6.1. Особенности и организация строительства ВОЛС
6.2. Прокладка и подвеска оптических кабелей
6.2.1. Прокладка ОК в телефонной канализации
6.2.2. Прокладка ОК в трубах, лотковой канализации, коллекторах и туннелях
6.3. Оптические соединители, конструкции муфт ОК и особенности их монтажа
6.3.1. Потери при соединении волокон
6.1. Особенности и организация строительства ВОЛС
Общая информация, относящаяся к прокладке кабелей электросвязи, приведена в руководстве МСЭ-Т «Технология линейно-кабельных сооружений для сетей общего пользования». В нем содержится только информация особо важного значения или относящаяся исключительно к волоконно-оптическим кабелям линий связи.
Волоконно-оптические кабели имеют более низкие предельные нагрузки, чем металлические кабели, и при определенных обстоятельствах могут потребоваться специальные меры предосторожности и мероприятия, позволяющие обеспечить их успешную прокладку.
Это относится, в основном, к изгибам и натяжению ОК. При строительстве важно обращать особое внимание на рекомендации изготовителя, приведенные в ТУ, и установленные физические ограничения, а также не превышать заданные нормы нагрузки для любого конкретного кабеля. Повреждение, вызванное чрезмерной нагрузкой в процессе прокладки, может проявиться не сразу, однако оно может привести к отказу в процессе эксплуатации кабеля.
Минимальный радиус изгиба и максимальное натяжение являются критическими параметрами. Допустимые значения минимального радиуса изгиба и максимального натяжения различны для прокладки и последующего периода эксплуатации. Увеличивающееся натяжение сначала вызывает обратимое увеличение затухания, затем — необратимое и, наконец, может привести к повреждению волокна. При прокладке допускается большее значение натяжения, чем при эксплуатации. Минимальный радиус изгиба при прокладке, напротив, больше аналогичной величины, допустимой для последующей стадии, так как при увеличении нагрузки растет допустимое значение этого параметра. Поскольку во время прокладки кабель находится под нагрузкой, следовательно, и радиус кривизны должен быть больше. Допустимый после завершения прокладки радиус изгиба зависит от растягивающей нагрузки.
Значения минимального радиуса изгиба и максимальной нагрузки для кабелей внутренней прокладки (внутриобъектовых ОК) во время прокладки и во время эксплуатации ОК [1] приведены в табл. 6.1.
Таблица 6.1. Минимальный радиус изгиба и максимальное растягивающее усилие внутриобъектового ОК
|
Параметр |
Условия, для которых он нормируется |
Размерность |
Значение параметра |
|
Растягивающее усилие |
При прокладке После прокладки |
Н |
400 50 |
|
Минимальный радиус изгиба |
При прокладке без натяжения После прокладки без натяжения После прокладки при полном натяжении |
мм |
150 30 130 |
Строительство волоконно-оптических линий связи так же, как и электрических кабельных линий связи, осуществляется строительно-монтажными управлениями (СМУ), а также передвижными механизированными колоннами (ПМК), в системе которых организуются линейные или прорабские участки. Силами этих участков выполняется разбивка трассы линии и определение мест установки НРП на местности в соответствии с проектом на строительство, доставка кабеля, оборудования и других материалов на кабельную трассу, испытание, прокладка и монтаж кабеля и оконечных устройств, проведение приемосдаточных испытаний.
Организация, технология проведения линейных и монтажных работ имеет ряд отличий по сравнению с работами на традиционных электрических кабелях связи. Эти отличия в значительной степени обусловлены отсутствием параметров, характеризующих состояние элементов кабельного сердечника и его защитных покровов (сопротивление и электрическая прочность изоляции, герметичность оболочки), а также своеобразием конструкции ОК: критичностью к растягивающим усилиям; малыми поперечными размерами и массой; большими строительными длинами; сравнительно большими величинами затухания сростков ОВ; трудностями в организации служебной связи в процессе строительства ВОЛС с ОК без металлических элементов; недостаточным развитием методов и отсутствием доступных по цене серийно выпускаемых приборов для измерений и отыскания повреждений на ОК.
Подготовительные работы по строительству ВОЛС. Строительство и реконструкция ВОЛС осуществляются по утвержденным техническим проектам. В процессе подготовки к строительству, как правило, выполняются следующие основные виды работ: изучается проектно-сметная документация; составляется проект производства работ (ППР); решаются организационные вопросы взаимодействия строительной организации с представителями заказчика; проводится входной контроль ОК; решаются задачи материально-технического обеспечения; проводится подготовка персонала по выполнению основных строительно-монтажных операций.
Одним из основных документов строительства конкретной ВОЛС является ППР, который составляется производственно-техническим отделом строительной организации с участием прораба (мастера), руководящего строительством объекта. Проект производства работ составляется на основе подробного изучения проектно-сметной документации и обследования на местности трассы строящейся ВОЛС. В процессе ознакомления с трассой особое внимание должно быть обращено на такие сложные участки как: речные переходы; пересечения автомобильных, железнодорожных и трамвайных путей, трубопроводов; прокладку кабеля по мостам, тоннелям, в заболоченных местах, на скальных и гористых участках, в населенных пунктах. На основании этих данных выбирают наиболее оптимальные планы прокладки ОК на различных участках трассы, детализируют технологию строительства ВОЛС, составляют календарный план производства работ по участкам с учетом трудоемкости операций, рассчитывают потребность машин и механизмов, определяют пункты возможного размещения кабельных площадок и помещений для проведения входного контроля ОК. Кроме того, решаются вопросы организации служебной связи.
Проведение входного контроля и группирование строительных длин ОК. При строительстве ВОЛС необходимо проводить 100%-й входной контроль ОК, поступающего от заказчика или завода-изготовителя. Вывоз барабанов с кабелем на трассу и прокладка кабеля без проведения входного контроля не разрешается.
В процессе входного контроля производятся внешний осмотр и измерение затухания. Кабель, не соответствующий нормам и требованиям технических условий, прокладке и монтажу не подлежит. Если при внешнем осмотре установлена неисправность барабана, то обнаруженные незначительные повреждения устраняются собственными силами. Если барабан на месте отремонтировать невозможно, то с уведомления заказчика кабель с него перематывается на исправный барабан плотными и ровными витками. Не допускается перемотка с барабана на барабан, установленный на щеку. При перемотке необходимо визуально контролировать целостность наружной оболочки кабеля.
Входной контроль по затуханию проводится в сухих отапливаемых помещениях, имеющих освещение и розетки для подключения электрических приборов. Перед измерением затухания необходимо предварительно просветить ОВ любым источником света (например, гелиевым лазером). Если какие-либо оптические волокна не просвечиваются, то измерение затухания следует начинать с этих волокон. Результаты измерения затухания ОВ сравнивают с паспортными данными. Наиболее удобно при строительстве ВОЛС измерять затухание методом обратного рассеяния с помощью рефлектометра. В случае заметного расхождения с паспортными данными измерения можно перепроверить методом обрыва.
Следует отметить, что отличие результатов измерения затухания от паспортных данных может возникать за счет использования разных приборов и методов измерения.
Группирование строительных длин кабеля проводится после получения точных сведений о нахождении на трассе прокладки кабеля различных коммуникаций, пересечений железных и шоссейных дорог, речных переходов, газопроводов, о фактических длинах пролетов построенной канализации и типах колодцев. Для этого производится обследование трассы, и вносятся корректировки в проектную документацию.
При подборе строительных длин следует исходить из того, что на одном регенерационном участке (соединительной линии) должен быть кабель, изготовленный одним заводом (кроме случаев стыковки с ОК для подводных переходов), только одной марки, с одним типом ОВ и его защитных покрытий. При группировании строительных длин кабеля, прокладываемого в грунте, расчет производят таким образом, чтобы различные пересечения трассы приходились как можно ближе к концу строительной длины, а место расположения соединительной муфты было доступно для подъезда монтажно-измерительной автомашины.
При группировании строительных длин кабеля, прокладываемого в кабельной канализации, исходят из того, что после выкладки отходы кабеля должны быть минимальными. При этом учитывают длины пролетов, форму транзитных колодцев, запас ОК на монтаж. Длина запаса кабеля для монтажа муфты должна составлять 10 м с каждой стороны при прокладке в грунте и 8 м при прокладке в канализации [2].
По результатам группирования составляется укладочная ведомость, которая вместе с паспортами прикладывается к сдаточной документации ВОЛС.
Группирование кабеля по дисперсии требует принятия специальных мер. Как упоминалось ранее, современные транспортные системы с большой пропускной способностью используют усилители на основе волокна, легированного эрбием, и метод мультиплексирования путем разделения времени (TDM) и/или метод мультиплексирования путем волнового уплотнения (DWDM) для максимизации пропускной способности одномодового волокна.
Оптический сигнал, распространяясь по волокну, подвергается различным искажениям, одним из которых является расширение сигнала за счет хроматической дисперсии. Расширение зависит от дисперсии волокна, ширины спектра лазерного источника и выбранной для данного канала скорости передачи. Для современного состояния технологии построения передатчиков удельный вес такого искажения возрастает как квадрат скорости передачи. Таким образом, системы со скоростью передачи 10 Гбит/с требуют максимальной величины дисперсии в 1/16 от допустимой дисперсии в системах, работающих при скоростях передачи 2,5 Гбит/с.
Другой вид искажений может иметь место в системах с мультиплексированием за счет волнового уплотнения, когда по волокну одновременно распространяются несколько несущих с различными длинами волны. Здесь возможно смешивание несущих и возникновение нелинейного эффекта, известного под названием «смешивания четырех волн». Подобный эффект вызывает взаимные помехи между каналами и может стать главной причиной ограничения показателей качества для систем с оптическими усилителями.
Волокно TrueWave, разработанное для преодоления эффектов расширения импульсов и смешивания четырех волн, возникающих в системах с оптическими усилителями и многоканальных системах при больших скоростях передачи, запатентовано фирмой Lucent Technologies. Хроматическая дисперсия в данном волокне имеет специально подобранное оптимальное значение в пределах полосы пропускания оптических усилителей и достаточно мала, чтобы поддерживать высокие скорости передачи на большие расстояния без средств компенсации дисперсии. В то же время, дисперсия волокна достаточно велика для подавления эффекта смешивания четырех волн. Последнее достигается благодаря снижению до минимума возможности совпадения фаз несущих разных каналов в системе с мультиплексированием за счет волнового уплотнения.
Волокно TrueWave имеет коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км) в полном диапазоне длин волн от 1530 до 1565 нм, что определяется стандартными параметрами волокна с ненулевой дисперсией. Такое волокно допускает скорость передачи 10 Гбит/с и способно передавать сигналы на расстояния до 250 км между точками регенерации. Еще больших расстояний можно достичь, либо за счет использования передатчиков с отрицательным чирпом, либо за счет использования компенсации с целью уменьшения положительной дисперсии в волокне TrueWave.
Протяженность передачи сигналов для волокна типа TrueWave может быть увеличена за предел в 250 км путем включения в линию участков компенсирующего дисперсию волокна. Большая отрицательная дисперсия этих участков приводит к тому, что импульсы, расширившиеся благодаря положительной дисперсии волокна типа TrueWave, снова сжимаются. Компенсирующее дисперсию волокно обычно оформляется в виде компенсирующих модулей, включаемых в одной или нескольких точках расположения повторителей. Эти модули увеличивают допустимую длину участков, нормально ограниченную дисперсией, но в то же время занимают место и вносят в линию дополнительные оптические потери. Эти потери, в свою очередь, могут потребовать дополнительных усилителей, которые нельзя исключить за счет использования линий с управляемой дисперсией. Такие линии строятся из волокна, знак дисперсии в котором периодически изменяется.
Для управления дисперсией линию передачи составляют из волокон, имеющих положительную и отрицательную дисперсии. Этот метод применяется уже в течение многих лет при создании подводных оптико-волоконных линий, теперь управление дисперсией доступно и для наземных линий [3].
В наиболее элементарной форме линия с управляемой дисперсией строится как линия, состоящая из чередующихся участков кабеля с волокнами с отрицательной дисперсией, (TrueWave–), и участков кабеля с волокнами с положительной дисперсией (TrueWave+), либо обычного кабеля с волокном с несмещенной дисперсией. Каждый из таких участков подавляет местное образование таких нелинейных эффектов, как смешение четырех волн, в то время, как малая средняя величина дисперсии вдоль участка между регенераторами снижает эффект расширения импульса. Если правильно выбрать длину каждого из отмеченных выше участков, то линия практически не будет требовать компенсации дисперсии. Подобную линию можно назвать «самокомпенсирующейся».
Волокно TrueWave+ [коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км)] обеспечивает передачу с волновым уплотнением в пределах всего диапазона длин волн от 1530 до 1564 нм. Волокно TrueWave — [коэффициент хроматической дисперсии от — 5,5 до— 1,0 пс/(нм км)] представляет собой добавку с отрицательной дисперсией. Совместное использование этих волокон осуществляет взаимную компенсацию, минимизируя эффект расширения импульсов и исключая необходимость в специальном компенсирующем оборудовании. Наименьшая абсолютная величина отрицательной дисперсии в волокне (TrueWave — ) обеспечивает оптимальное согласование с учетом сжимающего импульсы влияния эффекта фазовой самомодуляции, возникающего в волокне (TrueWave+).
Таким образом, управление дисперсией при использовании волокон TrueWave практически устраняет необходимость в дополнительных затратах и включении дополнительных деталей; открывает всю полосу пропускания от 1530 до 1565 нм.
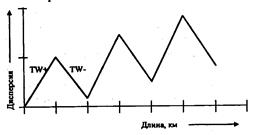
В сбалансированном кабеле TrueWave волокна с положительной и отрицательной дисперсиями в дальнейшем можно перекомбинировать для достижения скоростей передачи 20 Гбит/с и 40 Гбит/с по одному каналу, а протяженность этих линий увеличивается до 1000 км при скорости передачи в 10 Гбит/с по оному каналу. Пример группирования длин ОК с волокнами TrueWave по длине трассы приведен на рис. 6.1.
Для обеспечения идеальной компенсации дисперсии волокна TrueWave+ и TrueWave– должны иметь слегка отличные дисперсии. Например, была осуществлена передача на расстояние 640 км по 32 каналам , несущая в каждом из которых модулировалась со скоростью 10Гбит/с [3]. Это было достигнуто попеременным включением участков волокон TrueWave с положительной и отрицательной дисперсиями без использования дополнительных средств компенсации дисперсии (рис. 6.2).

Рис. 6.2. Линия с управляемой дисперсией, использующая волокна (TrueWave+) и (TrueWave — )
Фирма Lucent Technologies предлагает методику создания сетей, основанную на двух следующих способах создания линий с управлением дисперсией [3]:
- два типа кабелей. Один кабель содержит только волокна TrueWave+, другой—только волокна TrueWave-. Эти кабели прокладываются через определенные интервалы;
- кабель одного типа, а именно сбалансированный TrueWave кабель, который содержит одинаковое количество волокон TrueWave+ и TrueWave-. При монтаже муфт волокна перекрещиваются через определенные интервалы по длине трассы.
Сбалансированный кабель TrueWave дает возможность устранить некоторые из препятствий, возникающих при внедрении управления дисперсией. При этом можно заказывать, устанавливать и снабжать соответствующей документацией только один тип кабеля. Более того, в любом месте всегда будет доступно волокно с нужным знаком дисперсии.
6.2. Прокладка и подвеска оптических кабелей
6.2.1. Прокладка ОК в телефонной канализации
Общие требования к прокладке ОК. Технология прокладки ОК, в основном, та же, что и для электрических кабелей связи. Специфика прокладки ОК определяется более низким уровнем допускаемой механической нагрузки; поскольку от нее зависит затухание ОВ. Кроме того, нагрузка, превышающая допустимый уровень, может сразу привести либо к разрыву волокна, либо к дефектам ОВ (микротрещины и т. п.), которые в процессе эксплуатации кабеля за счет действия механизма усталостного разрушения также приведут к повреждению ОВ. Особенно чувствительны ОВ к механическим нагрузкам при низких температурах.
Для сокращения числа соединений и соответственно потерь на сростках используются большие строительные длины ОК, что создает при их прокладке дополнительные нагрузки.
Чтобы уровень нагрузки не превышал допустимый, необходимо принимать дополнительные меры и использовать специальное оборудование.
В условиях эксплуатации прокладка и монтаж кабелей производится при замене поврежденных участков, изменении емкости или трассы кабеля, а также при реконструкции сети.
В каналы кабельной канализации кабели затягивают через смотровые устройства. Каналы предварительно проверяют и при необходимости прочищают. ОК должен прокладываться при температуре воздуха не ниже минус 10оС, допускается прокладка при температуре до минус 20оС после прогрева их на барабанах. В частности, нормативно-технической документацией предусматриваются непрерывный контроль продольных нагрузок на ОК, а также меры, ограничивающие механические нагрузки на ОК в процессе его прокладки и обеспечивающие защиту в процессе эксплуатации.
Механические нагрузки при затягивании ОК в каналы кабельной канализации и меры по их ограничению. Прокладка ОК в кабельной канализации может выполняться вручную или механизированным способом с использованием комплекта приспособлений для прокладки кабеля. При разработке технологии прокладки ОК необходимо учитывать метраж строительных длин ОК, уровень допустимых механических нагрузок на кабель и соответственно их ограничение при прокладке кабеля.
Растягивающее усилие (T) зависит от массы единицы длины кабеля (Ро), коэффициента трения (КТ), длины кабеля (l) и характера трассы кабельной канализации. Эту величину можно определить по следующим формулам:
для прямолинейного участка
![]() , (6.1)
, (6.1)
для участков с углом наклона α
![]() , (6.2)
, (6.2)
где g — ускорение свободного падения, равное 9,81 м/с2.
Коэффициент трения между оболочкой ОК и каналом кабельной канализации зависит от диаметра кабеля, скорости тяжения и параметров канала кабельной канализации. Для полиэтиленовых труб он равен 0,29, для асбоцементных — 0,32, для бетонных — 0,38 [2].
Затягивание кабеля в канал кабельной канализации неизбежно связано с повышением изгиба, на которых имеет место поперечное сжатие ОК. При малых радиусах изгиба возникают и развиваются дефекты ОВ, вызывающие увеличение потерь в волокне и разрушение его как при прокладке в кабельной канализации, так и при эксплуатации. При изгибах трассы кабельной канализации растягивающее усилие, прикладываемое к кабелю, возрастает.
Увеличение тягового усилия на изгибе трассы на угол и, рассчитывается по формуле:
![]() . (6.3)
. (6.3)
При этом боковое давление на кабель
![]() , (6.4)
, (6.4)
где Rизг — радиус изгиба кабеля.
Расчетные значения натяжения ОК типа ОКЛБг-2-М12 производства ОАО «Одескабель» при прокладке в разных видах труб кабельной канализации на секции с искривлением трассы приведены в табл. 6.2. Из таблицы видно, что при поворотах трассы на угол α = 90о тяговое усилие, прикладываемое к кабелю длиной в 2 км в полиэтиленовых и асбестоцементных трубах, увеличивается по сравнению с тяговым усилием на прямолинейном участке (α = 0о) примерно на 1000 Н, а в бетонных трубах — 2000 Н.
Таблица 6.2. Натяжение кабеля ОКЛБг-2-М12 массой 323 кг на секции с искривлением трассы
|
Угол α |
Полиэтилен, Кт=0,29 |
Асбестоцемент, Кт = 0,32 |
Бетон, Кт = 0,38 |
|||
|
l=1 км |
l =2 км |
l =км |
l =2 км |
l =1 км |
l =2 км |
|
|
0 |
917,966 |
1835,932 |
1012,928 |
2025,856 |
1202,852 |
2405,704 |
|
30 |
1068,495 |
2136,985 |
1197,692 |
2395,385 |
1467,651 |
2935,301 |
|
45 |
1152,773 |
2305,546 |
1302,353 |
2604,706 |
1621,168 |
3242,335 |
|
60 |
1243,702 |
2467,404 |
1416,159 |
2832,318 |
1790,743 |
3581,485 |
|
90 |
1447,642 |
2895,284 |
1674,475 |
3348,951 |
2184,961 |
4369,922 |
Если не применять специальных мер, то при затягивании ОК возникает осевое закручивание. Кроме того, при эксплуатации кабель, проложенный в канализации, подвергается механическим воздействиям. Таким воздействиям например, подвергаются уже проложенные в каналах кабели при заготовке канала для прокладки другого кабеля (особенно при использовании металлических палок в заиленных каналах и т.д.), докладке тяжелых массивных кабелей, вытяжке уже проложенных кабелей из канала.
Для защиты ОК от механических перегрузок при прокладке и эксплуатации применяют трубы кабельной канализации с уменьшенным коэффициентом трения и используют при прокладке тяговую систему с распределением тягового усилия [2]. Особое внимание при прокладке ОК следует уделить мерам по снижению коэффициента трения. В основном они сводятся к использованию механизма вращения барабана и тягового каната (троса) оптимальных конструкций, а также вспомогательных (защитных) трубопроводов (субканалов).
В качестве защитных трубопроводов применяются полимерные трубы, проложенные в канале кабельной канализации. Они фактически разделяют канал, позволяют оставлять место для последующей прокладки новых кабелей и обеспечивают защиту проложенных в них ОК в процессе эксплуатации при производстве работ в данном канале кабельной канализации. В одном канале кабельной канализации (диаметром 100 мм) располагают не более трех-четырех вспомогательных трубопроводов из полиэтиленовых труб диаметром 32 мм.
Применение вспомогательных трубопроводов существенно снижает коэффициент трения кабеля (троса) при затягивании кабеля и создает условия для прокладки ОК большой длины. Наиболее распространены вспомогательные трубопроводы из гладких пластмассовых труб. Более эффективны с точки зрения уменьшения трения гофрированные вспомогательные трубопроводы. Применяют также вспомогательные трубопроводы ребристой конструкции, имеющие более высокий предел прочности на растяжение по сравнению с гофрированными и меньший коэффициент трения по сравнению с гладкими трубопроводами. Кроме того, наружные ребра трубопровода обеспечивают линейность прокладки в главном канале.
Для уменьшения трения при затягивании кабеля во вспомогательный трубопровод используются смазочные материалы на основе минеральных масел, смазка должна быть безопасна и безвредна для кабеля, окружающей среды и обслуживающего персонала.
В качестве смазочного материала, вводимого во вспомогательный трубопровод, чешская фирма Sitel предложила использовать мультивискозную смазку Lubaduk, которая является высококачественным лубрикантом для кабелей. В состав лубриканта входит смесь из воды, силиконового масла, пластиковых микросфер и материала, повышающего чувствительность скольжения [4]. Смазка Lubaduk вводится в субканал после сращивания строительных длин трубок и перед прокладкой ОК (рис. 6.3).
Чешская фирма Dura-line СТ на внутреннюю поверхность субканалов наносит твердую сухую смазку типа Silikor. Равномерное распределение этой смазки по поверхности трубы уменьшает коэффициент трения между субканалом и оболочкой кабеля до 0,1. Silikor обладает стабильными параметрами в течение 50 лет [5]. Из-за отсутствия прилипания к субканаиу ОК его можно, при необходимости, заменять в любое время.
Для уменьшения значения коэффициента трения оболочки ОК о внутреннею поверхность трубы кабель прокладывают с помощью вдувания микрошариков [2]. При подготовке к вдуванию ОК в каналы кабельной канализации или в субканалы кабель присоединяется к поршню с помощью кабельного захвата. На конец трубопровода крепится ниппель для сжатого воздуха, снабженный уплотнительным кольцом, и устанавливается приводной механизм двигателя. При подаче сжатого воздуха поршень, находящийся в трубе, движется вперед, затягивая за собой кабель. Скорость вдувания потока воздуха регулируется. Система вдувания обеспечивает прокладку кабеля длиной до 2000 м и более.
Рис. 6.3. Оптический кабель во вспомогательном трубопроводе со смазкой Lubaduk
Чем длиннее кабель, тем медленнее он протягивается в трубопроводе. Скорость протягивания определяется до начала прокладки с учетом характера трассы. Она плавно увеличивается после начала протягивания и затем поддерживается постоянной. Рывки недопустимы. При использовании материалов, уменьшающих трение, скорость протягивания может достигать на прямолинейных участках 10...30 м/мин, а в изогнутых трубах — 3...10 м/мин.
При прокладке ОК с помощью нейлоновых микрошариков используется специальный пистолет, с помощью которого на кабель в смотровых устройствах кабельной канализации наносятся шарики размером от 200 до 500 мкм. Шарики могут выстреливаться и в трубу. Микрошарики резко снижают коэффициент трения, так как кабель в данном случае не скользит, а катится. Для труб из полиэтилена коэффициент уменьшается с 0,25...0,5 до 0,045...0,06.
Наиболее эффективно большие длины ОК в канализацию затягиваются с помощью промежуточных тяговых устройств. Лебедка, используемая для промежуточного тяжения кабеля, должна иметь стабильное тяговое усилие меньше допустимого натяжения кабеля. Чтобы кабель не сплющивался давление на кабель не должно быть большим. Лебедка должна быть компактной и легкой, чтобы можно было ее монтировать в кабельном колодце.
При затягивании ОК большими длинами применяется такая организация работ, когда вся длина кабеля затягивается ступенями с образованием и последовательной выборкой петель. Наиболее распространен способ укладки ОК восьмеркой, когда кабель затягивается в канализацию от середины участка в обе стороны.
В тех случаях, когда прокладывают ОК в каналы, занятые электрическими кабелями, появляется опасность повреждения ОК при его затяжке по причине заклинивания, а также при проведении ремонта ранее проложенных электрических кабелей. В таких случаях необходимо длины прокладываемого ОК выбирать так, чтобы избежать превышения допустимой для данного типа кабеля нагрузки.
Для предотвращения повреждения кабеля и получения требуемого радиуса изгиба на входе и выходе канала кабельной канализации, а также в угловых колодцах применяется специальное оборудование, включающее направляющие устройства и обеспечивающее плавный поворот прокладываемого кабеля. При коэффициенте трения 0,5 и угле поворота трассы прокладки 90о усилие тяжения возрастает в 2,2 раза по сравнению с усилием тяжения на прямолинейном участке такой же длины [2]. Специальные направляющие устройства и приспособления снижают коэффициент трения до 0,2, а тяговое усилие до 40 %. Для предотвращения осевого закручивания ОК предусматриваются компенсаторы кручения.
Механические нагрузки на кабель в процессе его прокладки в канализации во многом определяются случайными факторами [1]. Поэтому при прокладке ОК обязательно используются устройства, обеспечивающие измерение и ограничение (управление) силы натяжения, фактически действующей в кабеле. Тяговое усилие измеряется либо в начале кабеля, либо на лебедке, поскольку именно в этих точках сила натяжения, действующая на кабель, максимальна.
Измерение тягового усилия в начале кабеля дает возможность оценить величину натяжения, реально действующего в кабеле, а также избежать превышения максимально допустимого тягового усилия. Для этого лебедка оборудуется тягово-измерительным тросом, передающим информацию о тяговом усилии от головки кабеля к регистратору лебедки (по медному проводу, вмонтированному в трос), либо используется барабанная лебедка с обычным стальным тросом, оборудованная чувствительным измерительным прибором (ограничителем тяжения) и устройством регистрации. Использование простых лебедок, измерительного (ограничительного) устройства и обычного троса, который дешевле тягово-измерительного по крайней мере в 5 раз, не требует дополнительного обучения обслуживающего персонала. При этом обеспечивается безопасное протягивание кабеля, поскольку сила натяжения в начале кабеля всегда меньше силы, регистрируемой на лебедке.
Устройства, которые размещаются в месте стыка кабель — трос, включают механические плавкие предохранители (растяжение или разрыв) и датчики, с которых можно снимать информацию, относящуюся к управлению лебедками. Устройства на лебедке включают (в зависимости от типа лебедки) механические зажимы, остановочные моторы и гидравлические перепускные клапаны, установленные на заранее определенную нагрузку, и системы динамометр/кабель, контролирующие величину натяжения кабеля, что обеспечивает обратную связь для управления лебедкой [1].
Все эти системы предназначены для ограничения или остановки работы лебедок, когда нагрузки, которым подвергается кабель, приближаются к опасному уровню.
Подготовка кабельной канализации, приспособления и устройства для прокладки ОК. Подготовка кабельной канализации к прокладке ОК включает устройство ограждений, подготовку колодцев и каналов кабельной канализации, прокладку полиэтиленовой трубы (вспомогательного трубопровода) в канале, заготовку вспомогательного трубопровода. После установки ограждений открывают люки смотровых устройств и проверяют их на наличие углекислого газа и метана. При наличии газов смотровые устройства вентилируют. Откачку воды из колодцев и их вентилирование проводят, как правило, с помощью универсального устройства АКМ-4.
Для прокладки ОК по возможности используют каналы, расположенные в середине блока кабельной канализации по вертикали и у края канализации по горизонтали. ОК предпочтительнее прокладывать в полиэтиленовых трубах, например, типа ПНД-32 (вспомогательных трубопроводах), предварительно проложенных в каналах канализации.

Рис.6.4. Установка противоугона на субканал
Кабель в свободных каналах прокладывается только, если в эти каналы не будут докладываться другие кабели связи с металлическими проводниками. Для докладки используются только однотипные ОК и прокладывают их 5 — 6 шт в свободном канале в полиэтиленовой трубе. Строительные длины кабеля 2000 м и более прокладываются обязательно в полиэтиленовых трубах. Полиэтиленовую трубу прокладывают либо с бухты, установленной у колодца на передвижном тамбуре, либо с бухты вручную. Конец трубы, оснащенный наконечником, вводят в канал и поступательным движением проталкивают на всю длину пролета (пролетов). При наличии транзитных колодцев трубу подтягивают. Если трубу из-за препятствий в канале невозможно продвинуть, ее надо несколько раз повернуть вокруг оси с одновременным проталкиванием.
В каждом колодце полиэтиленовую трубу обрезают ножовкой, оставляя запас 200...250 мм от канала и устанавливают противоугон (рис. 6.4), который представляет собой упор, препятствующий смещению трубы при ее заготовке проволокой (тросом) и прокладке (с учетом направления).
Заготовку труб кабельной канализации и субканалов производят стальной оцинкованной проволокой диаметром 3 мм или стальным тросом. Выполняют это стеклопластиковым прутком или пневмопроходчиком.
Стеклопластиковый пруток наиболее эффективен при наличии на трассе большого числа коротких пролетов. Пневмопроходчик рекомендуется применять на пролетах от 80 до 150 м.
Перед началом работ на пруток надевают головной и хвостовой наконечники и закрепляют их. К последнему при проходе всего прутка в полиэтиленовую трубу прикрепляют заготовку– проволоку или трос. Протяжка прутка с заготовкой ведется монтажниками, которые рассредоточиваются по транзитным колодцам.
Заготовка полиэтиленовой трубы с помощью пневмоустройства осуществляется двумя рабочими. У головного колодца устанавливают канатную лебедку и заряженный баллон со сжатым воздухом (можно использовать компрессор). К канату присоединяют компенсатор кручения, а затем поршень пневмозаготовочного устройства. Поршень вводят в заготавливаемую полиэтиленовую трубу. На входе трубы устанавливают торцевую пробку, через котоpyю пропускают канат, и подводят пневмомагистраль. Собранное устройство вводят до упора и вручную максимально сжимают резиновый уплотнитель. Открывают вентиль баллона и устанавливают рабочее давление 0,7...0,8 МПа (7...8 атм). Затем резко нажимают рычаг пневмокрана, при этом через гибкий рукав в канал подается воздух. Под действием сжатого воздуха поршень движется, затягивая в канал канат. Окончание прострела определяют по ослабеванию каната. После этого рычаг пневмокрана отпускают и перекрывают вентиль. Затем с помощью каната в трубу затягивают проволоку или трос.

Рис.6.5. Ручная лебедка
Заготовку свободного канала при прокладке кабеля без вспомогательного трубопровода производят в соответствии с инструкцией прокладки электрических кабелей связи. Заготовка канала, в котором уже проложен ОК без вспомогательного трубопровода, должна осуществляться либо стеклопрутком, либо полиэтиленовой трубкой. В состав комплекта для прокладки ОК в канализации в обязательном порядке должны входить:
- лебедка проволочная ручная или лебедка универсальная для заготовки каналов, прокладки полиэтиленовой трубы с помощью проволоки (троса), затягивания кабеля (рис. 6.5);
- устройство для размотки кабеля с барабанов, кабельный транспортер (рис. 6.6) или козлы-домкрат;
- труба направляющая гибкая для ввода кабеля через люк колодца от барабана до канала канализации (рис. 6.7);
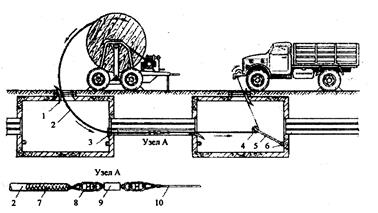
Рис. 6.6. прокладка кабеля в канализации кабельной машиной:
1-колено; 2-кабель; 3-предохранительная втулка (воронка); 4-блок; 5-штанга; 6-серьга; 7-чулок; 8-карабин; 9-компенсатор кручения; 10-заготовка
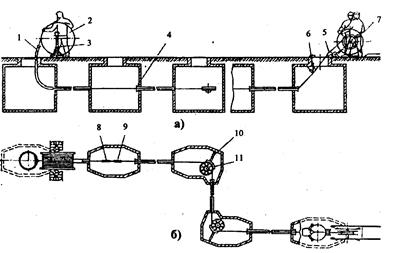
Рис. 6.7. Прокладка ОК в кабельной канализации вручную:
а — вид сбоку; б — вид сверху;
1 — труба направляющая ТНГ; 2 — барабан с кабелем; 3 — устройство УРКР; 4 — воронка канальная БКП; 5 — ролик верхний; 6 — ролик нижний; 7 — лебедка проволочная ручная ЛПР; 8 — чулок кабельный ЧСК-12; 9 — компенсатор кручения ККР; 10 — распорка РГВ; 11 — блок кабельный БЛК
- комплект люкоогибных роликов для направления прохождения заготовки (троса, проволоки) и кабеля через люк последнего колодца (рис. 6.5 и 6.8);
- горизонтальная распорка внутренняя и блок кабельный для внутреннего поворота кабеля в угловом колодце (по числу угловых колодцев) (рис. 6.9);
- воронки направляющие на трубу кабельной канализации и на полиэтиленовую трубу, проложенную в канале, для предотвращения повреждения кабеля и Обеспечения требуемого радиуса изгиба на входе и выходе канала (по две штуки в колодец) (рис. 6.6 и 6.7);
- чулок кабельный ЧСК-12К с наконечником, чулок кабельный ЧСК-12 и наконечник НКС для тяжения кабеля за центральный силовой элемент и полиэтиленовую оболочку (рис. 6.10);
- компенсатор кручения для исключения осевого скручивания прокладываемого кабеля (рис. 6.10 а, б);

Рис. 6.8. Устройство нижнего ролика для обхода нижней кромки люка колодца
- противоугон для предотвращения смещения вспомогательного трубопровода при его заготовке проволокой или тросом и прокладке кабеля (рис. 6.4).
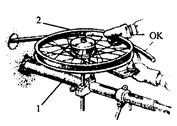
Рис. 6.8. Устройство для плавного изменения направления тяжения ОК: 1-горизонтальная распорка; 2-поворотное устройство
Для прокладки волоконно-оптических кабелей в подземной канализации вполне пригодны большинство управляемых лебедок и систем, рассчитанных на обычные скорости работы. К ним относятся концевые лебедки для протяжки с первичными двигателями различных типов, промежуточные лебедки для прокладки больших строительных длин, и, в случае необходимости, устройства дистанционного управления прокладкой кабелей. Промежуточные лебедки (кабестан или на гусеничном ходу) и/или оборудование дистанционного управления прокладкой кабеля должны работать синхронно, что позволит избежать чрезмерных усилий, прикладываемых к волокну; следует учитывать тот факт, что некоторые промежуточные лебедки (типа кабестана) могут закручивать кабель. Для прокладки волоконно-оптического кабеля необходимы заготовки (тросы или шнуры), с малым удельным весом и большим модулем упругости. Длинные заготовки могут успешно использоваться только при правильной технологии прокладки. Применять шнуры и тросы нужно с большой осторожностью, если в канализации уже проложены волоконно-оптические кабели. Следует избегать узлов на шнурах или тросах.
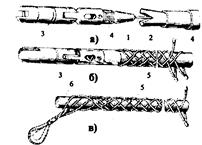
Рис. 6.10. Кабельный наконечник для одновременного натяжения за армирующий элемент и оболочку ОК (а);
кабельный наконечник с компенсатором кручения и чулком (б); чулок без наконечника (в):
1-армирующий элемент; 2-оболочка кабеля; 3-компенсатор кручения; 4-резьбовой соединитель; 5-кабельный чулок; 6-ОК
Чтобы не превышать допустимых растягивающий усилий при натяжении в процессе прокладки ОК необходимо удостовериться в пригодности направляющих систем и устройств и учитывать критерии изгиба, установленные ТУ на кабель [б, 7]. Как правило, минимальный радиус изгиба должен в 12 раз превышать диаметр кабеля, однако при прокладке с натяжением рекомендуется удваивать это соотношение [8]. Большинство направляющих устройств можно использовать как для волоконно-оптических, так и для металлических кабелей, однако при работе с большими строительными длинами может потребоваться много направляющих элементов, причем все они должны иметь малый вес и малое трение.
Технология прокладки ОК в кабельной канализации. При прокладке очень больших длин волоконно-оптического кабеля необходимо рассчитать максимальное натяжение кабеля, которое можно сравнивать с установленными механическими характеристиками данного кабеля в ТУ. Если эти значения близки, то рассматривается вопрос о методах, обеспечивающих возможность прокладки, таких как альтернативное применение другой конструкции кабеля, укорочение трассы, изменение трассы или направления прокладки, использование промежуточных лебедок, либо принятие специальных мер предосторожности в конкретных местах.
Расчет максимального натяжения ОК согласно трассы кабельной магистрали приведен на рис. 6.11 [8].
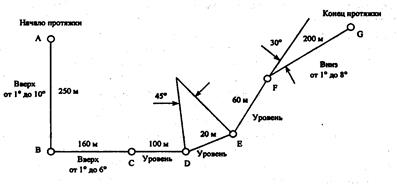
Рис.6.11. Схема трассы кабельной магистрали
Натяжение кабеля рассчитывается по выражениям (6.1), (6.2) и (6.3), при этом натяжение в конце секции на прямолинейном участке Tl определяется как
![]() , (6.5)
, (6.5)
где Т0 — натяжение ОК в начале секции; Тn – натяжение ОК, полученное на длине этого участка.
Натяжение ОК на секции с наклоном Tl определяется из выражения
![]() , (6.6)
, (6.6)
где Тα — натяжение ОК на участке с углом наклона;
а на секции с изгибом α1 из выражения
![]() . (6.7)
. (6.7)
Суммарная величина натяжения ОК равна сумме натяжений на каждой секции. Результаты расчетов натяжения ОК по маршруту А — G (рис. 6.11) представлены в табл. 6.3.
В расчетах было принято Р0 = 0,92 кг/м, КТ = 0,55.
После проведения расчетов натяжения ОК в зависимости от рельефа трассы определяют первый колодец, с которого начинают прокладку кабеля. Если трасса прямолинейна, имеет не более одного-двух угловых колодцев, на ней отсутствуют изгибы и снижения, то за одну протяжку можно затянуть в одном направлении всю строительную длину кабеля. Если трасса не прямолинейна, имеет больше двух угловых колодцев и т. д., необходимо определить первый колодец и проложить кабель от этого колодца в двух направлениях. Желательно, чтобы это был угловой колодец.
Таблица 6.3. Результаты расчетов натяжения ОК
|
Секция |
Длина, м |
Натяжение, кН |
Наклон, радианы |
Натяжение, кН |
Отклонение, радианы |
Натяжение, кН |
Суммарное натяжение, кН |
|
А-В |
250 |
– |
0,10 |
1,47 |
– |
– |
1,47 |
|
в В |
– |
– |
– |
– |
1,57 |
3,49 |
3,49 |
|
В-С |
160 |
– |
0,17 |
4,51 |
– |
– |
4,51 |
|
С-D |
100 |
5,01 |
– |
– |
– |
– |
5,01 |
|
D-Е |
20 |
5,11 |
– |
– |
– |
– |
5,11 |
|
в Е |
– |
– |
– |
– |
0,79 |
7,87 |
7,87 |
|
E-F |
60 |
8,16 |
– |
– |
– |
– |
8,16 |
|
в F |
– |
– |
– |
– |
0,52 |
10,88 |
10,88 |
|
F-G |
200 |
– |
0,13 |
11,65 |
– |
– |
11,65 |
Примечание. Если в каждом канале проложено не по одному кабелю, величина натяжения может сильно возрасти, поэтому следует учитывать этот фактор и применять при расчетах поправочные коэффициенты. Коэффициенты изменяются в зависимости от числа кабелей, материалов, из которых выполнены кабель и его оболочка, геометрических размеров кабеля и канала кабельной канализации, гибкости кабеля и т. д. Значения могут составлять порядка 1,5-2 для двух кабелей, 2-4 для трех и 4-9 для четырех.
С барабана удаляют обшивку и устанавливают со стороны трассы прокладки так, чтобы смотка шла сверху. Барабан должен свободно вращаться от руки. Конец кабеля освобождают от крепления к барабану, от защитного колпачка, очищают, заделывая в одном из приспособлений ЧСК-12; ЧСК-12К; НКС. Тяжение кабеля производится за центральный силовой элемент и оболочку. Компенсатор кручения с заготовочной проволокой соединяют обычной скруткой. Скрутка не должна выступать за габариты наконечника и компенсатора кручения.
Кабель прокладывают с помощью лебедки с ограничителем тяжения, вращение ее должно быть равномерным без рывков. С противоположной стороны кабель разматывают с барабана вручную. Разматывать барабан тяжением кабеля недопустимо [6]. Во время прокладки необходимо следить за прохождением кабеля через угловые колодцы; он должен проходить по центру поворотного колеса и фиксироваться прижимными роликами. Средняя скорость прокладки кабеля составляет 5...7 м/мин.
Если из-за сложного рельефа трассы тяговое усилие лебедки превышает допустимое значение, в транзитных колодцах ОК подтягивают с усилием не более 600... 700 Н [2]. Подтягивание может осуществляться вручную в промежуточных точках. При подтяжке кабеля нельзя упираться ногами в стенки колодца или его арматуру. Нельзя также допускать перегибов кабеля в руках. Необходимо следить, чтобы не образовалась петля и чтобы кабель равномерно уходил в противоположный канал. Для обеспечения синхронности подтяжки ОК необходима служебная радиосвязь для подачи команд.
Если из соображений ограничения нагрузки невозможна прокладка больших строительных длин волоконно-оптического кабеля при расположении тянущего устройства только на одном конце, то применяют метод разделения продольной нагрузки. В зависимости от условий прокладку выполняют либо статическими, либо динамическими методами [8].
Самый элементарный статический метод известен как «метод восьмерки», при котором барабан с кабелем располагают в промежуточном пункте, а кабель сматывают с барабана в одном направлении данного маршрута с помощью обычного метода протяжки с одного конца. После этого оставшийся кабель снимают с барабана и укладывают на земле в виде восьмерки. Затем лебедку перемещают на другой конец секции и кабель протягивают с одного конца. При этом методе необходимо место для размещения кабеля, укладываемого восьмеркой.
Более сложным является метод разделения динамической нагрузки; он требует и большего объема оборудования, и его установки. Однако в этом случае кабель прокладывают в одном направлении непосредственно с барабана с помощью специальных кабельных лебедок на промежуточных пунктах. Максимальная нагрузка, приходящаяся на кабель, зависит от расстояния между промежуточными пунктами. При использовании промежуточных лебедок все усилия переходят на оболочку кабеля; т.е. следует принимать в расчет конструкцию конкретного кабеля. Использование промежуточных или распределенных лебедок требует хорошего согласования, синхронизации и связи между промежуточными пунктами в процессе проведения работ. Промежуточные лебедки типа кабестан могут вызвать дополнительно перекрутку кабеля.
По окончании прокладки конец кабеля возле наконечника (чулка) обрезают и герметизируют полиэтиленовым колпачком.
Оптические кабели выкладывают по форме транзитных колодцев, укладывают их на консоли соответствующего ряда в ближайших к кронштейну ручьях (желательно на первое консольное место) и закрепляют перевязкой. Выкладываемый кабель не должен перекрещиваться с другими кабелями в том же ряду, и заслонять собой отверстия каналов.
Запас кабеля, оставляемый в колодце для монтажа муфты, сворачивают кольцами диаметром 1000...1200 мм, укладывают к стене и прикрепляют к кронштейнам. При последующем монтаже муфты в монтажно-измерительной машине запас кабеля после выкладки составляет 8 м, а при монтаже муфты в колодце (в зависимости от типа колодца) — 3... 5 м [2].
После выкладки кабеля снимают все противоугоны, направляющие воронки, другие устройства и устанавливают их на следующем участке трассы. Затем производят контрольное измерение затухания ОВ, которое должно быть в пределах установленной километрической нормы. После проверки проложенной длины полиэтиленовые колпачки на концах кабеля должны быть восстановлены.
6.2.2. Прокладка ОК в трубах, лотковой канализации, коллекторах и туннелях
В трубах кабели прокладывают так же, как и в каналах телефонной канализации. На выходе кабеля из трубы канал герметизируется.
В лотковую канализацию кабели прокладывают с барабана, установленного на транспортере или в кузове автомобиля на козлах. Перекрытия лотков снимают и укладывают на землю по одну сторону лотков. Вдоль другой стороны канализации везут барабан, разматывают кабель и укладывают его на консоли или на дно лотков. После прокладки всей строительной длины кабель перекладывают со дна лотков на консоли. Если вдоль канализации нельзя проехать, то барабан устанавливают на земле на козлах и кабель разносят на руках [9].
Для протягивания ОК в коллекторах (туннелях) используют практически те же технические средства, что и при протяжке в кабельной канализации и укладке их в открытую траншею. Кабель во избежание локальных трещин и остаточного напряжения поддерживают желобами, соединительными плоскими лентами и т.д.
Технологическая последовательность прокладки ОК в коллекторах принципиально не отличается от традиционных приемов и способов, но необходимо более строго следить за соблюдением допустимого радиуса изгиба кабеля. Преграды и другие препятствия могут налагать ограничение на длину протягиваемого кабеля, кроме того, при значительных вертикальных подъемах принимаются специальные меры, чтобы возникающие при этом нагрузки не превышали допустимых.
В коллекторы мелкого заложения кабели затягивают через люк. Внутри коллектора кабели тянут по роликам или разносят на руках. В коллекторы глубокого заложения и в тоннели метро кабели подают через вертикальные шахты: их либо спускают с барабана с одновременным креплением кабеля к несущему канату через каждые 1,5-3 м, либо поднимают с опущенного вниз барабана путем тяженйя каната за надетый на кабель концевой чулок. В вертикальных шахтах кабели крепят накладками к скобам, заделанным в бетонированных стенах или закрепленным к побингам. В тоннелях метро кабели прокладывают с грузовых платформ, а в транспортных тоннелях — с транспортеров или автомобилей. Первоначально кабели выкладывают и выравнивают на дне коллектора или тоннеля, а затем перекладывают на консоли [9].
В шахты станций кабели затягивают из станционного колодца или подают из коллектора.
Вытягивание кабеля из канализации производят после демонтажа всех муфт на заменяемом участке и выполнения оконечных заделок на концах рабочих кабелей. Кабели, не подлежащие дальнейшему использованию, вытягивают канатом, прикрепленным к надетому на кабель концевому чулку. Канат тянут лебедкой, установленной от колодца на расстоянии, равном длине вытягиваемого участка кабеля, или автомашиной. На выходе из канала, люка и в колодце во всех местах, где кабель соприкасается с его частями, подкладывают кабельные колена. На поверхности земли кабель тянут по роликам. Вытянутый кабель наматывают на барабан.
Кабели, подлежащие дальнейшему использованию, вытягивают короткими участками тяжением каната за надетый на конец кабеля сквозной чулок. Вытянутые участки кабеля наматывают на барабан. Затем канат отпускают, сквозной чулок перемещают по кабелю ко входу в трубопровод и снова вытягивают кабель.
6.2.3. Прокладка ОК в грунт
При прокладке волоконно-оптического кабеля непосредственно в грунт применяются обычные методы прокладки. Глубина прокладки, та же что и для металлических кабелей, однако интенсивность трафика или какие-либо соображения безопасности могут потребовать прокладки кабеля на большей глубине. При прокладке кабеля в траншее необходимо выбирать такие материалы и способы засыпки, чтобы усилия, воздействующие на волокно, не превышали предельных значений.
Оптический кабель прокладывают в грунтах всех категорий (кроме подверженных мерзлотным деформациям), при пересечении неглубоких болот, несудоходных и несплавных рек со спокойным течением (с обязательным заглублением). Способы прокладки ОК через болота и водные преграды должны определяться отдельными проектными решениями.
Прокладка ОК в грунт может выполняться ручным способом в ранее отрытую траншею или бестраншейным с помощью ножевых кабелеукладчиков. Если используется защитный трубопровод, то можно сначала в грунт укладывать трубопровод (полиэтиленовая труба с внешним диаметром до 34 мм), а затем в него затягивать ОК, либо прокладывают трубопровод с заранее уложенным в него ОК.
Трассовая прокладка кабелей связи — это сложный процесс в техническом и организационном плане; он еще более усложняется для ОК, имеющих большие строительные длины. От линейного персонала требуется тщательное изучение местности и условий трассы, четкая и продуманная подготовительная работа, технологически обоснованный проект производства работ и строгая исполнительская дисциплина. Особое внимание уделяется выбору трассы, способам и средствам прокладки ОК на каждом участке трассы. Для обеспечения безопасности прокладки и минимальной вероятности его замены необходимо учитывать такие факторы, как топографическую карту местности, типы грунтов, возможность доступа к кабелю при любых погодных условиях, возможность ремонта, удаление трассы кабеля от подземных коммуникаций и т. д.
Прокладка ОК в траншею. Производственные процессы при прокладке кабеля в открытую траншею трудоемки, малопроизводительны и могут легко контролироваться в ходе строительно-монтажных работ. Максимальное внимание должно уделяться ограничению минимального радиуса изгиба ОК. Для этого размотку кабеля, переноску и укладку его в траншею проводят без перегибов. Нельзя волочить кабель по поверхности земли и разматывать кабель барабаном.
Качество прокладки ОК зависит также от подготовки грунтовой или песчаной постели и засыпки. Поэтому в ряде случаев перед прокладкой в траншею кабель предварительно обертывают защитным материалом.

Рис. 6.12. Прокладка ОК в траншею с автомобиля
Размотка кабеля при прокладке в открытую траншею должна, как правило, осуществляться с помощью механизмов. Если позволяют условия трассы, то используют барабан, установленный в специально оборудованном кузове автомашины или на кабельном транспорте, передвигающемся по трассе вдоль траншеи (рис. 6.12). Скорость движения автомашины не должна превышать 1 км/ч. Расстояние от колес до края траншеи должно быть не менее 1,25 глубины траншеи [2]. Кабель разматывают так, чтобы он сходил с верха барабана и укладывают на дно траншеи или на ее бровку без натяжения. Кабель должен плотно прилегать к дну траншеи. На поворотах кабель выкладывают с соблюдением допустимых радиусов изгиба. Если условия местности не позволяют использовать технику, то вручную выносится вся строительная длина кабеля, укладывается вдоль траншеи, а затем опускается в нее. При этом барабан с кабелем устанавливают в начале участка прокладки на неподвижной основе. Нагрузка на одного рабочего не должна превышать 35 кг [9]. При недостаточном количестве рабочих применяют способ «петли»: конец кабеля оставляют у барабана в начале участка и размотку ведут с верха барабана петлей, нижнюю часть которой по мере продвижения рабочих укладывают непосредственно в траншею или на землю у траншеи [7]. По мере выкладки нижней части петли на землю освобождающиеся рабочие переходят к барабану и подхватывают новый участок кабеля. Расстояние между соседними рабочими должно быть таким, чтобы кабель не волочился по земле. До половины строительной длины петля удлиняется, а затем укорачивается по мере продвижения к концу. В результате весь кабель вытягивается в одну линию.
При наличии на трассе различных пересечений кабель прокладывают способом «петли», протягивая ее в предварительно проложенной под препятствием полиэтиленовой трубе.
Траншеи и котлованы засыпают вынутым грунтом так, чтобы наиболее рыхлый грунт отсыпался в нижние слои. Засыпку производят механизмами или вручную слоями толщиной не более 20 см.
Прокладка ОК кабелеукладчиком. Магистральные и внутризоновые ВОЛС имеют большую протяженность и прокладываются в различных климатических, почвенно-грунтовых и топографических условиях. Прокладка ОК осуществляется комплексными механизированными колоннами, в состав которых входят строительные машины и механизмы общестроительного назначения (тракторы, бульдозеры, экскаваторы и др.), а также специальные машины и механизмы для прокладки кабеля (кабелеукладчики, тяговые лебедки, пропорщики грунта, машины для прокола грунта под препятствиями и др.).
Бестраншейный способ прокладки кабеля с помощью кабелеукладчика благодаря высокой производительности и эффективности является основным. Для прокладки ОК используются кабелеукладчики с активными и пассивными рабочими органами. С помощью ножевого кабелеукладчика в грунте прорезается узкая щель, и кабель укладывается на дно, на заданную глубину залегания (0,9...1,2 м). Кабель на пути от барабана до выхода из кабеле-направляющей кассеты подвергается воздействию продольного растяжения, поперечного сжатия и изгиба, а при применении вибрационных кабелеукладчиков — вибрационному воздействию. Поэтому при прокладке кабеля с помощью кабелеукладчика конструкция между катушкой с кабелем и направляющей для кабеля должна учитывать конкретные критерии изгиба кабеля и иметь малое трение, препятствующее перегрузке волокна. Как правило, системы защиты кабеля от перегрузок не требуется, но при мощном кабелеукладчике, наличии барабана с кабелем и направляющих роликов можно включить устройство регулирования натяжения кабеля. Таким образом, в зависимости от рельефа местности и характера грунтов, конструкции и технического состояния кабелеукладчиков, а также режимов его работы механические нагрузки на кабель могут изменяться в широких пределах.
Рис. 6.13. Изменение натяжения кабеля ОЗКГ-1 от скорости прокладки кабелеукладчиком типа КНВ
График изменения натяжения ОК на выходе из кассеты кабелеукладчика в зависимости от скорости прокладки, диаметра (номера) кабельных барабанов и строительной длины внутризонового кабеля марки ОЗКГ-1 [2) приведен на рис. 6.13. Из графика видно, что скорость 3,3 км/ч, допустимая при прокладке электрических кабелей, неприемлема. Чтобы растягивающая нагрузка при прокладке ОК не превышала допускаемой величины, скорость надо снижать. Область предельных скоростей прокладки ОК на рисунке заштрихована.
Рис. 6.14. Кабелеукладочный комплекс КНВ-1К: 1 — бульдозер; 2- кабелеукладчик; 3- направляющая система; 4- нож; 5 — кассета
Основные характеристики прицепных кабелеукладчиков, используемых в отечественной практике при бестраншейной прокладке ОК, приведены в табл. 6.4. Можно применять и другие кабелеукладчики при условии исключения превышения механических нагрузок. В настоящее время наиболее полно предъявляемым требованиям отвечает кабелеукладочный комплекс на базе вибрационного кабелеукладчика КНВ-1К. Этот комплекс предназначен для работы на трассах любой протяженности, а также для работы в стесненных условиях, населенных пунктах, вблизи дорог, в лесу (рис. 6.14). Комплекс состоит из навесного вибрационного кабелеукладчика КНВ-1К и специально оборудованного бульдозера. При прокладке обе машины соединяются тяговым канатом. Спецоборудование бульдозера состоит из бульдозерного отвала, П-образной коробчатого сечения рамы, на поперечной балке которой установлены две пары вилочных захватов для погрузки, разгрузки и установки на них барабанов.
Таблица 6.4. Основные характеристики прицепных кабелеукладчиков
|
Характеристика |
Значения для кабелеукладчика |
||||||||
|
КУК-3М |
ЛПК-20-2 |
КУ-120В |
КУК-4 |
КУК-5М |
КУК-6 |
НКПО |
КПЛС |
Комплекса КНВ-1К |
|
|
Оптимальная скорость прокладки ОК, км/ч |
1,35 |
1,4 |
1,4 |
1,2 |
0,9 |
0,9 |
0,9 |
0,9 |
0,4 |
|
Число барабанов |
2 (4) |
2 (4) |
2 |
4 (2) |
4 (2) |
2 |
1 |
2 |
2 |
|
Номера барабанов |
17 (18) |
17 (18) |
18 |
18 (22) |
18 (26) |
20 |
14 |
14 |
20 |
|
Число одновременно прокладываемых кабелей ОК |
1…4 |
1 или 2 |
1 или 2 |
1…4 |
1…4 |
1 или 2 |
1 |
1 или 2 |
1 |
|
Число обслуживающего персонала, чел. |
3…5 |
2 |
1…3 |
3…5 |
3…5 |
2 |
2 |
2 |
2 |
При прокладке ОК кабелеукладчиком недопустимо: вращение барабана под действием натяжений кабеля, возникающих при движении кабелеукладчика по трассе, рывки кабеля при прокладке в сложных грунтах, наличии препятствий в грунте, на трассе и т.п. Бестраншейная прокладка не исключает непосредственный контакт ОК в полиэтиленовой оболочке с острыми твердыми каменистыми включениями, оказывающими сосредоточенные боковые давления на кабель.
Для предотвращения превышения допустимых нагрузок на ОК при его прокладке необходимо обеспечить:
- принудительное вращение барабана в момент начала движения кабелеукладчика и синхронизированную его размотку;
- ограничение боковых давлений на кабель за счет применения различного рода мероприятий и конструкций, снижающих трение (например, использование в кассетах специальных роликовых направляющих устройств, обеспечивающих минимально допустимый радиус изгиба ОК;
- размещение роликов кассеты так, чтобы уменьшить радиальное давление на кабель);
- допускаемый радиус изгиба ОК от барабана до укладки на дно щели на всем участке подачи кабеля через кассету;
- исключение засорения кассеты кабелеукладочного ножа и остановок вращения барабана при движении кабелеукладчика.
Желательно использование соответствующих технических средств непрерывного контроля, сигнализирующих о достижении пороговых значений тяговых усилий и ограничивающих режимы нагружения кабеля с остановкой процесса прокладки.
Перед началом строительных работ необходимо проверить подготовку трассы. За проведением всех строительных работ должен осуществляться постоянный контроль, так как ошибки проекта или плохой подготовки трасс трудно исправлять непосредственно в полевых условиях.
Обязательной является планировка трассы перед прокладкой ОК бульдозером. Подъемы и уклоны трассы не должны превышать 30'. В сложных грунтах необходима предварительная пропорка грунта для обнаружения скрытых препятствий, которые могли бы повредить кабель. Грунт на таких участках разрабатывается с помощью бурильных и взрывных работ, машин и механизмов для разработки траншей и т.п.
Способы прокладки кабеля в грунте чередуются в зависимости от условий прокладки. На отдельных участках трасс предварительно может укладываться жесткий защитный трубопровод, в который затем затягиваются ОК. Для выбора способа прокладки может потребоваться исследование грунта.
Прокладку кабеля рекомендуется выполнять под постоянным контролем, осуществляемым по результатам измерения затухания ОВ кабеля с помощью оптического тестера, оптического рефлектометра или других аналогичных средств измерения. Для обеспечения постоянного оп тического контроля строительной длины ОК освобождают закрепленный на щеке барабана верхний и нижний концы кабеля, разделывают их и подготавливают к сварке шлейфа.
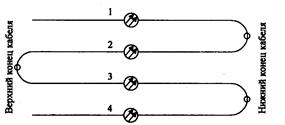
Рис. 6.15. Схема соединения волокон ОК (шлейфа) для постоянного оптического контроля при прокладке
Схема шлейфа для кабеля, включающего четыре ОВ, показана на рис. 6.15. Сварка ОВ производится с помощью сварочного устройства. Место сварки защищают гильзой ГЗС или другим способом. Волокна укладывают и крепят к центральному силовому элементу. На концы кабеля укладывают полиэтиленовые пакеты и закрепляют их. Нижний конец кабеля выкладывают на внешней стороне щеки барабана и закрепляют металлическими пластинами. Верхний конец закрепляют металлическим желобом на внутренней стороне щеки барабана. После этого барабан зашивают и отправляют на трассу. На загородных участках при отсутствии посторонних подземных сооружений кабели прокладывают в грунт механизированным способом с помощью кабелеукладчика.
Кабельные переходы на пересечениях с железными и шоссейными дорогами, трубопроводами и другими коммуникациями оборудуются методом скрытой прокладки без прекращения движения транспорта. Кабели на переходах прокладывают в трубах, закладываемых в скважины.
Работу по устройству скважин допускается выполнять только при наличии рабочих чертежей и в присутствии представителей дороги, под которой устраивается скважина. Скважины нельзя устраивать под железнодорожными путями на криволинейных участках (поворотах) или под стрелками. Скважины длиной до 40 м и диаметром 130-300 мм устраивают, как правило, с помощью пневмопробойников ИП-4603 (с обратным ходом) или ИП-4601, работающих от компрессорной установки ЗИФ-55. Для продавливания скважин длиной до 50 м в непесчаных и до 20 м в песчаных грунтах может быть использован гидропресс БГ-3. Он позволяет получить скважины диаметром 130-200 мм с расширителем и 50 мм без расширителя. При больших объемах работ используется комплексная машина для продавливания грунта марки КМ-143М, собранная на базе автомобиля ГАЗ-63А и оснащенная гидропрессом БГ-3[9]. Для подготовки скважин при скрытой прокладке может использоваться и другое зарубежное сертифицированное оборудование.
Возможна прокладка труб через железные и шоссейные дороги и открытым способом. Прокладка труб под препятствиями, как правило, проводится до начала прокладки кабеля в районе пересечения. Отдается предпочтение таким способам, при которых не требуется разрезать ОК. При подходе кабелеукладчика к подземному препятствию ОК сматывают с барабана и укладывают «восьмеркой». Затем протягивают кабель под препятствием в заготовленную трубу, снова наматывают на барабан, заряжают в кассету кабелеукладчика и продолжают прокладку.
Если под препятствием труба не прокладывается, то сначала под препятствием откапывают котлован, барабан снимают с кабелеукладчика и, освободив кабель от разборной кассеты, устанавливают на козлы перед препятствием. Кабелеукладчик перемещают за препятствие, опускают нож в котлован, заправляют предварительно протянутый под препятствием ОК в кассету и продолжают прокладку. Для предохранения кабеля от перегибов под препятствием устанавливают кабельное колено или ролики. При этом необходимо обеспечивать свободную подачу кабеля с барабана, установленного на козлах, и подтяжку кабеля, проходящего по поверхности земли.
Трассы подземных кабелей на загородных участках отмечают железобетонными заметными столбиками или другими приспособлениями. Столбики устанавливают в местах расположения муфт, на поворотах трассы, на ее пересечениях с водными преградами, дорогами и подземными сооружениями. Столбики размещают на расстоянии 0,1 м от кабеля или муфты со стороны поля.
Заглубление кабеля проводят в тех случаях, где глубина его залегания меньше установленной нормы. Кабель открывают на всем участке заглубления и дополнительно на 2—3 м с каждой стороны (для обеспечения его слабины). Затем вдоль открытого кабеля откапывают траншею на установленную глубину и перекладывают в нее кабель.
Извлечение кабеля из земли производят при замене поврежденного участка или упразднении линии. При замене кабеля откапывают и демонтируют муфты, ограничивающие заменяемый участок. На концах рабочего кабеля выполняют оконечные заделки. Определяют трассу заменяемого кабеля (например, кабелеискателем при подключении генератора к экрану кабеля в пластмассовой оболочке) и намечают ее на местности колышками, канавками или другими отметками. На концах заменяемого кабеля выполняют оконечные заделки. Затем кабель откапывают и наматывают на барабан, который перевозят по трассе на транспортере или в кузове автомобиля. Если барабан установлен на земле на козлах, то кабель перекладывают со дна траншеи на бровку, поднимают и по мере намотки подносят к барабану.
6.2.4. Прокладка ОК через водные преграды
Способы прокладки речных подводных ОК зависят от характера водоема, ширины, глубины, наличия судоходства, времени прокладки, массы кабеля и имеющихся в распоряжении технических средств прокладки. Кабель может быть проложен по мостам, либо в водоем с помощью кабелеукладчика или плавучих средств (баржа, баркас, плот, лодка и т.д.)
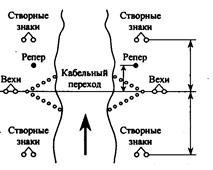
Рис. 6.16. Трассы подводного перехода
Трасса кабельного перехода располагается по возможности на прямолинейных участках реки с неразмываемым руслом, отлогими, не подверженными разрушениям берегами, с наименьшей шириной поймы. Для предохранения кабеля от заторов льда переход через судоходные и сплавные реки, как правило, размещается ниже (по течению реки) магистральных автомобильных и железнодорожных мостов.
Перед началом работ проводят разбивку трассы. Трассы подводного перехода обозначают реперами (рис. 6.16). В необходимых случаях перед прокладкой проводится водолазное обследование трассы кабельного перехода. Для защиты от повреждений якорями речного транспорта, при ледоходе движущимися массами льда, затонувшими бревнами, камнями, при чистке и углублении водоемов и т.п. кабели заглубляются в дно.
ОК на размываемых берегах, имеющих уклон более 30о, на подъемах и спусках прокладывается вручную зигзагообразно (змейкой) с отклонением от оси направления прокладки на 1,5 м на участке длиной 5 м. На крутых берегах и в скальных грунтах вырубают штробу. В скальных грунтах кабель прокладывают на песчаной подушке с толщиной верхнего и нижнего слоев не менее 15 см [2].
Опыт прокладки традиционных электрических кабелей связи через горные и сплавные реки показывает, что существующая технология (устройство вантовых переходов, значительное заглубление в дно рек с проведением дополнительных мер защиты) применима лишь для высокопрочных конструкций ОК. Прокладка ОК без металлических элементов через отдельные водные преграды вызывает определенные трудности. Например, при небольших перемещениях донных грунтов кабель может всплыть. При сильном течении кабель находится под дополнительной нагрузкой и нужно контролировать, чтобы уровень этой нагрузки не превысил допустимый. Поэтому кабель рекомендуется прокладывать в защитном трубопроводе, заглубленном в дно. Полиэтиленовые трубы, а на опасных участках стальные трубы, могут прокладываться (как подземный кабель) на глубине до 1,2 м.
Прокладка кабелей через водные преграды осуществляется, как правило, по мостам. Если подход к мосту существенно увеличивает протяженность трассы или мост имеет разводную часть, то оборудуют подводные переходы. Через узкие водоемы кабели прокладывают в трубах или делают воздушно-кабельные переходы.
По мостам кабели прокладывают в специальных каналах. При отсутствии каналов кабели прокладываются в асбестоцементных или стальных трубах (рис. 6.17 а). Их располагают так, чтобы они не мешали движению транспорта и пешеходов и не подвергались прямому действию солнечных лучей. Трубы должны иметь уклон от середины моста к его концам. Наиболее часто трубы располагаются под фермами мостов или сбоку. По обе стороны от моста трубы заглубляют в грунт до уровня прокладки подземного кабеля. Открытая прокладка кабелей по мостам не допускается. Для защиты ОК в трубах или специальных каналах от вредного действия вибрации применяется рессорная подвеска кабеля (рис. 6.17 б).
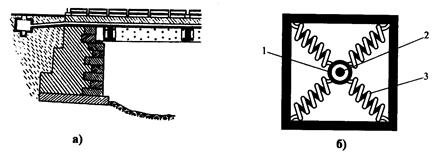
Рис. 6.17. Прокладка кабеля:
а — под пешеходной частью моста; б- рессорная подвеска кабеля;
1- труба; 2- кабель; 3- рессора
На подводных переходах через крупные реки применяют кабели с круглой проволочной броней. На подводных участках магистральных линий ГТС прокладывают два рабочих кабеля. Емкость каждого из них должна соответствовать половине числа ОВ подземного кабеля. В городах на набережных трубопроводы канализации вводят в береговые колодцы, от которых до выхода в воду закладывают стальные трубы. Они должны заходить в подводную часть перехода на 3 м и заглубляться на 1 м, считая от наинизшего уровня воды [9].
При прокладке магистральных ОК первичной сети на переходах через внутренние водные пути — судоходные и сплавные реки, водохранилища — осуществляется так же резервирование кабельного перехода путем прокладки кабелей по двум створам (верхнему и нижнему), расположенным на расстоянии не менее 300 м друг от друга. При наличии на трассе мостов автомобильных дорог общегосударственного значения допускается прокладка одного из кабелей по мосту. В основном и резервном кабелях включается по 50 % ОВ.
Если невозможна бестраншейная прокладка, кабели на переходах через водные преграды прокладываются в предварительно разработанные подводные траншеи. На судоходных реках подводные траншеи в русле при глубине до 0.8 м можно разрабатывать экскаваторами. При больших глубинах экскаваторы устанавливают на понтонах, перемещаемых по створу перехода с помощью тросов лебедками [2].
Весьма эффективным и простым средством разработки траншей для прокладки ОК являются гидромониторы, с помощью которых водолазами размывается грунт. Гидромониторы используются для размывания траншей глубиной до 2 м на водных преградах глубиной 8... 12 м.
Разработанные на заданную глубину подводные траншеи должны приниматься по акту комиссией. Акт приемки готовой траншеи является единственным документом, разрешающим прокладку кабелей на водных переходах.
На переходах через мелкие несудоходные водоемы глубиной до 3 м, шириной не более 40 м, со скоростью течения не более 1,5 м/с без лесосплава прокладывают бронированные кабели тех марок, которые используют на данной подземной линии. В остальных случаях через водные преграды прокладываются кабели с круглой проволочной броней. Место соединения подводного кабеля с подземным располагают в незатопляемой части на расстоянии 30 м от воды.
Через узкие водоемы (каналы, арыки и т.д.) шириной до 1,5 — 2,0 м кабели прокладывают в стальных трубах или на глубину, определяемую проектом. По действующим нормам прокладка ОК через судоходные реки, сплавные и несудоходные реки шириной до 300 м, глубиной до 6 м со скоростью течения до 1,5 м/с при ровном рельефе дна может осуществляться с помощью прицепного ножевого кабелеукладчика колонной тракторов. Другими словами кабелеукладчики рекомендуется применять только на мелководье, так как на больших глубинах нельзя проконтролировать процесс прокладки кабеля. Грунты при этом не должны быть выше III категории.
6.2.5. Подвеска кабелей на опорах воздушных линий и стойках
Требования к сооружениям и технологии подвески ОК на несущих тросах по столбам и стоечным опорам на крышах зданий, а также к самонесущим кабелям не отличаются от установленных требований для электрических кабелей связи.
Для воздушной подвески используют полностью диэлектрические ОК, прикрепляемые к имеющимся воздушным линиям связи тросом; ОК с самонесущим тросом, либо самонесущие ОК. При подвеске следует учитывать прочность ОК при растяжении, длину пролета, стрелу провеса, механическую нагрузку (статическую и динамическую), колебания температуры, конструкцию опоры, способ натяжения ОК, конструкцию крепления к несущему тросу (если трос не встроен в кабель), защиту от грызунов, заземление, величину натяжения ОК при прокладке, способ выравнивания стрелы провеса, изменение натяжения ОК.
Несущий трос (отдельный или встроенный в кабель) должен обеспечивать минимальный радиус изгиба ОК и ограничивать оказываемую на него нагрузку.
Подвеска кабелей, содержащих стальной трос, производится после установки консолей на всех опорах. Барабан с кабелем устанавливают на транспортере или в кузове автомобиля на козлах. На конце строительной длины трос отделяют от кабеля и крепят к опоре оконечной вязкой. Барабан с кабелем везут по трассе, разматывают и поднимают на ролики, закрепленные на консолях (рис. 6.18). После размотки кабеля на длине пяти — шести пролетов кабель поверх пластмассового покрытия троса захватывают зажимом и натягивают блоками или лебедкой, укрепленными к опоре. Кабель вынимают из роликов и последовательно крепят в консолях на всех промежуточных опорах, начиная от опоры, смежной с той, на которой выполнена оконечная вязка троса. При этом обеспечивают требуемые стрелы провеса троса в пролетах. После закрепления кабеля в консолях на первом участке, его разматывают на втором и всех последующих.
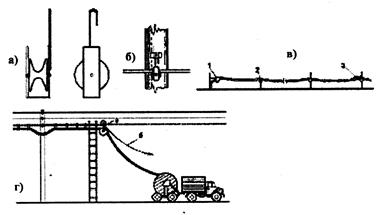
Рис. 6.18. Подвеска кабеля:
а-ролик; б-положение ролика на опоре; в-кабель, поднятый на ролики; г-подъем кабеля двойным роликом;
1-оконечное крепление; 2-ролик; 3-блоки; 4-двойной ролик; 5-тяговый канат
Подвеска кабеля, не содержащего в своей конструкции троса, производится после подвески троса или проволоки. Трос разматывают и подвешивают в той же последовательности, но по участкам в восемь — десять пролетов. Кабель крепят к тросу с земли, для чего канат после подвески и регулировки стрел провеса опускают с консолей на участках по пять — шесть пролетов. Кроме тогo, кабель может быть поднят к канату с помощью двойного ролика или каретки и закреплен подвесами с лестницы. Установка подвесов выполняется таким образом, чтобы они плотно обжимали кабель и свободно висели на тросе. Подвесы закрепляют металлическими поясками.
На стоечных линиях ГТС также возможна подвеска ОК. Если кабель подвешивают индивидуально, то в качестве опор применяют не стойки, а вводные трубы. Подвеска кабелей производится так же, как на воздушных линиях.
Несущие канаты заземляют на оконечных опорах, а также на промежуточных — в населенных пунктах через каждые 250 м, а вне населенных пунктов — через 2 км. Провод заземления соединяют с тросом зажимом. Величины сопротивления заземления нормируются в зависимости от удельного сопротивления грунта (ГОСТ 464 — 68).
При замене подвесных кабелей первоначально намечают места обрезки кабелей. Их выбирают около опор и отмечают проволочными бандажами. Трос опускают с консолей на таком участке, чтобы все работы можно было проводить с земли. Предварительно на опускаемом участке отключают от троса провода заземления. Кабель перерезают по проволочным отметкам. Если кабель подвешен к тросу, то подвесы поочередно снимают и укладывают кабель на земле. Затем заменяемый кабель наматывают на барабан. Новый кабель прокладывают на земле под тросом, крепят к нему подвесами и монтируют с концами рабочего кабеля. Трос на опущенном участке поднимают и крепят в консолях, после чего к нему присоединяют провода заземления.
Если трос нельзя опустить, то работы производят с лестниц. На недоступных участках или стоечных линиях кабель с обеих сторон заменяемого участка перерезают. К одному из концов кабеля привязывают веревку. С другой стороны заменяемого участка кабель вытягивают к опоре, поочередно снимая подвесы, опускают кабель на землю или крышу здания и выкладывают кольцами. Если подвесы тормозят движение кабеля и набегают друг на друга, то тяжением за веревку кабель несколько перемещают назад, а затем продолжают вытягивать к опоре.
Для подвески ОК на линиях электропередач используют кабели без металлических элементов, подвешиваемые на опорах ЛЭП; самонесущие без металлических элементов, подвешиваемые традиционным способом; встроенные в грозозащитный трос. Пролет между опорами линий электропередач, на которых монтируется ОК, должен быть, как правило, не более 400м, при этом необходимо обеспечить требуемый габарит подвески от земли. Прочность заделки кабеля в зажиме должна быть не менее 34 кН. Такие требования к креплению ОК могут успешно выполнить спиральные зажимы, которые навиваются на кабель. В случае приложения нагрузки зажим равномерно на значительной площади соприкосновения при малом удельном давлении обжимает кабель без деформации. Спиральные зажимы просты в монтаже и при малых затратах времени на их установку обеспечивают гарантированное качество крепления.
Крепления ОК на промежуточных опорах осуществляется поддерживающими, а на анкерно-угловых опорах натяжными зажимами (рис. 6.19.).
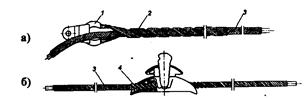
Рис. 6.19. Зажимы для крепления ОК на опорах линий электропередачи:
а-натяжной; б-поддерживающий;
1-коуш; 2-зажим; 3-протектор; 4-амортизатор
Оптические кабели типа OPGW, встроенные в грозозащитный трос (Optical fiber composite ground wire), используются для подвески на опорах ЛЭП напряжением от 330 до 750 кВ. Наличие грозозащитного слоя обеспечивает механическую прочность кабеля, а также позволяет избежать мешающего влияния электрического поля.
Известен также способ подвески ОК типа GWWOP (Ground wire wrapped optical fiber cable) путем навивки его на грозотрос или один из проводов ЛЭП. Однако при этом способе кабель должен выдерживать увеличение температуры несущего проводника, а также значительно увеличивается нагрузка на опоры при образовании гололеда и больших напорах ветра за счет увеличения поверхности провода или троса. Подвеска этим способом осуществляется установкой, состоящей из тяговой и обмоточной машин (рис. 6.20). Скорость подвески навивных ОК с помощью этой установки составляет 25 м/мин [7].
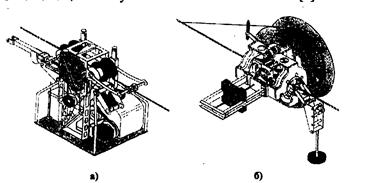
Рис. 6.20. Машины для подвески навивных ОК:
а — тяговая, б — обмоточная
6.3. Оптические соединители, конструкции муфт ОК и особенности их монтажа
6.3.1. Потери при соединении волокон
Для соединения различных частей оптических телекоммуникационных систем производят в основном кабели стандартной длины, например 2, 4, 6 км. Для информационных систем всегда существует необходимость соединения строительных длин кабеля между собой, так как только на коротких участках длиной 2 — 6 км можно использовать одну строительную длину кабеля. ВОЛС большой длины состоят из некоторого количества строительных длин по 2-6 км каждая, которые могут соединяться между собой различными способами [10]:
- постоянные соединения — это сварные соединения, используемые в основном для соединения волокон в сетях большой протяженности, и механические соединения, преимущественно используемые в сетях локальной инсталляции;
- полупостоянные соединения, преимущественно используемые в сетях, где абоненты перемещают оборудование или, где вся сеть постоянно перестраивается, т.е. в локальных сетях LAN, а также при установлении временных соединений во время организации кабельных вставок во время аварий на магистральных и соединительных ВОЛС.
Разъемный соединитель (разъем, коннектор) — устройство для подключения волокна к источнику, детектору или к другому волокну. В его конструкции заложена возможность многократного подключения и отключения волокна. Неразъемный соединитель (сплайс,«сварка») предназначен для постоянного соединения одного волокна с другим. Некоторые производители предлагают многоразовые сплайсы, позволяющие разрывать соединение или переконфигурировать волоконную цепь.
Ключевым моментом волоконно-оптического соединения является точное размещение сердцевин ОВ (или несущих свет областей в одномодовом волокне) для обеспечения максимально полной передачи света от одного волокна к другому. При этом необязателен непосредственный контакт между волокнами. Условие точного размещения тонких волокон (одно относительно другого) ставит перед производителями соединителей сложную задачу. Например, при соединении двух ОВ с диаметром оболочки 125 мкм их юстировку в процессе сварки выполняют с точностью в несколько тысячных миллиметра и даже лучше. Поэтому требования, предъявляемые к соединителям и коннекторам, могут быть сформулированы в виде:
- установка соединителей должна приводить к небольшим потерям оптической мощности на соединении;
- соединители должны легко и быстро устанавливаться, не требуя дорогостоящего оборудования или длительного обучения персонала;
- разъем должен гарантировать многократное подключение и отключения без каких-либо изменений уровня потерь;
- потери должны быть регламентированы вне зависимости от времени установки соединителя;
- цена соединителей и оборудования для их установки должна быть невысокой.
Исходя из этих факторов, техника соединения методом сварки используется, в основном, на сетях большой протяженности, где требования к качеству соединения и его затуханию особенно строги. Механические соединители используются, как правило, при прокладке оптического кабеля внутри помещений. Безусловно, потери, вносимые сварным соединением, значительно меньше, нежели при механическом соединении, а дорогой коннектор обладает меньшим затуханием, чем дешевый.
Согласно накопленного опыта [10] требования к потерям на соединителе следующие:
- 0,2 дБ и менее для телекоммуникационных систем или для дальних линий связи;
- 0,3-1 дБ для соединителей, используемых в контуре внутри здания: для локальных сетей или линий управления производством;
- 1-3 дБ для соединителей в системах, где такого рода потери приемлемы и основным соображением выступает низкая стоимость. В таких системах, как правило, используется пластиковое волокно.
Как известно, существуют три причины возникновения потерь в волоконно-оптическом соединении:
- внутренние причины, связанные с нестабильностью параметров самого волокна;
- внешние причины, связанные непосредственно с соединителем;
- системный фактор, отражающий параметры системы в целом.
Внутренние причины. Рассматривая соединение одного волокна с другим исходят из того, что оба волокна идентичны. Однако обычно это не так. Производство волокон оставляет некоторые допуски на воспроизводимость их параметров, варьирующихся в установленных пределах вблизи номинальных (специфицированных) значений. Потери в волокне обусловлены различием: диаметров модового поля, числовых апертур, диаметров сердцевины, диаметров оболочек, некруглостью сердцевины и/или оболочки; неконцентричностью сердцевины/оболочки.
На рис. 6.21 схематически представлены вариации параметров волокон, наиболее важных с точки зрения их влияния на потери.
Если диаметр сердцевины передающего волокна отличается от диаметра сердцевины приемного волокна, диаметр модового поля тоже будет шире или уже. В этом случае затухание сигнала изменяется в обоих направлениях, и определяется опытным путем с помощью рефлектометра при прохождении сигнала в одном из направлений. Соединение волокон с различными диаметрами модового поля дают неожиданные результаты в затухании сигнала (рис. 6.21 а).
Если передающее волокно имеет большую числовую апертуру, чем приемное волокно, то возникают потери. Свет будет излучаться в оболочку приемного волокна (рис 6.21 б). Когда NAпер, передающего волокна больше, чем NAприем приемного волокна, потери можно рассчитать по формуле [10]:
 . (6.8)
. (6.8)
Когда диаметр сердцевины передающего волокна больше, чем диаметр сердцевины приемного волокна, будут происходить потери, обусловленные тем, что некоторое количество света из передающего волокна вытекает в оболочку приемного волокна. Различие в диаметрах сердцевин также влияет на диаметр модового поля (рис. 6.21 в). Потери, обусловленные различием диаметров сердцевин соединяемых волокон, рассчитываются по формуле:
 . (6.9)
. (6.9)
При производстве волокна допуски на диаметр оболочки составляют ±2 мкм. Это означает, что волокно с диаметром 123 мкм может соединяться с волокном диаметром 127 мкм. При соединении методом сварки вязкость расплава обеспечивает относительно правильно съюстированные друг относительно друга волокна, но при механическом или полупостоянном соединении эти различия могут дать значительное возрастание потерь, особенно для одномодовых волокон (рис. 6.21 г). Особо большие потери возникают при соединении волокон с максимально большим различием диаметров оболочек. Для волокон с допуском 125±2 мкм максимальные потери составляют 1,4 дБ. Если допуск является ниже 125±1 мкм, максимальные потери снижаются до 0,7 дБ. Если кабели, содержащие одномодовые оптические волокна, оконцованны коннекторами, волокна и коннекторы должны быть очень точно съюстированны друг с другом, чтобы снизить потери из-за различия диаметров оболочек.
Рис. 6.21. Схематически представленные вариации параметров соединяемых волокон, наиболее важных с точки зрения их влияния на потери
Некруглость сердцевины и оболочки могут оказывать такое же влияние, как и различие в диаметре сердцевины. Это влияние особенно очевидно в полупостоянных соединителях, где коннектор не имеет направляющих пазов, например SMA коннектор. В результате некруглость приведет к потерям во время каждого соединения (рис. 6.21 д).
Сердцевина волокна должна размещаться прямо в центре волокна. Неконцентричность приведет к потерям в соединении (рис. 6.21 е).
Внешние причины. Сами соединители также привносят определенные потери в соединение. Если центральные оси двух волокон недостаточно точно совмещены, потери возникают даже при отсутствии вариаций характеристик волокон.
Четыре основные причины возникновения потерь в соединителе, которые необходимо контролировать, это радиальное смещение, продольное смещение, угловое рассогласование ориентации осей, гладкость поверхности скола.
Радиальное смещение. Волокно в соединителе должно размещаться вдоль его центральной оси. Если центральная ось одного волокна не совпадает с центральной осью другого, то неизбежно возникновение потерь. Зависимость потерь от отношения абсолютной величины смещения L к диаметру волокна 2a представлена на графике рис. 6.22. Из графика видно, что относительное смещение в 10 % приводит к потерям на уровне 0,5 дБ. Для волокна с диаметром сердцевины 50 мкм относительное смещение в 10 % означает реальное смещение на уровне в 5 мкм, что, в свою очередь, соответствует смещению в каждом соединителе на 2,5 мкм. Очевидно, что контроль бокового смещения особенно затруднен в волокнах малого диаметра. Производители соединителей стремятся ограничить смещение до уровня менее 5 % от диаметра ядра.
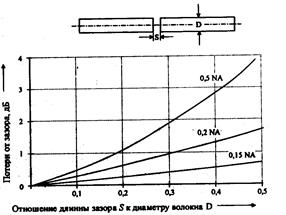
Рис. 6.22. Потери от бокового смещения волокон
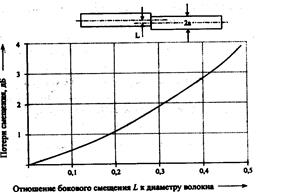
Рис. 6.23. Потери от зазора между сколами
Продольное смещение. Соединение двух волокон, разделенных небольшим зазором, подвержено двум видам потерь (рис. 6.23). Первый — это френелевское отражение, связанное с разнитей показателей преломления волокон и среды в зазоре (обычно воздуха). Френелевское отражение происходит как на выходе из первого волокна, так и на входе во второе волокно. В стеклянных волокнах, разделенных воздушным зазором, потери от френелевского отражения составляют около 0,34 дБ. Френелевские потери могут быть существенно снижены при использовании в зазоре жидкости с согласованным показателем преломления. Такая жидкость представляет собой либо оптически прозрачную среду, либо гель, имеющий показатель преломления, близкий к показателю преломления стекла.
Второй вид потерь в многомодовых волокнах связан с потерей мод высокого порядка при прохождении светом зазора и на входе в сердцевину второго волокна. Свет, выходящий из первого волокна, распространяется в некотором конусе. Величина потерь, связанных с этим эффектом, зависит от величины NA волокон. Волокно с большим значением NA не допускает столь большого зазора между волокнами при том же уровне потерь, что волокно с меньшим значением NA.
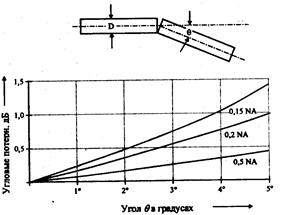
Рис. 6.24. Потери от углового рассогласования ориентаций осей
Для уменьшения потерь волокна следует соединять вплотную. В большинстве неразъемных соединителей волокна действительно устанавливаются вплотную. В разъемах иногда нужен небольшой зазор для предотвращения появления царапин на сколе при подключении. Волокна, прижатые друг к другу с большим усилием при подключении соединителя, могут даже потрескаться. Поэтому некоторые соединители сконструированы таким образом, чтобы был небольшой зазор между волокнами, в других используется фиксированное прижимающее давление для мягкого контакта волокон, исключающего появление повреждений. Физический контакт волокон часто необходим для регулирования обратных, отражений, которые обсуждаются ниже в этой главе.
Угловое рассогласование ориентации осей. Сколы обработанных волокон должны быть перпендикулярны осям волокон и параллельны друг другу при соединении. Потери (рис. 6.24) связаны с угловым рассогласованием ориентации волокон относительно друг друга. Снова, как и ранее, уровень потерь определяется NA волокон. Влияние NA в данном случае противоположно эффекту наличия зазора между волокнами. Большее значение NA допускает большее угловое рассогласование для ограничения потерь на том же уровне, что и при меньшем значении апертуры.
При правильном использовании соединителя угловое рассогласование ориентации практически исключается, так что связанные с этим эффектом потери существенно меньше потерь, связанных с боковым смещением. При скалывании волокна и полировке стекла контролируется перпендикулярность поверхности по отношению к оси волокна.
Гладкость поверхности скола. Поверхность скола должна быть гладкой и не содержать трещин, выбоин и заусениц (рис. 6.25). Неровная поверхность разрушает геометрическую картину световых лучей и рассеивает их, что затрудняет ввод лучей во второе волокно [10].
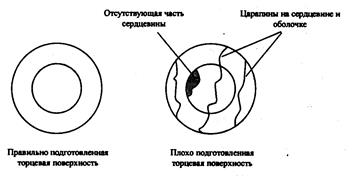
Рис. 6.25. Возможные поверхности скола ОВ
Потери в системе. Потери, возникающие в соединении, могут быть связаны не только с волокном или соединителем, но и непосредственно с системой. Первоначально волокно может быть переполнено или полностью насыщено излучением источника света, при этом свет переносится также в модах оптической оболочки и в модах высокого порядка. С расстоянием эти моды будут покидать систему. При достижении равновесного модового состава волокно со сглаженным профилем показателя преломления имеет меньшее значение NA и меньшую активную площадь сердцевины, используемую для переноса света.
Рассмотрим соединитель, подключенный к источнику [1]. Волокно на передающей стороне соединителя может быть переполнено модами. Большая часть энергии света, находящегося в модах оптической оболочки и модах высокого порядка, не попадает во второе волокно, хотя и присутствует в соединении. В условиях равновесного модового состава свет в таких модах отсутствует, поэтому энергия заключенного света не теряется в соединении.
Рассмотрим принимающую часть волокна. Некоторая порция света после прохождения соединения волокон оказывается в модах оптической оболочки и в модах высокого порядка принимающего волокна. Если измерить принимаемую оптическую мощность на небольшом расстоянии от соединения, то эти моды еще присутствуют в общем потоке. На некотором расстоянии от соединения они теряются, так что их присутствие является временным.
Аналогичные эффекты наблюдаются, если точка соединения находится далеко от источника и в ней уже достигнуто состояние равновесного модового состава. Поскольку активная площадь волокна со сглаженным профилем уже уменьшена, боковое смещение не оказывает существенного влияния, особенно когда принимающее волокно имеет ограниченную длину. Свет снова переносится в модах высокого порядка и в модах оптической оболочки. Данные моды теряются в протяженном принимающем волокне.
Итак, передаточная характеристика соединителя зависит от модовых условий и положения соединителя в системе (состояние отдельной моды изменяется вдоль волокна). Проводя оценку затухания волоконно-оптического соединителя, надо принимать во внимание условия по обе стороны соединения. Существует четыре различных условия [1]:
- короткий передающий сегмент, короткий принимающий;
- короткий передающий сегмент, длинный принимающий;
- длинный передающий сегмент, короткий принимающий;
- оба сегмента длинные.
При заданных постоянных параметрах передаточная характеристика соединителя зависит от условий испускания и приема света. Например, в серии измерений, проведенных с одним соединителем при большой длине передающей части волокна, потери составляли 0,4 — 0,5 дБ, при небольшой длине 1,3 — 1,4 дБ. Таким образом, разница в 1 дБ может возникать из-за различия в условиях приема света.
Величина потерь в соединении многомодовых ОВ определяется [11] из выражению вида:
![]() , (6.10)
, (6.10)
где αd — потери, обусловленные разницей в диаметрах сердцевины d1 и d2 соединяемых волокон (6.9); αNA — потери, обусловленные разницей числовых апертур волокон (6.8); αC –потери, обусловленные поперечным радиальным смещением L осей волокон; αθ — потери, обусловленные угловым смещением ОВ; αF— потери, обусловленные несогласованием показателей преломления — френелевскими потерями.
Потери αC, αθ определяются выражениями вида [11]:
![]() , (6.11)
, (6.11)
![]() , (6.12)
, (6.12)
где Вθ — коэффициент передачи соединения для многомодовых ОВ.
При ступенчатом и градиентном ППП этот коэффициент определяется выражениями вида:
![]() , (6.13)
, (6.13)
![]() , (6.14)
, (6.14)
где к=п1/п0и Δ=(п1-п2)/п1; п0— показатель преломления воздуха.
Потери, обусловленные френелевским рассеянием, определяются выражением вида:
 , (6.15)
, (6.15)
Величина потерь в соединении одномодовых ОВ определяется [11] по выражению вида:
![]() , (6.16)
, (6.16)
где αW – потери, обусловленные несогласованностью диаметров модовых полей волокон.
Эти потери могут быть определены по выражению вида [11]:
 , (6.17)
, (6.17)
где w1 и w2 — диаметр модового поля первого и второго ОВ, соответственно.
Величина wi может быть приближенно определена при Гауссовом распределении поля по выражению:
 (6.18)
(6.18)
Потери αС и αθ могут быть определены из выражений:
 , (6.19)
, (6.19)
 , (6.20)
, (6.20)
Не все факторы одинаково влияют на потери в соединениях при разных типах ОВ и соединителей [11]. Для многомодовых ОВ с градиентным ППП наиболее значимыми являются факторы, определяемые разницей диаметров сердцевин и разницей числовых апертур волокон, радиальным смещением и непараллельностью осей ОВ.
Для одномодовых ОВ по важности влияния на суммарную величину потерь в соединении следует отметить поперечное и угловое смещения осей, деформацию сердцевины, несогласованность размеров модовых полей ОВ.
6.3.2. Подготовка ОВ к сращиванию
Процесс подготовки ОВ к сращиванию включает снятие первичного защитно-упрочняющего покрытия волокна, скалывание для получения хорошо обработанной торцевой поверхности волокна, обтирку зачищенных концов мягким материалом, пропитанным растворителем (спиртом).
В настоящее время часто используются ОВ с эпоксиакрилатным первичным защитно-упрочняющим покрытием. Такое покрытие может быть удалено либо механическим, либо химическим способом.
Для удаления эпоксиакрилатного покрытия механическим способом используется инструмент, основным рабочим элементом которого служат стальные лезвия толщиной 0,3 мм. Защитное покрытие желательно удалять за один проход, при этом повреждение поверхности световода должно быть минимальным. Необходимо тщательно подобрать усилие зачистки, что требует приобретения навыков и постоянной тренировки. Механический способ удаления покрытия уменьшает прочность сварного соединения примерно на 10 %. Надрезание покрытия и последующее его стягивание вызывают на поверхности ОВ миниатюрные повреждения вследствие фрикционных сил. Зачищенное ОВ закрепляют в держателях сварочного аппарата, что также повреждает его поверхность.
Наиболее удобным, исключающим указанные дефекты, является химический способ снятия эпоксиакрилатного покрытия с помощью подогретого до определенной температуры растворителя. Для этой цели целесообразно использовать специальное нагревательное устройство типа УН-1. Конец ОВ погружают в подогретый растворитель (например, ацетон) и выдерживают в течение некоторого времени (как правило, около 20 ... 25 с). Покрытие разбухает, отстает от поверхности световода и легко снимается чистой мягкой ветошью.
Оптимальные режимы для снятия эпоксиакрилатного покрытия с помощью различных растворителей [2]приведены в табл. 6.5.
Таблица 6.5. Режимы для снятия эпоксиакрилатного покрытия ОВ
|
Растворитель |
Время выдержки ОВ в растворителе до полного размягчения защитного покрытия, мин., при температуре, оС |
Класс опасности растворителя |
|
|
+24 |
+50 |
||
| Ацетон |
3 |
1 |
4 |
| Муравьиная кислота |
3 |
1 |
2 |
| Дихлорэтан |
– |
1 |
2 |
| Уксусная кислота |
– |
1 |
2 |
| Диметилформамид |
– |
1 |
2 |
| Растворитель 646 |
– |
3 |
– |
| Растворитель 647 |
– |
3 |
– |
Чистота поверхности ОВ перед сваркой играет значительную роль. Нагретый свыше 480оС кварц активно вступает в реакцию с жирами и другими веществами, загрязняющими близлежащую поверхность. Образующаяся стеклянная корка легко растрескивается, что может привести изделие в негодность. Посторонние примеси, частицы на поверхности свариваемого ОВ могут стать центром развития процесса расстекловывания, что снижает прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей в месте сварки, включений, что увеличивает вносимые потери на стыке.
С поверхности ОВ желательно также удалить трещины, возникающие при снятии покрытия и уменьшающие прочность места сварки. Это осуществляют либо травлением ОВ в растворе плавиковой кислоты, либо плавлением поверхности волокон при действии высокой температуры. Вследствие указанных выше причин в настоящее время механические способы удаления покрытия ОВ применяются лишь при подготовке концов волокна к производству измерений. При монтаже муфт ОК первичное эпоксиакрилатное покрытие ОВ удаляют химическим способом (в горячем ацетоне).
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей нагрузок или их комбинации, вызывающих рост трещины и облом световода в данном месте. Существуют механические и электронные устройства скола ОВ.
При монтаже многомодовых ОК используется механический инструмент, позволяющий получить скол ОВ достаточно высокого качества. Образование ровного и перпендикулярного относительно оси скола обеспечивается за счет нанесения резцом надреза на поверхности предварительно напряженного, растянутого и изогнутого ОВ. Резец с определенным углом заточки выполнен в виде стальной пластинки с алмазным напылением или из специального твердого сплава. Инструмент такого типа показан на рис. 6.26.
Инструмент состоит из основания 1, на котором жестко закреплены планка 2 и прикрепленная на ней пластина 3. На конце этой пластины закреплена подложка 4, которая имеет направляющую канавку для укладки ОВ. Прижим 5, прижимаемый пружиной 6, и крышка 9, на которой укреплен резец 7, соединены с основанием 1 посредством оси 8. Крышка 9, прижимом 5 фиксирует волокна в положении зажима.
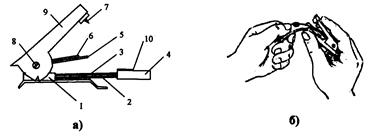
Рис. 6.26. Механический инструмент для скола ОВ:
а — общий вид; б — процесс скола
В ручном полуавтоматическом инструменте для скола ОВ обеспечивается фиксация волокна с удаленным покрытием. При нажатии рычага (кнопки) управления инструмента одновременно с натяжением волокна резцом наносится надрез (насечка) на его поверхности. Растягивающие усилия, прикладываемые к ОВ, и сила удара резца поддерживаются постоянными и регулируются. Смещение резца относительно ОВ после нанесения насечки увеличивает рабочий участок режущей поверхности и срок службы инструмента. Инструмент позволяет стабильно получать удовлетворительные сколы ОВ.
Стабильно высокое качество сколов ОВ при минимальных требованиях к квалификации персонала получают при использовании автоматических устройств — электронных скалывателей. Волокно с удаленным покрытием фиксируется в инструменте. Под действием электронноуправляемого двигателя резец вибрирует с низкой частотой и нарастающей амплитудой, приближаясь к волокну, которое натягивается синхронно с частотой вибрации резца. При нанесении резцом насечки на поверхности волокна под действием растягивающих усилий ОВ обламывается. Электронные скалыватели могут быть использованы как при монтаже, так и при подготовке к измерениям много- и одномодовых кабелей. Скол одномодовых ОВ рекомендуется выполнять только с помощью электронных скалывателей.
В электронных скалывателях фирмы Sumitomo Electric и фирмы Ericsson сколы выполняются без деформацииторцевой поверхности ОВ (рис. 6.27).
6.3.3. Способы сращивания ОВ
Для соединении ОВ кабелей связи применяют сварку ОВ; соединение с помощью механических сростков; склеивание.
Сварку проводят с помощью электрической дуги, кислородно-водородной горелки, хлороводородной горелки, СО-лазера, плазменного генератора. Из всех способов практическое применение при монтаже ОК в процессе строительства и эксплуатации ВОЛС нашел только способ сварки с помощью электрической дуги.
Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещение осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины дуги тока, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагретого ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительными. Как показали исследования, эти потери в месте сварки с надежностью 85 % не превышают 0,1 дБм.
При сварке одномодовых волокон приходится решать сложные инженерные задачи, связанные с необходимостью обеспечения малых значений осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 5...8 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Согласно [10] простая иллюстрация наиболее важных шагов при сварке ОВ представлена на рис. 6.28.
Процесс сварки ОВ в современных сварочных аппаратах может быть представлен следующим образом. Концы волокон устанавливаются друг относительно друга, каждое волокно фиксируется в подвижном V-образном блоке с магнитными зажимами. В большинстве современных сварочных аппаратов весь процесс является автоматическим. С помощью микропроцессора и электронной технологии сканирования концы волокон юстируются друг относительно друга с точностью 1/10000 мм [10]. Эта юстировка также контролирует угол скола и чистоту концов волокна. Концы волокна нагреваются с помощью электрической дуги между двумя точечными электродами и затем соединяются вместе образуя единое соединение.
В процессе сварки берут определенное количество электронных сканированных изображений, с которых можно наблюдать визуально или с помощью математического анализа качество соединения.
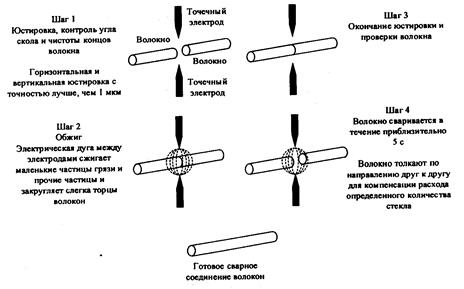
Рис.6.28. Иллюстрация наиболее важных шагов сварного соединения
Места соединения ОВ защищают одним из следующих способов: восстановлением защитного покрытия, заливкой места стыка эпоксидным компаундом и с помощью специальных гильз для защиты соединений световодов.
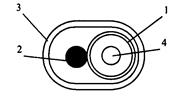
Рис.6.29. Конструкция гильзы для защиты сростка ОВ: 1-трубка из сэвилена; 2-металлический стержень; 3-термоусаживаемая трубка; 4-ОВ
Защитное покрытие восстанавливают, используя материалы с аналогичными свойствами. При этом соблюдают допуски, установленные на покрытия ОВ, а также технологические приемы их нанесения. Сросток ОВ укладывают в пресс-форму, наносят эпоксиакрилатную композицию, обладающую малой усадкой и хорошей адгезией к кварцу. Затем композицию отверждают с помощью ультрафиолетового излучения. Пресс-форма содержит вкладыш из прозрачного для ультрафиолетового излучения материала, в котором сформирован канал для ОВ. За счет этого диаметр восстановленного покрытия и концентричность соответствуют параметрам исходного волокна. В полевых условиях данный способ применять сложно. Для защиты сростка ОВ эпоксидным компаундом используют, как правило, специальные приспособления (ложементы) из металла или пластмассы. Волокно помещают внутрь приспособления и заливают эпоксидной смолой. Ускорение процесса полимеризации компаунда обеспечивается подогревом.
Однако на практике наиболее широко применяется способ защиты сростков ОВ с помощью специальных гильз: ГЗС (гильзы для защиты сростков) или КДЗС (комплект деталей для защиты сростков) [2]. Конструкция ГЗС (рис. 6.29) содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень диаметром 1,0 мм, и трубку из материала высокой текучести — сэвилена.
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ. После сварки ее надвигают на место сварки и нагревают. В процессе нагрева и усаживания трубки сэвилен расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
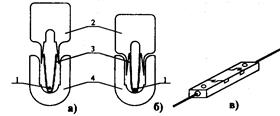
Рис.6.30. Механический сросток типа Fiberlock: а-соединитель при укладке ОВ; б, в-соединитель в собранном виде; 1-волокно; 2-пластмассовая крышка; 3-металлический выравнивающий элемент; 4-пластмассовое основание
Наиболее успешно со сваркой конкурирует способ соединения ОВ с помощью специальных соединителей — механических сростков. Подготовка ОВ в данном случае проводится так же, как и для сварки. Для механического соединения концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройства, после чего обе половины устройства соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов соединяемые волокна юстируются. Наиболее известны механические сростки типа Fiberlok фирмы ЗМ (США) (рис. 6.30). Потери в таком соединении не превышают 0,1 дБм [12].
Часть механических соединителей реализуется с помощью трубок с прецизионными отверстиями (рис. 6.31). При реализации этого вида соединения ОВ два конца волокна соединяются внутри одной и той же трубки, часто заполненной жидкостью с согласующим показателем преломления. Соединение защищено эпоксидным клеем [10].
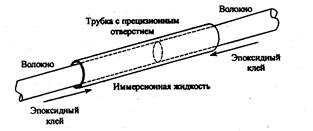
Рис.6.31. Механический соединитель, реализованный на базе трубки с прецизионным отверстием
Еще одним видом механического соединения ОВ является соединение, реализованное на базе трех прутков. Такой соединитель быстро и легко изготавливается и состоит из трех стальных прутов с таким диаметром, что когда пруты лежат продольно друг с другом между ними формируется канал имеющий тот же диаметр, что и соединяемые волокна (рис. 6.32).
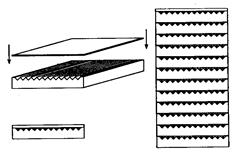
Рис.6.32. Соединитель из трех стальных прутков

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице
Термоусаживающаяся трубка держит пруты вместе. После внесения жидкости с согласующим показателем преломления концы волокон вставляются с различных концов в канал, образуя таким образом простое полупостоянное соединение. Соединитель из трех прутов используется в основном для различных измерений, где требуется быстрое соединение с лазером или измерителем мощности. При использовании жидкости с согласующим показателем преломления могут быть получены потери около 0,2 дБ [10].
Большое количество сложных механических соединителей требуется для изготовления соединения кабеля с ленточной укладкой волокон. Общий вид такого соединителя показан на рис. 6.33. Оба конца лент с волокнами зачищаются от первичного и вторичного покрытий. Волокна помещаются друг против друга между двумя силиконовыми пластинками, одна из которых имеет протравленные с большой точностью канавки. Затем две пластинки фиксируются с помощью пружинных зажимов. Волокна соединяются друг с другом и согласующая жидкость вводится в канавки. Несколько таких пластинок могут крепиться одна на другую, образуя таким образом соединительную матрицу для многоволоконного кабеля. До 144 волокон могут быть соединены таким образом [10].
Основной недостаток, ограничивающий применение механических сростков, это чрезвычайно высокие требования, предъявляемые к стабильности геометрических размеров соединяемых с их помощью волокон, в том числе и к диаметру волокна по первичному покрытию. Наибольшее распространение механические сростки находят на одномодовых ВОЛС.
Основным фактором, сдерживающим внедрение соединения ОВ методам склеивания, является отсутствие клея-запоЛнителя с оптическими характеристиками, близкими к кварцу, и способного за короткое время (до 10 мин) обеспечить жесткое фиксирование ОВ в конструкции соединителя. Применяемые в большинстве случаев клеи на основе эпоксидных компаундов, обладающие хорошими оптическими и прочностными характеристиками, имеют время полимеризации 2...24 ч. При повышенной влажности, что характерно для полевых условий, этот процесс еще более замедляется. Известен способ, когда для быстрого протекания реакции полимеризации в эпоксидную смолу марки Э-20 включают добавки алюминиевой пудры (около 5% объема смолы), создают необходимые температурные условия и подвергают сросток ультрафиолетовому излучению. Для этого сросток помещают в специальную камеру [2].
В практике при строительстве и эксплуатации ВОЛС метод склеивания самостоятельно пока не применяется. Волокна склеивают в механических сростках. Потери в таких соединениях составляют менее 0,1 дБм [2].
Совсем другие проблемы возникают в полупостоянных соединителях. Они должны соединяться и разъединяться много раз без увеличения затухания. Это означает, что к ним предъявляются требования на механическую прочность и долговечность и это практически применимо к коннекторам для соединения одномодовых волокон.
Можно сформулировать дополнительные требования к полупостоянным соединителям [10]. Они должны иметь точную концентричность; эффективную защиту против пыли и влаги. Соединение должно выдержать растягивающую нагрузку без увеличения затухания. Соединитель должен легко соединяться с кабелем (даже в случае полевого соединения), а также легко соединяться и разъединяться. Соединение должно быть долговечным.
Сегодня на рынке много различных видов механических соединителей, которые делятся на цилиндрический наконечник; конический наконечник; соединитель с расширенным излучением; коннектор для ленты с волокнами.

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице

Рис.6.34. Два соединителя с цилиндрическим наконечником, вмонтированным в соединительную муфту
Наиболее простым и недорогим видом изготовления механического соединителя является изготовление цилиндрического наконечника в виде стального или керамического наконечника. Наконечник одноволоконного оптического кабеля центрируется против наконечника одноволоконного кабеля в цилиндрической втулке (рис. 6.34). Выполнение этого вида механического соединения (некоторые из которых могут быть пригодны в полевых условиях) зависит в большой степени от концентричности отверстия в наконечнике и соединительной втулке. Среднее значение потерь составляет 0,2 - 1 дБ, в зависимости от формы и конечной поверхности (плоская или полусферическая).
Механический соединитель более сложной конструкции имеет конический наконечник. Концы содиняемых наконечников отшлифованы в конической форме для удобства центоовки (рис. 6.35). Соединительная втулка, в которую они вставляются, имеет биконическую форму отверстия. Качество соединения полностью зависит от качества шлифовки концов наконечников. Соединители с таким видом наконечников изготавливаются в заводских условиях. Среднее значение потерь составляет 0,3 дБ.
В соединителе с расширенным излучением свет из передающего волокна расширяется через линзу, создающую поток параллельных лучей света, который имеет большой диаметр (по сравнению с волокном). После соединения лучи направляются снова через линзу в приемном волокне (рис. 6.36). Этот метод используется для соединения военных кабелей в полевых условиях [10]. Преимущества этого метода в том, что соединяемые концы не подвергаются загрязнению как в случае ряда других видов механических соединителей. Обычно несколько волокон соединяются в одном соединителе.

Рис. 6.36. Схематическое изображение соединителя с расширенным излучением
Механический соединитель для ленты с волокнами имеет не цилиндрическую конструкцию. Лента с волокнами может иметь 1,4,8 или более параллельных волокон в первичном покрытии зафиксированных вместе в виде ленты. Поэтому соединитель должен иметь определенное количество отверстий диаметром 125 мкм, расположенных в ряд. Расстояние между отверстиями должно соответствовать расстоянию между волокнами в ленте. Основная конструкция соединителя для ленточной укладки волокон приведена на рис. 6.37 [10].
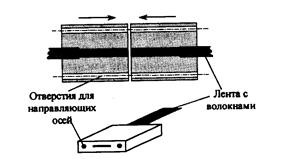
Рис. 6.37. Схематическое изображение соединителя для ленты с восьмью волокнами
6.3.4. Оконцовка волокна
Для стыковки двух ОВ с помощью коннекторов каждое волокно должно иметь на конце соединитель. В большинстве случаев неразъемный соединитель является более простым устройством, чем разъемный соединитель (разъем). Одноразовый (неразъемный) соединитель состоит всего лишь из нескольких частей, сварочный — в простейшем варианте вообще не имеет дополнительных компонент. Волоконно-оптический соединитель должен [1]: закреплять волокно вдоль оптической оси; предохранять волокно; связывать волокно с кабелем. Под этим подразумевается, что кабель, обычно имеющий силовые элементы, также предохраняет волокно от прилагаемого натяжения.
Части оконцованного соединителя связываются друг с другом соединительным патроном (рис. 6.38). Патрон имеет высверленное с высокой точностью отверстие и внешние зажимы для быстрого закрепления частей устройства. Высверленная часть бывает либо чисто металлической, либо содержит пластиковую вставку, обеспечивающую эластичное уплотнение соединителя.
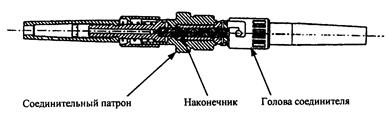
Рис. 6.38. Соединитель
В большинстве соединителей для поддерживания волокна вдоль оптической оси используются специальные наконечники. В каком-то смысле многие соединители отличаются только корпусами, включающими в себя наконечники. Керамические наконечники позволяют достичь лучшего качества, чем металлические и пластиковые, кроме того, они наиболее предпочтительны для одномодовых волокон. Керамика является прочным материалом, позволяющим высверливать отверстие под волокно с высокой точностью. Кроме того, она имеет прекрасные температурные и механические свойства, которые практически остаются прежними при изменении температурных и других внешних условий.
Пластиковые наконечники снижают стоимость соединителя, но обеспечивают менее качественное соединение. Наконечники из нержавеющей стали имеют промежуточные характеристики. Их популярность объясняется прочностью и меньшей хрупкостью по сравнению с керамикой.
Для наконечников используется два вида керамик: окись алюминия и окись циркония. Первоначально применяли окись алюминия — твердый, неэластичный материал, позволяющий очень точно выдерживать допуски. Коэффициент теплового расширения окиси алюминия — степень увеличения или уменьшения линейных размеров образца при изменении температуры — очень близок аналогичному коэффициенту для стекла. Недостатком данного материала является его хрупкость и разрушение при незначительных давлениях. Кроме того, полировка окиси алюминия достаточно сложна, особенно в полевых условиях.
Окись циркония — более мягкий вид керамики и более устойчивый по отношению к механическим ударам. Он к тому же достаточно прочен и позволяет выдерживать допуски подобно окиси алюминия, но, в отличие от нее, легче полируется. Наиболее популярный размер наконечника равен 2,5 мм в диаметре, что фактически стало стандартом.

Рис. 6.39. LME коннектор
LME коннектор с цилиндрическим наконечником для использования с многомодовыми волокнами был разработан фирмой Ericsson. Он может быть рассмотрен как предшественник SMA коннектора. В отличие от SMA (на который существует мировой стандарт) ЬМЕ коннектор имеет направляющий соединитель, который удерживает неподвижно наконечники для их соединения (рис. 6.39).
SMА коннектор является одним из первых стандартизованных коннекторов для волоконно-оптического кабеля, принятый к эксплуатации во многих странах мира. Коннектор, предназначенный для соединения только многомодового волокна, (рис. 6.40) имеет цилиндрическую форму с непружинным наконечником диаметром 3,174 мм. В нем существует воздушная прослойка между двумя частями коннекторов, которые скручены в соединительной втулке. Существует риск повреждения при соединении этих частей коннектора. Волокна приклеиваются в наконечнике, и затем полируются и шлифуются. После полировки наконечник должен иметь длину 9,808 мм. При шлифовке наконечника получают три степени точности. Силовые элементы кабеля зажимаются с помощью пластикового рукава на другом конце коннектора. SMA коннектор применяется для соединения или разъединения в полевых условиях и исполыуется преимущественно для соединения в сетях передачи данных, структурированных сетях, датчиках и другом оборудовании, использующем многомодовые волокна.

Рис. 6.40. SMA коннектор
FC коннектор был разработан первоначально японской фирмой NTT. В отличие от коннекторов, описанных выше, FC коннектор имеет пружинный наконечник цилиндрической формы (рис. 6.41). Наконечник имеет диаметр 2,499 мм, который немного меньше диаметра наконечника SMA коннектора. Наконечник имеет отшлифованную поверхность, которая отражает свет в обратном направлении к передатчику. Поэтому FC коннектор рекомендуется только для использования с передатчиком, имеющим лазерный источник света. Преимущество пружинного наконечника заключается в том, что конечные поверхности коннекторов могут лежать друг против друга и нет строгих норм к длины наконечника.

Рис. 6.41. FC коннектор
В дальнейшем был разработан FC/РС коннектор с уменьшенным отражением от конечной поверхности. Конечная поверхность была отшлифована в полусферической форме (рис. 6.42). Конец сначала отшлифовывался с радиусом кривизны 60 мм, но для большего уменьшения отражения в настоящее время радиус составляет 20 мм. В случае использования в качестве передатчика лазерного диода рекомендуется использовать PC коннектор, потому что у него маленький коэффициент отражения. PC коннектор также рекомендуется использовать в тех случаях, когда в будущем планируется заменить светодиодный источник света на лазерный.
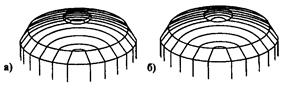
Рис. 6.42. Шлифовка наконечника формы сферического изгиба: а-супер РС методом; б-ультра РС методом
Наконечники в FC и FC/РС коннекторах сделаны из нержавеющей стали с керамическими капиллярами или являются полностью керамическими. Последний вид исполненная имеет низкую стоимость; более лучший физический контакт и долговечность.
FC/РС коннектор преимущественно используют в телефонных распределительных панелях, повторителях и на линиях большой протяженности для соединения активных элементов или в высокоскоростных передатчиках (лазеры или там, где требуется низкий коэффициент отражения).
Коннекторы монтируются на одно- или двухволоконный кабели (пигтейл), которые затем соединяются (механически или методом сварки) с волокнами волоконно-оптического кабеля. Патчкорды используют для соединения и разъединения передающего или измерительного оборудования.

Рис. 6.43. SC коннектор
SC коннектор это новый стандартный коннектор, разработанный японской фирмой NNT (рис. 6.43). Корпус коннектора — пластиковая прямоугольная коробочка с фиксирующейся за глушкой. Наконечник выполняется из керамики и фиксируется пружиной. Диаметр наконечника такой же как и у FC и FC/PC коннекторов. Он имеет в основном те же оптические характеристики, что и РС коннектор, но его плотность увеличена в 8 раз. Все части, не влияющие на оптические характеристики коннектора, изготовлены из пластика. Область его использования та же, что и у коннекторов, описанных выше.

Рис. 6.44. ST коннектор
ST коннектор выпускают как для одномодового так и для многомодового волокна (рис.6.44) ST коннектор соединяется и разъединяется методом штыкового соединения, это похоже на BNC коннектор для коаксиальных кабелей. Наконечники обоих коннекторов выпускаются или металлокерамическими или полностью керамическими.

Рис. 6.45. LС коннектор
Малогабаритные коннекторы типа LC (рис. 6.45) относятся к новому поколению оптических коммутационных изделий и разработаны американской компанией Lucent Technologies в 1997 г. Конструкция соединителя, выпускаемая как в одномодовом, так и в многомодовом вариантах, основана на применении керамического наконечника диаметром 1,25 мм и пластмассового корпуса с внешней лепестковой защелкой для фиксации в гнезде соединительной розетки. Коннектор допускает как одиночное, так и дуплексное использование.
Наконечник с внешним диаметром 1,25 мм и специальными конструктивными решениями существенно улучшает массогабаритные показатели коннектора и розетки. Розетка по своим посадочным местам полностью соответствует стандартному гнезду RJ-45 и за счет этого позволяет установку во все стандартные из cтандартные изделия Lucent Technologies при увеличении плотности портов вдвое без изменения внешних габаритов. Разработчики коннектора гарантируют до 500 циклов включения-отключения без ухудшения характеристик потерь. Этому, наряду с использованием керамического наконечника, способствует принцип линейного включения вилки в гнездо (push pull).
Для установки коннектора LС применяются стандартные процедуры заклейки на эпоксидной смоле. Конструкция коннектора допускает его монтаж как на волокне в буферном покрытии 0,9 мм, так и на соединительных шнурах с 2,4-мм шлангом. При этом монтаж на 900-микрометровое волокно может производиться в полевых условиях, тогда как наклейка на кабель в шланге 2,4 мм в процессе изготовления соединительных шнуров из-за малых габаритов выполняется только на производстве.
FDDI коннектор разработан преимущественно для высокоскоростных сетей передачи данных, что требовало передачи сигналов на большие расстояния (свыше 2 км между пунктами). FDDI коннектор имеет конструкцию сдвоенного волоконного кольца (рис. 6.46).

Рис. 6.46. Коннектор для FDDI сети. Коннектор содержит оконцовку входного и выходного волокна
Коннектор с линзовым расширением луча разработан для использования в особенно жестких условиях эксплуатации. Волокно снабжено линзами на концах коннектора. Линзы расширяют луч, выходящий из волокна, затем он передается через коннектор на другой конец, где похожая линза производит обратный процесс. Расширенный луч менее чувствителен к загрязнению.
Коннектор с линзовым расширением луча может использоваться для оконцовки от одного до четырех волокон (рис. 6.47).

Рис. 6.47. Коннектор с линзовым расширением луча

Рис. 6.48. MТконнектор
MT коннектор используется для соединения 1,4,8 волоконных оптических ленточных кабелей.(рис.6.48). Он имеет исключительно маленькие размеры 3х7х10 мм. В качестве направляющих для юстировки оптических волокон в его конструкции используются два металлических стержня. Поверхности коннектора зашлифованы параллельно, и коннектор держится вместе с пружиной. Потери в МТ коннекторе не должны превышать 1 дБ.
Рассмотрев конструкции соединителей ОВ можно отметить следующее. Оптические волокна соединяются с помощью постоянных или полупостоянных соединений. Наилучшее соединение получается при сварке волокон вместе с помощью сварочного аппарата. Этот метод соединения является недорогим, если делать большое количество сварок. Для линий небольшой длины, где требования к потерям на соединение не такие строгие, в качестве более дешевой альтернативы используют механические соединители.
Существует большое количество различных коннекторов. Для структурированных сетей и низкоскоростных оптических сетей коннекторы могут быть подготовлены, отшлифованы и отполированы прямо на месте установки специальным оборудованием, индивидуальным для каждого вида монтажа. На телефонных станциях ГТС и междугородных ОРП оконцовка кабелей больших телекоммуникационных сетей всегда осуществляется коннекторами, отшлифованными заводским способом. Существуют коннекторы для многомодовых и одномодовых волокон. В последнее время разработаны специальные виды коннекторов, например FDDI коннекторы, разработанные для соединения сетей с высокими требованиями.
6.3.5. Конструкции муфт ОК и особенности их монтажа
Муфты ОК различают по назначению: для магистральных и городских сетей связи; для кабелей, прокладываемых в канализации, в грунт, под водой и подвешиваемых на опорах; прямые и разветвительные муфты (перчатки). По конструкции муфты могут быть проходными (рис.6.49) и тупиковыми (рис. 6.50).

Рис. 6.49. Схемы проходных муфт:
а — прямая; б — разветвительная;
1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
Поскольку существует большое количество конструкций ОК, а также многообразие условий их прокладки, то и весьма велик перечень оптических муфт, обеспечивающих их соединение.
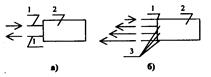
Рис. 6.50. Схемы тупиковых муфт: а-прямая; б-разветвительная; 1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
За рубежом применяют различные варианты сборных муфт, которые могут использоваться многократно. Герметичность подобных муфт обеспечивается с помощью специальных прокладок, резьбовых и болтовых соединений. В России и Украине сертифицированы муфты зарубежных фирм, среди которых, в первую очередь, следует назвать муфты фирм Тусо Electronics Raychem и Reichle & De-Massari (рис. 6.51).
В СССР производство оптических муфт было освоено в середине 80-х годов опытным заводом треста «Мостелефонстрой». В настоящее время ведущим производителем таких муфт на территории СНГ является юридический преемник завода — ЗАО «Связьстройдеталь». Производимые в настоящее время муфты сформировались в результате сотрудничества ЗАО «Связьстройдеталь» с такими ведущими операторами связи как Московская ГТС, АО «Ростелеком», АО «Транстелеком», строительными организациями и кабельными заводами. Разрабатывает конструкции и производит оптические муфты также опытный завод АО «Лентелефонстрой» (С.-Петербург). Подробно познакомиться с конструкциями оптических муфт и методами их монтажа можно в [13]. Здесь ограничимся лишь краткой характеристикой основных типов муфт производства ЗАО «Связьстройдеталь».
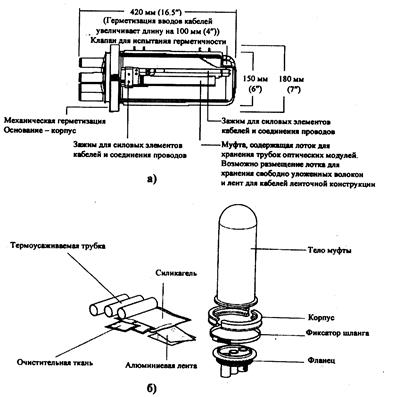
Рис. 6.51. Муфты для ОК фирм:
e — Raychem (FOSC 400 А4); б - Reichle 8 De-Massari (R301389)
Ни один изготовитель не в состоянии создать универсальный комплект муфты, который подходил бы для любого кабеля и для любого места установки муфты. Поэтому, как правило, создаются минимальные, так называемые базовые комплекты, которые при необходимости пополняются всеми нужными деталями и материалами. «Связьстройдеталь» все дополнительные детали и материалы группирует в специальные комплекты: базовые, монтажные, эксплуатационные, установочные, защитные, заземляющие и ремонтные.
Рис. 6.52. Муфта оптическая городская МОГ-01-IV (проходная)
В базовый комплект входит минимальный набор деталей: корпус муфты, внутренний кронштейн и крепежные детали, одна кассета для выкладки оптических волокон и фиксации защитных гильз, материалы и детали для герметизации корпуса. Стандартными являются также ремонтные комплекты для оптической и устанавливаемой в котлованах поверх нее чугунной защитной муфты. Все остальные комплекты составляются из отдельных деталей и узлов с учетом особенностей кабелей и мест установки муфт у конкретного заказчика.
Муфты оптические городские типа МОГ (рис. 6.52) предназначены для сращивания ОК в кабельной канализации, коллекторах и туннелях. Выпускаются в стандартном МОГ (длина — 1130 мм, укороченном МОГУ (длина 820 мм) и тупиковом МОГ (длина — 686 мм) вариантах.
Основу базового комплекта муфты МОГ составляют полиэтиленовая труба диаметром 90 мм, два полиэтиленовых конуса, лоток и кассета с крышкой. В комплект разветвительных муфт МОГ входят оголовники с двумя или тремя патрубками. Муфты позволяют сращивать до 32 (при установке одной кассеты), до 64 ( при установке двух) и до 96 оптических волокон (при установке трех). Герметизация муфт осуществляется «горячим» (с помощью термоусаживаемых трубок) либо «холодным» способом (с использованием герметизирующих и упрочняющих лент компании 3M или аналогичных отечественного производства).
Модернизированные муфты МОГ-М и МОГу-М имеют по три патрубка с каждой стороны. Муфта МОГт-М — один оголовник с тремя патрубками.
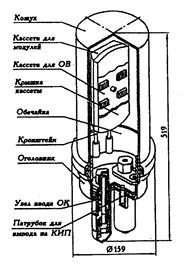
Рис.6.53. Муфта оптическая тупиковая МТОК 96-01-IV
Муфты тупиковые типа МТОК 96 предназначены для сращивания до 96 волокон магистральных и внутризоновых ОК с любыми бронепокровами, прокладываемыми в грунтах всех категорий, в кабельной канализации, а также подвешиваемых на опорах воздушных линий связи и линий электропередач. Муфты имеют прямой и разветвительный варианты. Их наружные детали и кассеты выполнены из пластмассы.
Для монтажа кабелей, прокладываемых в грунте, изготавливается муфта МТОК-96-01-IV (рис. 6.53).
Для установки в грунте муфта поставляется в комплекте с чугунной муфтой МЧЗ длиной 520 мм и диаметром 192 мм. Чугунная муфта герметизируется с помощью двухкомпонентного герметика. При установке в кабельной канализации МТОК 96-01-IV используется без МЧЗ и фиксируется горизонтально на специальном кронштейне.
Муфты МТОК 96B-01 IV предназначены для кабелей, проходящих через водные преграды и имеющих двойную проволочную броню. Они монтируются всегда как прямые. Муфты МТОК 96В размещаются внутри чугунных муфт МЧЗ и укладывается на дно водоема. На выходе из чугунной муфты кабели фиксируются с помощью дополнительных маталлических элементов.
Муфты МТОК 96Т-01-IV и МТОК 96TI-01-IV являются универсальными и не привязываются к кабелям определенного типа. Поэтому базовые комплекты этих муфт вообще не имеют узлов ввода, которые включаются в монтажные комплекты в зависимости от конкретного заказа. Эти муфты могут использоваться, в частности, для сращивания подвесных самонесущих кабелей с повивом из синтетических нитей или с броней из стеклопластиковых прутков, а также ОК с металлическим гофрированным бронепокровом или с алюмополкзтипеновой оболочкой и повивом из синтетических нитей, прокладываемых в канализации или защитных пластиковых трубах. При необходимости в муфты МТОК 96 Т и МТОК 96 T1 можно ввести кабели транзитных модулей.
Все стыки на муфтах типа МТОК 96 герметизируются отрезками термоусаживаемых трубок с подклеивающим слоем, за исключением МТОК 96 Tl-01-IV, на которой стык оголовника с корпусом герметизируется механическим зажимом.
Муфты подвесные тупикового типа МОПГ-01-IV предназначаются для прямого и разветвительного сращивания строительных длин магистральных самонесущих ОК и ОК, встроенных в грозотрос. Муфты рассчитаны на установку в них до четырех кассет с общим числом сростков ОВ до 128. МОПГ имеет металлический корпус, оснащенный пятью портами для установки и крепления в них узлов ввода кабелей.
Муфты МОПГ, устанавливаемые на опорах ЛЭП вне охранных зон, должны быть защищены металлическими защитными кожухами. Смонтированые муфты герметичны.
Рис. 6.54. Укладка соединительных ОВ и защитных гильз в кассете
Очень важным этапом, от которого зависит надежность работы ОВ, являются выкладки их в кассете и фиксация защитных гильз. На рис. 6.54 показана укладка ОВ и защитных гильз в кассете. Кассету закрывают крышкой и в двух местах скрепляют липкой лентой. Одновременно к ней прикрепляют паспорт на смонтированную муфту.
Центральные силовые элементы в виде стальных тросов или проволок в муфтах ЗАО «Связьстройдеталь» соединяются и закрепляются на лотках и кронштейнах в специальных узлах, входящих в комплекты муфт. Эти же узлы позволяют закреплять и силовые элементы из нитей СВМ (синтетический высокопрочный материал). Металлические элементы ОК в виде проволочной брони фиксируются в узлах ввода. В муфтах МТОК 96 обеспечивается электрическое соединение брони сращиваемых ОК и вывод общего провода заземления, либо изолирование брони каждого кабеля и вывод от каждого ОК отдельного провода заземления.