2.1. Организации по разработке и изданию стандартов
2.1. Организации по разработке и изданию стандартов
Для обеспечения совместимости компонент системы и качества продукции существуют стандарты, рекомендации и руководящие указания. Стандарты есть «де-юре» и «де-факто». Официальные стандарты выпускаются государственными, межправительственными или общепризнанными организациями производителей:
а) Головная организация по разработке и изданию стандартов ISO – международная организация по стандартизации. ISO объединяет национальные: организации по стандартизации: Госстандарт, ANSI, DIN, BSI и т. д. В состав ISO входят комиссии, занимающиеся вопросами стандартизации в различных областях. Например, подразделение ISO в области электротехники и электроники называется IEC (МЭК – международная экспертная комиссия). Каждая комиссия образует комитеты, подразделения по определенному направлению или кругу вопросов. Так подразделение IEC, регулирующие стандарты в управлении и автоматизации называется - TC65 (Technical commute – Industrial Management and Control).
б) Межправительственной организацией, которая вырабатывает рекомендации и соглашения, в том числе и в сфере управления и автоматизации является ITU-T (Международный союз электросвязи – сектор телекоммуникаций). Ранее эта организация называлась CCITT (МККТТ).В нее в качестве членов входят национальные комитеты всех стран, кроме США.
в) Общепризнанной общественной организацией, занимающейся различными вопросами в области электроники и радиоэлектронике является IEEE (ИИЭР – институт по электронике и радиоэлектронике). Он вырабатывает свои рекомендации, которые после становятся стандартами ANSI.
2.2. Назначение, принципы построения и структура ГСП
Для обеспечения совместимости элементов системы и расширения своего участия на рынке каждая фирма, выпускающая комплекс или отдельные компоненты оборудования обязана учитывать существующие в этой области стандарты.
В СССР в качестве технической основы для создания АСУТП существовала и существует до сих пор Государственная система приборов и средств автоматизации (ГСП), представляющая собой набор рядов унифицированных приборов и устройств измерительной техники, автоматики, телемеханики с единой нормативной базой, включающей унификацию информационных сигналов, метрологических, надежностных, энергетических и других характеристик, необходимого математического обеспечения, конструктивного выполнения. Технические средства ГСП строятся по блочно – модульному принципу с использованием современной технологии изготовления. Устройства ГСП объединяются во взаимосвязанные комплексы технических средств, у каждого из которых свое специфическое назначение и свои области применения. Комплексы имеют метрологическую, информационную, конструктивную и эксплуатационную совместимость.
Все агрегатные комплексы технических средств, входящие в ГСП, разрабатывались с соблюдением ряда государственных общесоюзных стандартов, регламентирующих требования к общим техническим характеристикам (точности, быстродействию, надежности, климатическим условиям работы), нормирующих параметры входных и выходных сигналов, унифицирующих элементы конструкций и т. д.
При создании ГСП цель состояла в том, чтобы создать ограниченную номенклатуру унифицированных устройств, необходимых для построения КТС различного назначения. В основу построения ГСП легли следующие принципы:
- совместимость элементов;
- типизация и минимизация функций;
- минимизация номенклатуры устройств;
- блочно-модульный принцип построения приборов;
- агрегатный способ построения комплексов.
Реализация этих принципов происходила по следующей схеме:
Все приборы были разбиты по функциональному признаку на 4 группы: получение информации о процессе; прием, преобразование и передача по каналам связи; хранение и обработка; использование командной информации и формирование команд управления. Внутри каждой группы определены подгруппы с типичным набором функций. Например, подгруппа датчиков температуры, подгруппа датчиков давления, подгруппа двигателей постоянного тока, подгруппы асинхронных двигателей и т. д. Количество подгрупп не было зафиксировано и постоянно возрастало.
Основой минимизации номенклатуры являлся следующий процесс: сначала происходил отбор основных параметров устройства; затем на основе некоторого принципа устанавливалось число устройств для перекрытия всего диапазона; после этого создавался параметрический ряд устройств; определялось его расширение (модификации и исполнения).
Для построения комплексов использовался агрегатный способ компоновки систем из компонент приборов, на базе стандартизации унификаций и совместимости элементов системы.
Структура технических средств ГСП может быть представлена диаграммой для пяти групп изделий, расположенных на четырех уровнях (рис.7).
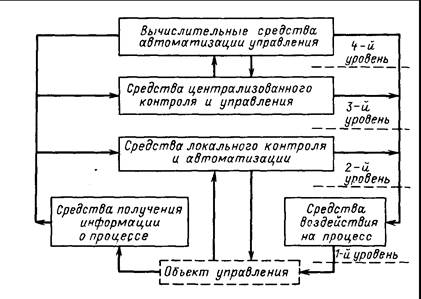
Рис. 7. Структура технических средств ГСП
На нижнем (первом) уровне находятся средства, выполняющие функции получения информации и воздействия на процесс; эти средства непосредственно взаимодействуют с объектом управления. Они обеспечивают информацией все вышерасположенные на схеме устройства и осуществляют передачу управляющих воздействий от любого из них на управляемый объект. Измерение параметров, не связанного со сложными инструментальными методиками, осуществляется с помощью датчиков, конструктивно – технические характеристики которых образуют параметрические ряды. Для проведения измерений, требующих сложных инструментальных методик, применяются устройства, входящие в агрегатные комплексы.
На втором уровне расположены средства для локального контроля и автоматизации, предназначенные для построения одноконтурных систем контроля и регулирования простых объектов или автономного контроля и регулирования отдельных параметров сложных объектов. Эти изделия, как правило, выпускаются в составе параметрических рядов и унифицированных комплексов (УК), создаваемых на основе базовой модели.
На третьем уровне находятся устройства для централизованного контроля и регулирования, которые используются в составе систем, включающих управляющие вычислительные комплексы (УВК). Технические средства этой группы предназначены дня построения автоматизированных систем управления технологическими процессами на объектах, имеющих до нескольких сотен контролируемых и регулируемых параметров. Они позволяют реализовать многосвязное и каскадное регулирование, косвенные измерения, многоступенчатые защиты и логические операции при автоматическом пуске и остановке объекта, перестройку алгоритма управления во время работы, реализацию элементарных математических операций.
На верхнем (четвертом) уровне расположены вычислительные средства автоматизации управления, предназначенные для построения УВК, которые позволяют осуществлять обработку больших массивов информации (от тысяч контролируемых параметров), реализовать сложные алгоритмы управления объектом, в – том числе супервизорное и непосредственное цифровое управления, решение оптимизационных, планово – экономических и учетно-статистических задач.
При конструировании устройств ГСП принят блочно – модульный принцип построения изделий, который заключается в том, что различные функционально более сложные устройства ГСП создаются из ограниченного числа более простых стандартизированных блоков и модулей.
Применение этого принципа при построении изделий ГСП делает приборы универсальными, позволяет использовать при их создании рациональный минимум конструктивных элементов (сокращается номенклатура деталей), обеспечивает взаимозаменяемость приборов в целом и отдельных их узлов. При этом также значительно упрощаются и удешевляются процессы ремонта приборов, которые в большинстве случаев сводятся к замене вышедших из строя типовых узлов и модулей.
Реализация блочно – модульного принципа позволяет создавать новые средства измерения и регулирования из уже существующего отработанного набора узлов и блоков, что дает существенный экономический эффект и ускоряет сроки разработки и внедрения новых изделий,
Номенклатура технических средств ГСП насчитывает в настоящее время свыше 2 тыс. типов изделий, 30% которых составляют датчики различных физических величин и технологических параметров.
По мере наращивания сложности функций действующих систем управления и расширения области их применения, охватывающей новые производства, номенклатура технических средств ГСП – и в первую очередь датчиков – традиционно увеличивалась. Поэтому важнейшей целью совершенствования номенклатуры является ее рациональная минимизация. Одним из основных методов сокращения числа изделий до целесообразного минимума является разработка параметрических рядов изделий на базе системы предпочтительных чисел.
Параметрический ряд – совокупность изделий одинакового функционального назначения, имеющих одни и те же основные параметры, для которых изменение значений главного параметра при переходе от предыдущего числа ряда к последующему подчиняется определенным закономерностям. Первыми параметрическими рядами в ГСП по системе предпочтительных чисел явились ряды унифицированных пневматических и электрических датчиков.
Методика построения параметрического ряда изделий ГСП включает отбор основных параметров приборов и устройств, подлежащих регламентации, выделение главного параметра из их числа и установление наиболее рационального размерного ряда приборов по главному параметру. При этом преимущественно применяются ряды, построенные на основе геометрической прогрессии, с числовыми значениями, соответствующими ГОСТ 8032 – 56 "Предпочтительные числа и ряды предпочтительных чисел". Е10, Е5, Е1.
В настоящее время разработаны параметрические ряды (подчиняющиеся законам геометрической или другой последовательности) преобразователей давления, расхода, уровня, температуры, электроизмерительных приборов.
Известно, что производство и эксплуатация приборов предъявляют противоречивые требования к "плотности" параметрического ряда (количеству типоразмеров в ряду). С одной стороны, увеличение типоразмеров усложняет производство приборов и повышает их стоимость, с другой стороны, уменьшение количества типоразмеров снижает точность систем контроля и автоматизации, увеличивает избыточность применяемых средств. Отсюда возникает задача оптимизации параметрических рядов изделий ГСП.
Основу построения оптимальных параметрических рядов изделий ГСП составляет анализ и учет совокупности технико–экономических данных, таких, как потребность в приборах, зависимость потребности и затрат от основных параметров приборов, зависимость стоимости от серийности и другие факторы. Критерием оптимальности может быть минимум суммарных затрат на удовлетворение заданных потребностей. Этот критерий оптимальности является следствием анализа противоречия между интересами изготовителя (затраты на производство) и потребителя (затраты на эксплуатацию).
При сокращенном ряде приборов у изготовителя уменьшаются затраты на освоение, увеличивается серийность выпускаемых изделий, что обеспечивает значительную экономию материалов. При увеличении "плотности" ряда получается экономия у потребителя за счет более точного соблюдения технологического регламента производственного процесса.
Таким образом, оптимальным параметрическим рядом можно считать ряд одинаковых по функциональному назначению технических средств, упорядоченных по основным параметрам этих средств и оптимальных в смысле принятого критерия. При этом необходимо отметить, что оптимальный параметрический ряд необязательно должен быть рядом, строго подчиняющимся законам геометрической или другой последовательности. Исследования показали, что оптимальные ряды некоторых изделий значительно экономичнее рядов, построенных по системе предпочтительных чисел.
Блочно-модульный принцип построения средств ГСП обеспечивает возможность создания различных функционально сложных устройств из ограниченного числа более простых унифицированных блоков и модулей путем их наращивания и стыковки. Это позволяет создавать новые средства измерения и автоматизации из уже существующего набора узлов и блоков, что дает существенный экономический эффект.
Не менее плодотворным для реализации принципа минимизации номенклатуры изделий и приборов ГСП является метод построения приборов и средств автоматизации в составе агрегатных комплексов (АК).
Изделия АК разрабатываются в виде функционально – параметрических рядов, которые охватывают требуемый диапазон измерений в различных условиях эксплуатации. Благодаря этому исключается необходимость создания других изделий данного функционального назначения, входящих в соответствующий АК.
Унификация конструкций ГСП повышает технологичность изделий в производстве, упрощает их комплектацию, монтаж, наладку и эксплуатацию. Информационная, энергетическая, конструктивная метрологическая совместимость устройств ГСП ускоряет проектирование и изготовление систем автоматического контроля, регулирования и управление в составе оборудования автоматизированного производства
Информационная совместимость – совокупность унифицированных видов и форматов сигналов, их кодирования, единых интерфейсов для взаимодействия устройств в системе.
Конструктивная совместимость. Есть система унифицированных модульных конструкций. все конструкции делятся на категории/уровни так, что элементы низших последовательно монтируются в более высшие, образуя иерархию: элемент, узел, плата, блок, каркас, стойка (шкаф).
Пример: платы EVROCARD (3И1 = 133,35 мм).
Рекомендуемые: 3И1 х N. Стойки формат IS1 = 482,6 мм. IEC S17(25мм) –> 500 мм.
Метрологическая совместимость – должны обеспечивать рациональное построение измерительных цепей и заданные метрологические характеристики.
Эксплуатационная совместимость – работа в одинаковых промышленных условиях, удобство обслуживания, настройки, ремонта. В ГСП предусмотрено несколько видов конструктивного исполнения: нормальное (обычное), пыле-, брызго- и взрывозащитное.
При сопряжении устройств необходимо одновременно учитывать различные виды совместимости, например совместимость по разъемам кабеля включает конструктивную информационную и энергетическую совместимость.
2.3. Ветви и сигналы ГСП
В зависимости от рода используемой энергии СИ и вспомогательные устройства ГСП подразделяют на четыре самостоятельные ветви: электрическую, пневматическую, гидравлическую и не использующей вспомогательной энергии.
Устройства гидравлической ветви применяются тогда, когда нужно обеспечить точное перемещение при больших усилиях, эти приборы - медленные.
Пневматические устройства применяются тогда, когда нужно обеспечить безопасность во взрывоопасных и агрессивных средах. У них сравнительно малая точность и расстояния. Требуется наличие пневмомагистрали.
Электрические – везде, во всех остальных случаях..
Все средства измерений и устройства электрической, пневматической и гидравлической ветви имеют унифицированные входные и выходные сигналы. В ГСП применяют унифицирующие сигналы различных групп, перечень которых приведен в таблице 1:
- электрические непрерывные ток и напряжение,
- электрические непрерывные частотные,
- электрические дискретные,.
- пневматические (70… 100 КПа),
- гидравлические.
Таблица 1. Основные виды унифицированных входных сигналов ГСП
|
Вид сигнала |
Физическая величина |
Параметры сигнала |
|
Электрический |
Постоянный ток |
0-5, 0-20, -5-0-5, 4-20 мА |
|
Постоянное напряжение |
0-10, 0-20 –10-0-10 мВ; 0-10, 0-1 –1-0-1 В |
|
|
Переменное напряжение |
0-2, -1-0-1 В |
|
|
Частота |
2-8, 2-4 кГц |
|
|
Пневматический |
Давление |
0,2-1 кгс/см*см |
|
Гидравлический |
» |
0,1-6,4 МПа |
Связь электрических, пневматических и гидравлических устройств осуществляется с помощью соответствующих преобразователей сигналов. Этим обеспечивается создание комбинированных средств ГСП.