебания температур минимальны, а высокая гибкость конструкции желательна для поворотов на стенах.
Полуплотное защитное покрытие разработано на основе комбинации основных принципов построения ОВ в полой оболочке и ОВ в плотном защитном покрытии. Пространство между покрытием ОВ и твердой защитной оболочкой уменьшено настолько, что световод располагается в скользящем слое с радиальным зазором от 50 до 100 мкм. Наружный размер волокна в полуплотном защитном покрытии 0,9 мм, что значительно экономичнее по сравнению с полой оболочкой, имеющей диаметр от 1,4 мм до 3,5 мм. Характеристики растяжения ОВ в полуплотном защитном покрытии и ОВ в плотном защитном покрытии одинаковые [36].
Силовые элементы кабеля для внутренней прокладки предохраняют оптическое волокно от нежелательных механических нагрузок, вследствие которых могут возникнуть нежелательные изменения характеристик ОВ. Превышение нормальных нагрузок на этот кабель приводит ОВ к растяжению. Уровни механического напряжения могут вызывать потери на микроизгибах, что приводит к увеличению затухания и возможным эффектам усталости. Запас по растяжению у кабелей небольшой до момента обрыва волокна, поэтому силовые элементы должны обладать низкой степенью растяжения при ожидаемых растягивающих нагрузках. Во время и после инсталляции силовые элементы выдерживают усилия натяжения, приложенные к кабелю, и предохраняют волокно от разрушения.
Наружные защитные покрытия защищают кабель внутренней прокладки от атмосферных явлений, воздействия озона, кислот, растворителей, химических веществ и т.п. Выбор защитного покрытия определяется степенью устойчивости к воздействиям и стоимостью. Иногда используют несколько слоев оболочки. Защитные покрытия изготавливаются преимущественно из полимерных материалов, таких как полиэтилен, ПВХ и фторопласт.
Для кабелей внутренней прокладки предъявляются комплексные требования по пожаробезопасности, включающие не только нераспространение пламени, но и пониженное выделение дыма, токсичных и коррозионно-активных продуктов горения. В некоторых конструкциях кабелей в качестве материала для защитных покрытий применяют полиуретан. Этот материал обладает отличной стойкостью к воздействию озона, кислорода, нефтепродуктов и химических веществ. Некоторые виды полиуретана являются огнестойкими. Полиуретан довольно жесткий трудноснашиваемый материал. Он отлично сохраняет геометрическую форму, что делает его в некоторых случаях идеальным защитным покрытием для кабеля.
Существуют три основных типа кабелей внутренней прокладки:
- пэтч-кордовый кабель (patch-cord) или миникабель с одним или двумя оптическими волокнами;
- многоволоконный распределительный (distribution) кабель для монтажа внутри зданий;
- композитивный многоволоконный (breakout или fan-out).
Пэтч-кордовый волоконно-оптический кабель или миникабель имеет три основных типа конструкции — одноволоконную (simplex), двухволоконную без оболочки (zip-cord) и двухволоконную в оболочке (duplex). Конструкции выше названных кабелей представлены на рис. 3.46.
Основным назначением миникабелей является: изготовление соединительных шнуров; создание кабельной разводки в технических помещениях локальных сетей; формирование горизонтальных магистралей в структурированных кабельных системах с прокладкой в декоративных коробах до рабочего места.
Наружный диаметр одноволоконных миникабелей составляет от 2,4 мм до 3,0 мм. Однако в последнее время появились конструкции с наружным диаметром 1,6 мм (Lucent Technologies) [37].
Для изготовления монтажных шнуров (пигтейлов — от англ. pig-tail), присоединяемым к магистральным кабелям в процессе сборки оконечных распределительных устройств, используется одинарное волокно в буферном покрытии 900 мкм. Такую конструкцию называют микрокабелем (рис. 3.46).
Многоволоконные распределительные кабели содержат более двух волокон (число волокон должно быть кратно двум) и построены на основе обычной буферной конструкции (микрокабеля) 900 мкм. Микрокабели могут быть скручены между собой или вокруг центрального силового элемента. Скрутка обеспечивает безопасную деформацию кабеля при изгибе. Поверх скрученных микрокабелей накладывается слой арамидных нитей и защитное покрытие (рис. 3.47 а).
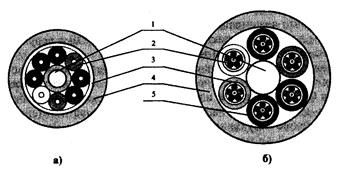
Рис. 3.47. Конструкция распределительного волоконно – оптического кабеля на базе: 1 – центральный элемент; 2 – микрокабель; 3 – арамидные нити; 4 – защитный шланг; 5 – защитная оболочка
Некоторые конструкции такого типа кабелей предусматривают скрутку микрокабелей (с количеством волокон от 16 до 72) в несколько жгутов (Superior cable LTD) с числом жгутов от 4 до 12, каждый из которых обматывается арамидными нитями и заключается в оболочку [38]. Несколько таких жгутов объединяются в один или несколько повивов и покрываются одним общим шлангом (рис. 3.47 б). Световоды каждого жгута различаются цветом оболочки, что позволяет легко находить нужный, особенно, при большой длине кабеля и избегать ошибок при соединении. Такие кабели применяются для разводки сигнала по разным помещениям.
Распределительные кабели позволяют устанавливать коннекторы непосредственно на волокна с плотным буфером. При этом следует выбирать тип коннектора и его размеры, предназначенные только для волокон с плотным буфером.
Композитивные кабели — это многоволоконные кабели для оконечной разводки. Так как каждое отдельное его волокно в буферном покрытии обмотано арамидными нитями и заключено в защитную оболочку, и представляет собой отдельный кабель, то его концы могут прокладываться самостоятельно и присоединяться к тому оборудованию, для которого предназначается передаваемый сигнал, т.е. они используются для передачи сигнала непосредственно, без использования панелей соединения (рис. 3.48). В этих кабелях применяется цветовая маркировка волокон в буферном покрытии для облегчения поиска требуемого ОВ.
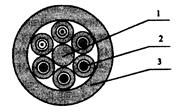
Рис. 3.48. Конструкция композитивного волоконно-оптического кабеля: 1 – центральный элемент; 2 – миникабель; 3 – наружный защитный шланг
Из-за необходимости использования более мощных защитных покрытий и арамидных нитей эти кабели, как правило, тяжелее и имеют большие размеры, чем распределительные кабели с тем же количеством оптических волокон. Они полностью соответствуют требованиям пожаробезопасности и могут использоваться как в помещениях, так и для внешней прокладки в защищенных каналах.
В зависимости от условий прокладки все вышеперечисленные кабели можно разделить на кабели скрытой проводки (plenum), используемые при организации горизонтальных участков структурированных кабельных систем; кабели вертикальной прокладки или кабели снижения (riser) для вертикальных магистралей.
Прокладка кабеля в обычной оболочке недопустима. Такой кабель должен прокладываться в пожаробезопасном кабелепроводе, или должен быть обмотан негорючим или недымящим материалом. Поэтому выделяют особый тип кабелей — кабели скрытой проводки или plenum cable, оболочка которых выполняется из негорючего или малогорючего пластика. При наличии особо жестких требований используют кабели с защитным покрытием типа LSF0H (low smoke and fume and zero halogen — низкая способность к горению и дымогазообразованию), при термическом разложении которого не выделяются ядовитые вещества. Кабели скрытой проводки прокладываются в пространствах между стенами, под фальшполом и над фальшпотолком. Здесь размещают кабели питания, телефонные кабели и кабели для передачи данных. Однако при пожаре именно через эти пространства огонь распространяется по зданию.
Кабели вертикальной прокладки или кабели снижения — кабели, которые прокладываются между этажами здания. Они не должны служить путем распространения огня по зданию.
Рабочая температура внутриобъектовых кабелей лежит в диапазоне от – 20oС до +70oС. Некоторые конструкции кабелей могут нормально функционировать в температурном диапазоне от -40оС до +85оС. Такие конструкции можно применить для внешней прокладки на линиях небольшой протяженности при условии обеспечения защиты от попадания влаги (обычно в защитных трубах).
Подавляющее большинство внутриобъектовых кабелей имеют многомодовые световоды. Одномодовые внутриобъектовые кабели применяют в ограниченном объеме главным образом для соединения входного коммутационного распределительного устройства кабеля внешней подсистемы с полкой или муфтой административной точки. Конструктивно такие кабели не отличаются от многомодовых.
Комбинированные кабели некоторые фирмы производят для внутриобъектовой прокладки. В конструкциях таких кабелей предусматриваются две или три скрепленные друг с другом конструкции кабелей разного назначения. В первой укладываются два или четыре световода, две другие содержат 4-парный элемент витой пары категории 5 (рис. 3.49).
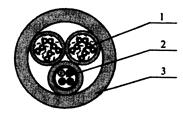
Рис. 3.49. Конструкция комбинированного кабеля: 1 – LAN-кабель; 2 – волоконно-оптический кабель; 3 – общая оболочка
В табл. 3.23, составленной на основе фирменных каталогов Lucent Technologies, Superior cable, Optical Cable Corporation, Corning, Eriсsson, Brugg Telecom, Alcatel, «Электропровод», «Оптэл» и ряда других источников, приведены параметры кабелей внутренней прокладки, их предельные значения, обеспечиваемые производителями [37 — 45].
На основании анализа конструкций можно сделать следующие выводы: все кабели внутренней прокладки выполнены, в основном, с одномодовым стандартным ОВ, одномодовым ОВ с ненулевой смещенной дисперсией, одномодовым ОВ с депресированной и согласованной оболочкой, а также многомодовыми ОВ с диаметрами сердцевины 50 мкм и 62,5 мкм в плотной или полуплотной защитной оболочке диаметром 0,9 мм и 1,1 мм. В качестве силового элемента кабелей внутренней прокладки используются арамидные нити, а в некоторых конструкциях стеклопластиковый стержень и стальной трос. В качестве материалов для защитных покрытий кабелей внутренней прокладки используются ПВХ, ПЭ, ПУ, безгалогенные и малодымящие материалы. Наружные диаметры кабелей внутренней прокладки находятся в пределах от 1,6 мм до 18 мм при количестве волокон от 1 до 12. Коэффициент затухания, коэффициент хроматической дисперсии, коэффициент широкополосности соответствует IЕС 60793-2 и рекомендациям ITU TG.651, ITU — TG.652, ITU-TG.655. Рабочие температуры находится в диапазоне от – 20oС до +70oС. Некоторые конструкции могут нормально функционировать при температуре от 10oС до +85oС. Диапазон растягивающих нагрузок для кабелей с количеством волокон от 1 до 24 составляет 200...5000 Н. Раздавливающие нагрузки, которые способны выдерживать кабели внутренней прокладки, составляют 300...3000 Н/см. Минимальный короткосрочный радиус изгиба — не менее 10 номинальных диаметров кабеля.
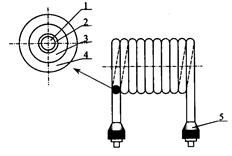
Рис. 3.50. Конструкция спирального шнура 1 – ОВ; 2 – армирующие высокопрочные синтетические нити; 3 – внутренняя оболочка ОК; 4 – защитный шланг; 5 - соединитель:
Оптические шнуры и кабели для специальных целей согласно [13] в виде цилиндрической пружины изготовляют из одноволоконного ОК (рис. 3.50). Длина ОК составляет 3 м, диаметр 5 мм, внешний диаметр спирали 20 мм, масса 3 м кабеля с неметаллическими соединителями 70 г, с металлическими соединителями 90 г. ОК выдерживает до 100000 циклов продольных растяжений-сжатий цилиндрической пружины без ухудшения оптических характеристик. Кабели можно применять в робототехнике, для ЭВМ, телефонии, соединения с подвижными устройствами (графопостроители, устройства лазерной резки и пр.).
К конструкциям специальных ОК предъявляются весьма жесткие требования: минимальные геометрические размеры, высокая гибкость и устойчивость к многочисленным операциям разматывания и сматывания, возможность эксплуатации при значительных изменениях температуры. Растягивающие усилия могут достигать (2,5 ... 3,0) кН при длине кабеля до 10 км. Поставленные задачи решаются путем введения дополнительных армирующих элементов.
В качестве примера на рис. 3.51 показаны конструкции специальных ОК фирмы «Хелкама» (Финляндия) и фирмы Condugel (Бразилия) [32].
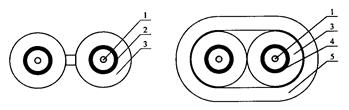
Рис. 3.51. Конструкция специальных ОК:
1-ОВ с полимерным защитным покрытием; 2-армирующие высокопрочные синтетические нити; 3-пластмассовая оболочка; 4-силовой элемент (стекловолокно); 5-защитный шланг из поливинилхлорида