В зависимости от назначения технологические процессы и операции производства оптического кабеля включают: изготовление заготовки и из нее оптического волокна, наложение на оптическое волокно защитной полимерной оболочки, скрутку волокон, наложение оболочки (металлической, пластмассовой), наложение защитных покровов, в том числе брони.
Изготовление оптических волокон и заготовок, из которых вытягивают волокна, представляют собой сложные технологические процессы, кратко представленные в разд. 3.3.
В большинстве машин для изготовления оптического кабеля имеется четыре основных механизма: отдающее устройство, в которое устанавливается отдающая тара или заготовка; рабочий механизм, с помощью которого осуществляется заданный технологический процесс; тяговое устройство, обеспечивающее продольное перемещение изготавливаемого изделия через машину с постоянной линейной скоростью; приемное устройство, в которое устанавливают приемную тару и в которое поступает изделие, прошедшее через машину.
С целью уменьшения операций перезаправки машин, сокращения внутрицеховых перемещений применяют совмещение нескольких технологических операций в один технологический процесс. Следуя [21, 22], рассмотрим технологию изготовления ОК.
Технологический процесс изготовления оптических кабелей базируется на основных принципах кабельной технологии.
Технология нанесения вторичного защитного полимерного покрытия на оптическое волокно. При наложении защитного покрытия на оптическое волокно с обжатием основным условием является точное его расположение в геометрическом центре оболочки. Причинами эксцентриситета могут быть несоответствие диаметра отверстия дорна диаметру оптического волокна, наличие в головке пресса отдельных участков с различной температурой, неравномерность скорости движения потока расплава в головке, перегрев массы, вследствие чего после выхода из головки экструдат провисает.
Другой особенностью наложения покрытия с обжатием является режим охлаждения. При охлаждении готового изделия водой внутри оболочки образуется полость, и чем холоднее вода, тем больше. Объясняется это следующим. При охлаждении водой, имеющей достаточно высокий коэффициент теплопроводности, полимерная оболочка начинает быстро охлаждаться до температуры воды и усаживаться в радиальном направлении, в результате чего происходит «подтягивание» внутренних слоев оболочки к наружным. Полости внутри оболочки вызывают, как правило, облом оптического волокна, поскольку из-за усадки вдоль оси изоляции на волокно начинают действовать разрушающие его сжимающие усилия.
Экспериментально установлено, что целесообразно производить охлаждение покрытого с обжатием оптического волокна на воздухе, так как коэффициент теплоотдачи в воздухе значительно ниже, чем в воде, и охлаждение происходит не так резко, и не возникает отрицательных явлений, присущих охлаждению водой. От скорости охлаждения зависит и внутренняя структура полимера: чем меньше скорость охлаждения, тем выше содержание кристаллической фазы в полимерной оболочке. При быстром охлаждении преобладает аморфная фаза. Количественное соотношение этих фаз в конечном итоге определяет механические характеристики полимерных покрытий.
Особенность процесса наложения трубчатой полимерной оболочки, в которой оптическое волокно лежит свободно во внутренней полости, связана также с режимом охлаждения. При охлаждении оболочка усаживается как в радиальном, так и в продольном направлениях, деформируя оптическое волокно, вследствие чего оно располагается внутри полости трубчатой оболочки по какой-то пространственной кривой. При этом наблюдаются дополнительные потери энергии. В зависимости от степени усадки и размеров полости деформация осевого сжатия, действующая при этом на оптическое волокно, может привести его к разрушению. Для устранения этого явления необходимо, чтобы усадка трубчатой оболочки происходила вблизи формирующего инструмента на коротком участке длины. С этой целью следует установить ванну с холодной водой как можно ближе к головке пресса. Оптическое волокно при этом будет располагаться в сформировавшейся осажденной трубчатой оболочке свободно и почти прямолинейно, что обусловит неизменность передаточных характеристик оптического волокна.
Учет приведенных выше технологических особенностей наложения полимерных покрытий обеспечивает получение защищенного оптического волокна без значительных изменений передающих характеристик. При этом необходимо отметить, что все эти особенности характерны для традиционных полимерных материалов, используемых в кабельной промышленности [22].
Экструзионная линия (рис. 4.19) предназначена для нанесения защитного покрытия на оптическое волокно, позволяет перерабатывать поливинилхлоридный пластикат, полиэтилен, полиамид, фторопласты, полибутелентерефталаты.
При этом радиальная толщина покрытия составляет от 0,05 до 1,0 мм. Допуск по наружному диаметру защитного покрытия ±0,01 мм. Линейная скорость нанесения защитного покрытия от 5 до 100 м/мин. Заправочная скорость от 0,05 до 1,0 м/мин.
Линия состоит в основном из тех же узлов, что и аналогичные экструзионные линии для изготовления электрических кабелей, но имеет и свои особенности, обусловленные следующим. Движение оптического волокна должно происходить прямолинейно, без рывков, так как перегибы волокна при одновременном приложении осевых усилий могут привести к его разрушению. Поэтому в ней для варьирования натяжения предназначено устройство, регулирующее вращающий момент на приемном барабане. Наряду с этим необходим строгий контроль натяжения оптического волокна на всех участках экструзионной линии. Величина создаваемого натяжения не должна приводить к обрыву оптического волокна или появлению остаточных деформаций в готовом изделии. В то же время тормозящий момент на отдающей катушке должен несколько превышать ее собственный инерционный момент.

Рис. 4.19. Схема экструзионной линии для нанесения защитного покрытия на оптическое волокно:
1 — отдающее устройство с регулятором натяжения; 2- направляющий ролик; 3 — зкструдер; 4 — охлаждающая ванна; 5 — прибор измерения и регулировки диаметра; 6-тяговое и приемное устройство
Отдающее устройство пинольного типа с принудительным вращением катушки с диаметром щеки от 250 до 500 мм обеспечивает размотку оптического волокна с натяжением от 0,3 до 6 Н с точностью поддержания заданного уровня натяжения ±10 %. Отдающая катушка перемещается в направлении, перпендикулярном оси линии для уменьшения воздействия на оптическое волокно изгибающих нагрузок.
Оптические волокна сматываются с катушки через регулирующий ролик, с помощью которого поддерживается постоянным их натяжение.
Для подачи оптического волокна в головку экструдера используется направляющий ролик, который может быть соединен с устройством для нанесения на оптическое волокно специального герметизирующего желеобразного заполнения.
Экструдер с диаметром шнека 30 мм и длиной, равной 25 его диаметрам, имеет бесступенчатый привод, позволяющий плавно изменять частоту вращения шнека от 5 до 100 оборотов в минуту с точностью ±3 % от заданного значения. Электрический обогрев цилиндра и головки позволяет достигать максимальной рабочей температуры расплава массы в головке, равной 400оС. Регулировка температуры бесступенчатая, интервал установки заданной температуры 1оС. Охлаждение цилиндра воздушное, а загрузочной воронки — водяное. Контроль и регулировка температуры по трем зонам цилиндра и головки производятся автоматически с точностью ±1оС.
Шнек, цилиндр и технологический инструмент изготовлены из специальных сортов стали, стойких к воздействию фтористых соединений, возникающих при переработке фторопластов. Количество зон нагрева и охлаждения, а также система регулирования температуры выбраны таким образом, чтобы заданные рабочие температуры выдерживались постоянными с жесткими допусками. Диаметр шнека, равный 30 мм, обеспечивает хорошую переработку материалов и благодаря малогабаритности машины имеет малую инерционность при нагреве и охлаждении [21].
Головка пресса может быть снабжена устройством для создания вакуума при нанесении плотного защитного покрытия или узлом подачи желеобразного заполнения с нанесением покрытия в виде трубки. В последнее м случае желеобразное заполнение разогревается в специальной емкости и по системе трубопроводов подается в дорновую часть.
Процесс формирования концентрического полимерного защитного покрытия происходит за счет выхода под давлением расплавленного полимера через конический кольцевой зазор между установленными в головке экструдера дорном и матрицей.
На рис. 4.20 а показан схематический разрез головки экструдера для наложения защитного полимерного трубчатого покрытия на оптический волоконный жгут. Особенность головки состоит в наличии внутри полости дорна дополнительной направляющей трубки для прохождения пучка волокон. На конце направляющей трубки имеются отверстия для ее охлаждения. Одновременно с оптическими волокнами могут располагаться по периметру полимерные нити, предохраняющие оптические волокна от контакта с нагретой трубкой [22, 23] и расплавом полимера. На рис. 4.20 б показана схема узла для наложения трубчатого защитного полимерного покрытия на оптический жгут.
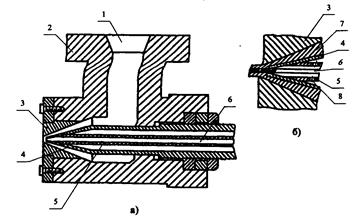
Рис. 4.20. Схема экструзионной головки пресса для наложения защитного полимерного покрытия на жгут из ОВ:
а-общий вид; б-узел наложения полимерной трубки на оптический жгут;
1-канал для расплавленного полимера; 2-головка экструдера; 3-матрица; 4-дорн; 5-направляющая трубка; 6-оптический жгут; 7-расплавленный полимер; 8-отверстия
Охлаждающее устройство представляет собой ванну с тремя секциями, в которых температура воды изменяется от 90 до 20оС. Первая секция охлаждающей ванны выполнена телескопической, что позволяет регулировать расстояние между головкой и охлаждающей ванной в зависимости от конструкции защитного полимерного покрытия и вида перерабатываемого материала. Охлажденное оптическое волокно в полимерной оболочке сушится с помощью обдува сжатым воздухом.
Контроль диаметра осуществляется оптическим прибором, который обеспечивает непрерывное измерение диаметра оболочки от 0,15 до 3,0 мм с точностью ±0,01 мм и при отклонениях от заданных параметров выдает соответствующие сигналы управления синхронизатору, который регулирует скорости вращения шнека и тянущего устройства.
Тяговое устройство позволяет осуществлять намотку оптического волокна в защитном покрытии с шагом раскладки от 0,15 до 3,0 мм на катушку с диаметром щеки от 250 до 500 мм. Приемная катушка передвигается в направлении, перпендикулярном оси экструзионной линии. Привод приемного устройства обеспечивает натяжение оптического волокна в ПЗО или ТЗО в пределах от 0,5 до 15 Н.
При намотке на приемную катушку оптическое волокно находится под определенным натяжением. Превышение этих напряжений допустимых норм может отрицательно сказываться на его механических и оптических характеристиках.
Линия снабжена устройством синхронизации работы отдельных узлов, приборами записи параметров (температуры и давления массы в головке экструдера, диаметра изделия, линейной скорости опрессования), элементами управления, регулировки, измерения и блокировки, системой автоматического регулирования работы узлов и контроля качества изделий с применением устройств, сигнализирующих о нарушении заданных режимов работы и недопустимом отклонении параметров изделия от номинальных значений.
Экструзионная линия снабжена также прибором, измеряющим силу натяжения оптического волокна. Прибор имеет выход на одно- или многоканальный самописец, который одновременно записывает технологические параметры.
Технология скрутки оптических волокон. Скрутка оптических волокон является одним из самых ответственных моментов изготовления оптических кабелей. Наличие напряжений в волокне резко ухудшает его механические характеристики. Например, при напряжении 20 МПа затухание в волокне достигает 40 дБ. Из этого следует, что волокно на всех стадиях до и после скрутки абсолютно не должно подвергаться воздействию напряжения. Однако полностью избежать напряжений почти не удается. Типичные значения напряжений при скрутке 1 — 2 МПа при относительном удлинении 0,05 — 0,1 %. Поэтому требования к параметрам скрутки следует устанавливать, исходя из стойкости оптического волокна к механическим напряжениям, возникающим в результате деформации при данной технологической операции. Так как скрутка оптического волокна в кабеле осуществляется с откруткой, укладка их вокруг сердечника кабеля по винтовой линии осуществляется за счет деформации сдвига. Практика показала, что оптическое волокно очень плохо противостоит этому виду деформации. В деформированном волокне возникают продольно-осевые напряжения, величина которых зависит от соотношения радиуса повива и шага скрутки. Подробно эти зависимости рассматривались в разд. 4.7 для различных конструкций оптических кабелей.
Лучше всего оптическое волокно защищено от воздействия механических усилий при скрутке, если защитная полимерная оболочка наложена в виде трубки. При этом длина волокна приблизительно на 0,1 % больше, чем длина трубки (избыточная длина). Экспериментально показано, что равномерность распределения избыточной длины вдоль трубки значительно влияет на качество скрутки [4].
При скрутке кабеля необходимо учесть требования, которые накладывают ряд ограничений на конструкцию крутильной машины. К ним относятся минимальная величина растягивающих нагрузок, применение открутки для уменьшения напряжений кручения в волокне, минимальные изгибающие нагрузки. Кроме того, машина для скрутки должна обеспечивать одновременную скрутку оптических волокон и изолированных токопроводящих жил; иметь достаточное количество люлек для скручивания максимально возможного количества компонентов оптического кабеля; предусматривать возможность расширения диапазона работ путем работы в тандемном режиме; обеспечивать использование максимально возможного размера катушки (приемной тары экструзионного пресса для наложения защитной оболочки на оптическое волокно) без предварительной перемотки [21].
Машины для скрутки оптических кабелей относятся к классическому типу машин однонаправленной скрутки, т. е. в них отдающее устройство вращается вокруг оси кабельного изделия. Имеются для скрутки оптических кабелей также машины, в которых отдающее и приемное устройства неподвижны, а вокруг оси скрутки вращается самостоятельный крутильный узел. Это так называемые машины разнонаправленной скрутки. Их часто называют машинами SZ-скрутки или реверсивной скрутки.
Основным параметром, характеризующим процесс скрутки, является шаг скрутки. К числу вспомогательных параметров относятся кратность шага скрутки, угол скрутки, а также модуль скрутки.
Крутильные машины однонаправленной скрутки делятся на клетьевые и дисковые [21].
Клетьевые крутильные машины (рис. 4.21) нашли широкое применение для скрутки оптических кабелей. Они состоят из отдающего устройства для сердечника кабеля, крутильного фонаря, лентообмотчика, тягового и приемного устройств, пульта управления. Они обеспечивают скрутку оптических волокон с линейной скоростью до 50 м/мин. Диаметр по скрутке до 20 мм, шаг скрутки от 30 до 400 мм. Количество скручиваемых элементов — 12. В более поздних модификациях количество скручиваемых элементов увеличено до 24. Отдающее устройство для сердечника кабеля обеспечивает регулировку натяжения от 5 до 50 Н и предназначено для катушек с диаметром щеки от 350 до 800 мм.

Рис. 4.21. Схема клетьевой однофонарной крутильной машины для скрутки оптического сердечника:
1 — отдающее устройство для сердечника кабеля; 2- тяговое устройство; 3-фонарь крутильной машины; 4 — катушки с оптическими волокнами; 5- розетка; 8 — лентообмотчик; 7 — тяговое устройство; 8 — синхронизатор; 9- приемное устройство
Крутильный фонарь предназначен для скрутки оптических волокон с частотой вращения от 0 до 100 об/мин с плавной регулировкой во всем диапазоне. Заправочная скорость 2 м/мин. Направление вращения фонаря — правое и левое. Оптические волокна отдаются с катушек с диаметром щеки до 250 мм. При этом натяжение волокон изменяется в пределах от 0,5 до 6 Н и регулируется для каждой катушки с помощью тормозной ленты или тросика. Угол скрутки — не более 15о, диаметр поворотных роликов — не менее 200 мм. Предусмотрена открутка оптических
волокон от 50 до 150 %. В целях обеспечения незначительных тяговых усилий для оптических волокон опоры цапф пинолей для крепления катушек выбраны таким образом, чтобы даже под воздействием центробежной силы в подшипниках создавалось незначительное трение. Несмотря на это для отдельных оптических волокон момент трения может быть достаточно большим, например, при запуске, когда катушка выводится из состояния покоя. Поэтому в последних моделях машин для скрутки этого типа предусмотрена возможность установки на каждой опоре катушки электродвигателя постоянного тока, обеспечивающего более равномерное натяжение оптического волокна в течение всего технологического процесса скрутки. Для управления этими двигателями на поворотных роликах установлены датчики давления. Все это позволило увеличить на последних моделях крутильных машин диаметр щеки отдающих катушек.
Для фонарной крутильной машины должны применяться катушки, у которых отношение диаметра фланца к общей ширине равно 5 к 3. При такой пропорции для распространенных в настоящее время конструкций рам, каркасов, катушек и опор пинолей получают рациональное использование пространства в крутильном фонаре. Однако это условие не всегда выполнимо, поэтому катушки располагают по двум окружностям по 6 на каждой.
Лентообматывающее устройство обеспечивает обмотку скрученной заготовки кабеля лентами шириной от 8 до 25 мм с частотой вращения от 80 до 500 об/мин. Диаметр ролика ленты до 400 мм, направление вращения — правое и левое, количество лент — 4, натяжение регулируется в пределах 0,6- 1 Н.
При выборе лентообмоточной машины (обмотчика) рассматривались два варианта применения обмотчика: центрального и эксцентричного.
В обмотчике центрального типа кабель проходит через центр ролика с лентой. Эти обмотчики хорошо уравновешены и поэтому допускают большие частоты вращения. Однако для обеспечения непрерывности процесса и исключения необходимости резать обматываемую заготовку после срабатывания ролика для последующей заправки приходится сразу устанавливать несколько роликов, что вызывает увеличение габаритов машины.
Если ось ролика не совпадает с осью заготовки, то такой обмотчик называется эксцентричным. Для обмотки заготовки оптического кабеля нашел применение обмотчик тангенциального типа, у которого средняя линия сходящей ленты является касательной к поверхности обматываемой заготовки. Это обеспечивает равномерность натяжения обеих кромок ленты.
Тяговое устройство колесного типа имеет диаметр 500 — 1000 мм и состоит из четырех независимых секций.
Приемное устройство обеспечивает усилие намотки кабельной заготовки от 1 до 30 Н с точностью поддержания заданного натяжения ±10%. Крепление катушек с диаметром щеки 350 — 1000 мм пинольное, шаг раскладки изменяется от 2 до 20 мм. Для устранения дополнительных нагрузок на оптическое волокно в скрученной заготовке приемное устройство вместе с катушкой перемещается относительно оси крутильной машины в поперечном направлении, что исключает возникновение дополнительных изгибающих усилий.
Привод машины осуществляется электродвигателями постоянного тока с тиристорным управлением.
Машина для скрутки оборудована устройством синхронизации, блокировки, системой автоматического регулирования работы узлов с применением приборов, сигнализирующих о нарушении заданных режимов работы отдельными узлами.
Дисковые крутильные машины для скрутки оптических волокон разработаны фирмами Kabmatic (Швеция), Ferro Technic (Швейцария) и представляют собой крутильный диск, насаженный на полый вал с приводной шестерней на входном и распределительной розеткой на выходном концах (рис. 4.22). Машина позволяет скручивать 18 элементов с линейной скоростью до 55 м/мин. Шаг скрутки изменяется от 58 до 350 мм, диаметр по скрутке — от 6 до 12 мм.
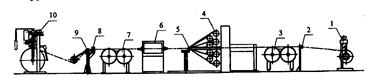
Рис. 4.22. Схема дисковой крутильной машины для скрутки оптического кабеля:
1 — отдающее устройство для сердечника кабеля; 2- направляющие ролики; 3 — тяговое устройство; 4 — дисковая крутильная машина; 5 — розетка; 6 — лентообмотчик; 7 — тяговое устройство; 8 — счетчик длины; 9 — синхронизатор; 10 — приемное устройство
Отдающее устройство позволяет применять катушки с диаметром щеки 400 — 1200 мм и снабжено пневматическим дисковым тормозом, регулирующим усилие натяжения сердечника. Тяга колесного типа с диаметром колеса 1000 мм обеспечивает равномерное натяжение сердечника и может смещаться перпендикулярно оси машины в том случае, если она не используется при наложении на скрученную заготовку оптического кабеля следующего повива из оптических волокон при повторной операции скрутки. Привод тягового устройства осуществляется двигателем постоянного тока с регулируемым моментом.
Крутильный диск предназначен для скрутки оптических волокон с частотой вращения от 0 до 100 об/мин. Направление вращения фонаря — правое и левое. Оптические волокна скручиваются с катушек с диаметром щеки до 260 мм. Натяжение волокна регулируется для каждой катушки с помощью тормозной ленты или тросика в пределах от 0 до 5 Н. Предусмотрена открутка оптических волокон от 50 до 150 %.
Лентообмотчик тангенциального типа обеспечивает обмотку скрученной заготовки кабеля лентами шириной от 10 до 69 мм с частотой вращения до 600 оборотов в минуту. Диаметр ролика ленты — 400 мм. Количество лент — 2. Характеристики второго тягового и приемного устройств аналогичны уже рассмотренным тяговому и отдающему устройствам. Линия оборудована тиристорным приводом, системой контроля и записи длины скрученной заготовки, линейной скорости, скорости вращения фонаря, обрыва лент в обмотчике, натяжения оптического волокна.
Машины разнонаправленной скрутки (SZ-скрутки) используют распределительные розетки не неподвижные, как в машинах однонаправленной скрутки, а совершающие колебательно-вращательное движение, т.е. делающие поочередно неполные обороты (на 180 — 270') в обе стороны. Фактически при этом получается не полная скрутка, а спиралеобразная укладка элементарного пучка, что, естественно, несколько ухудшает гибкость кабеля в целом. Основным преимуществом машины разнонаправленной скрутки является возможность компоновки на их базе поточных линий, совмещающих, например, скрутку с наложением защитной оболочки. Следует отметить, что дополнительные оптические потери при скрутке волокна могут не превышать 1дБ/км.
Технология наложения оболочки на скрученную заготовку оптического кабеля. Общими требованиями к оболочке оптического кабеля являотся: высокая прочность на разрыв; малое относительное удлинение и отсутствие явления ползучести; высокая гибкость, стойкость к образованию петель; сопротивление удару, раздавливающим нагрузкам, истиранию; малая толщина и масса; сбалансированность крутящих моментов; технологичность изготовления.
Оболочка может включать в себя полимерный шланг, металлическую алюмополиэтиленовую оболочки, оплетку стальными проволоками, защитные покровы. При осуществлении этих операций появляется опасность теплового удара и механических деформаций оптических волокон. При повышении температуры выше допустимого уровня могут произойти необратимые деформации в элементах конструкции (усадка, сваривание отдельных элементов) и в конечном итоге ухудшение работоспособности оптического кабеля. Плотное обжатие оболочкой скрученных волокон препятствует их бездеформационному перемещению в конструкции при изгибе, что приводит к значительному увеличению минимально допустимого радиуса изгиба кабеля.
Для предотвращения этих нежелательных явлений наложение оболочки на заготовку следует производить с воздушным зазором. Уменьшению величины теплового удара способствует также обмотка скрученной заготовки нагревостойкими лентами и промежуточное наложение оболочки небольшой толщины. Наложение полимерных защитных оболочек осуществляется на экструзионных линиях с диаметром шнека свыше 45 мм, технологическая схема которых аналогична представленной на рис. 4.19.
Экструзионная линия предназначена для нанесения оболочек из поливинилхлоридного пластика, полиэтилена на оптические кабели диаметром от 2 до 20 мм. Радиальная толщина оболочки от 0,5 до 3,0 мм. Допуск по наружному диаметру ±0,05 мм. Линейная скорость нанесения оболочек от 3 до 60 м/мин. В этой линии пинольное отдающее устройство с принудительным приводом рассчитано на применение отдающих катушек и барабанов с диаметром щеки от 350 до 1000 мм. Натяжение заготовки регулируется в пределах от 3 до 50 Н с точностью +10 %.
Экструдер с диаметром шнека 70 мм и длиной шнека 20 его диаметров имеет бесступенчатый привод, позволяющий плавно изменять частоту вращения шнека от 5 до 1000 оборотов в минуту с точностью ±3 % от заданной величины. Электрический обогрев цилиндра и головки позволяет довести максимальную рабочую температуру расплава массы в головке до 400оС. Регулировка температуры бесступенчатая, интервал установки заданной температуры 1оС. Охлаждение цилиндра воздушное, а загрузочной воронки — водяное. Контроль и регулировка температуры четырех зон цилиндра и трех зон головки проводятся автоматически с точностью ±1оС.
Охлаждающее устройство представляет собой ванну с тремя секциями охлаждения для постепенного снижения температуры ошлангованного кабеля. Температура воды в секциях меняется от 90 до 20оС.
Ошлагованный кабель после выхода из ванны с водой сушится обдувом воздуха.
Бесконтактный оптический прибор для измерения и регулирования диаметра обеспечивает точность измерения ±0,01 мм в диапазоне от 2 до 26 мм. Точность поддержания заданного диаметра по оболочке ±0,05 мм.
Тяговое устройство позволяет осуществлять намотку оптического кабеля с шагом раскладки от 2 до 26 мм на барабан с диаметром щеки от 500 до 1600 мм с натяжением от 5 до 50 Н с точностью поддержания заданного натяжения +10 % от заданного значения.
Линия снабжена устройством синхронизации работы отдельных узлов; приборами записи параметров (температуры и давления массы в головке экструдера, диаметра кабеля, линейной скорости опрессования); элементами управления, регулировки, измерения и блокировки; системой автоматического регулирования работы узлов и контроля качества изделий с применением приборов, сигнализирующих о нарушении заданных режимов работы отдельными узлами и недопустимых отклонениях от номинальных значений.
Для наложения металлических (алюминиевых и стальных) оболочек на оптический кабель используется дуговая сварка в среде защитного газа. Разогрев и оплавление кромок свариваемой оболочки производятся электрической дугой, возникающей между основным металлом и электродом. При этом создается так называемая сварочная ванна, которая при затвердевании образует сварочный шов. При дуговой сварке содержащиеся в воздухе кислород и азот могут взаимодействовать с расплавленным металлом, образуя окислы и нитриды, снижающие прочность и пластичность сварного соединения. Для устранения этого в зону сварки вводят защитные газы, чаще всего инертные — аргон, гелий и их смеси [21].
Гладкие оболочки из алюминия и стали не обладают гибкостью, необходимой для их намотки и размотки с обычных кабельных барабанов при ручной и механизированной прокладках. Для существенного повышения гибкости алюминиевых и стальных оболочек их гофрируют.
Сущность процесса гофрирования заключается в нанесении по заранее заданному закону вмятин на гладкую цилиндрическую поверхность заготовки. При этом во избежание повреждения оптических волокон внутренний диаметр гладкой оболочки выбирается большим, чем наружный диаметр заготовки кабеля, на двойную глубину вмятин (гофров). В результате оболочка приобретает профиль, у которого обжатые участки чередуются с выпуклыми. При гофрировании выпуклые участки почти не нагартовываются, поэтому при изгибах оболочек в основном деформируются участки, которые растягиваются и выпрямляются.
Гофрированные оболочки не только обладают большой гибкостью и хорошо противостоят сжимающим усилиям, но и как следствие этого отлично сохраняют свою форму при изгибах, что весьма важно в процессе прокладки, а в некоторых случаях и при эксплуатации кабелей. В то время как гладкие свинцовые и алюминиевые оболочки, как и любые гладкие трубы, склонны к образованию трещин при изгибах, гофрированные алюминиевые и особенно стальные оболочки хорошо сохраняют свое круглое сечение. Это преимущество стальных гофрированных оболочек особенно важно для оптических кабелей связи, которые при деформациях оболочки легко сдавливаются и повреждаются.
Для гофрирования кабельных оболочек применяют вращающийся патрон, обкатку роликами, калибры с тремя зубчатыми валками.
При нанесении методом экструзии на гофрированную оболочку из ламинированных сопо-лимером лент Zetabon полиэтиленового защитного шланга происходит сваривание сополимера лент с экструдированной массой шланга. Это хорошо герметизирует ОК от попадания влаги.
Нанесение алюмополиэтиленовой оболочки, состоящей из алюминиевой ленты толщиной 0,15 мм, на которой находится слой полиэтилена, осуществляется следующим образом. При производстве оптических кабелей ленту накладывают продольно под полиэтиленовую оболочку, причем при наложении обеспечивается перекрытие кромок ленты. При наложении полиэтиленовой оболочки поверх алюмополиэтиленовой ленты методом экструзии происходит их сваривание. Между оболочкой и лентой исключается пространство, в которое могла бы проникнуть вода при повреждении оболочки.
Наложение защитных оплеток из стальных проволок осуществляется на оплеточных машинах челночного типа. Оплетка представляет собой покрытие кабеля проволокой в двух направлениях, когда пряди проволок одного направления переплетаются с прядями противоположного направления. Если число проволок во всех направлениях одинаково, то такую оплетку называют симметричной. Натяжение проволок должно быть одинаковым.
Защитные покровы, предназначенные для защиты кабелей от механических повреждений и от коррозии, состоят, как правило, из следующих элементов: брони, подушки и наружного защитного покрова. Броня выполняется из стальных лент или проволок. Подушка состоит из полимерных лент, бумаги, кабельной пряжи. Наиболее современные защитные покровы имеют в качестве подушки или наружного защитного покрова экструдированный полиэтиленовый или поливинилхлоридный шланг.
Технология изготовления оптического кабеля с профилированным сердечником. За рубежом большое внимание уделяется изготовлению оптических кабелей со спирально профилированным сердечником. Технологическая схема изготовления сердечника с армирующим элементом в центре представлена на рис. 4.23. Армирующий элемент с отдающих катушек 1 поступает в головку эксзрузионного пресса 2, внутри которой находится профилированная матрица. Сердечник с пазами поступает в ванну охлаждения 3, а затем с помощью закручивающего устройства 4 вращается вокруг своей продольной оси. Формирование специального паза осуществляется на участке между головкой и входом в ванну охлаждения вследствие пластической деформации разогретого материала полимера. Изменяя направление вращения закручивающего устройства, можно добился получения сердечника с разнонаправленными спиралями.
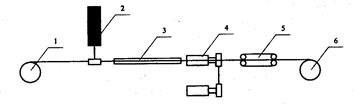
Рис. 4.23. Схема изготовления армирующего элемента со спирально профилированным сердечником
В течение этого процесса сердечник подвергается упругим деформациям на участке между закручивающим устройством и тягой 5, которые можно легко устранить известными способами. Готовый сердечник принимается на приемное устройство 6.
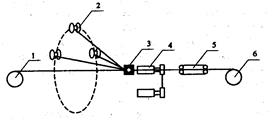
Рис. 4.24. Схема машины реверсивной скрутки оптического кабеля:
1-отдающее устройство для профилированного сердечника; 2-катушки с ОВ; 3-малоинерционная головка; 4-лентообмотчик; 5-тяговое устройство; 6-приемное устройство
Скрутка волокон в кабель с профилированным сердечником производится с помощью машины реверсивной скрутки (рис. 4.24). Оптическое волокно наматывается на катушки, которые размещаются симметрично на неподвижной раме. Малоинерционная головка, изменяющая свое угловое положение в пространстве с помощью пазов в сердечнике, укладывает волокна в пазы с помощью специальных направляющих. Эта головка неподвижно крепится к оси фонаря крутильной машины.
Схематический чертеж головки приведен на рис.4.25. Сердечник 6 проходит через центральное отверстие головки 1. Волокна 4 пропускают через специальные трубки 3, выходные концы которых вводят в пазы 5 сердечника. Трубки защищены специальной крышкой 2. Затем скрутка обматывается лентой из полимерного материала.
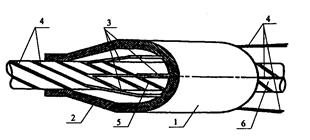
Рис. 4.25. Схематический чертеж головки для укладки ОВ в профилированный сердечник при скрутке
Оболочку наносят с помощью обычной экструзионной линии, рассмотренной ранее.
Известны также другие варианты изготовления оптического кабеля с профилированным сердечником. Оптическое волокно с вращающихся относительно ранее сформированного сердечника отдающих катушек (см. рис. 4.26) укладывается в пазы.
Пазы могут изготавливаться экструдированием сердечника с помощью вращающейся в одном или чередующихся направлениях головки или матрицы, а также нарезкой гладкого сердечника вращающимися вокруг него фрезами. Сердечник может выполняться со специальным технологическим выступом, который стабилизирует угловое положение сердечника относительно устройства, укладывающего оптическое волокно в пазы [21].
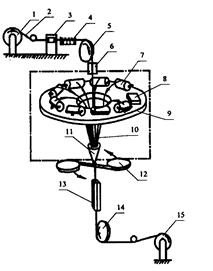
Рис. 4.26. Схема изготовления оптического кабеля с вращением отдающих катушек с оптическим волокном относительно сердечника:
1 — отдающее устройство; 2 — упрочняющий элемент сердечника кабеля; 3 — экструдер для нанесения полимерного материала и образования полимерного сердечника со спиральными пазами; 4 — охлаждающая ванна с водой; 5 — тяговое устройство; 6 — устройство для предварительного нагрева сердечника горячим воздухом и сушки; 7 — отдающая катушка диаметром до 380 мм с оптическим волокном; 8 — устройство, синхронизирующее вращение диска 9 с изменением положения технологического выступа сердечника; 9 — диск с отдающими катушками; 10 — оптическое волокно; 11 — устройство для укладки оптического волокна в пазы сердечника; 12 — лентообмотчик; 13 — тяговое устройство гусеничного типа; 14 — поворотный ролик; 15- приемное устройство
Технология изготовления ленточных оптических кабелей. Кабель, выполненный на основе плоских элементов в виде лент с запечатанными в них волокнами, имеет ряд преимуществ. Ленты лучше предохраняют волокна от обрывов, противостоят механическим напряжениям и лучше защищают от абразивных воздействий в процессе производства кабеля. У кабелей ленточной структуры при их производстве и эксплуатации оптические свойства волокон изменяются в меньшей степени. Ленточная структура позволяет быстро производить соединение кабелей и, наконец, оправдывается экономически. Как известно, для изготовления ленточных ВОК существуют метод контактно-тепловой сварки и метод с изолированием ОВ на экструзионной линии. На рис. 4.27 а показан ленточный элемент оптического кабеля. При использовании первого метода пластмассовые ленты типа лавсана с подслоем полиэтилена склеиваются между собой, и таким образом, оптические волокна оказываются запечатанными между лентами. Схема изготовления оптических плоских лент приведена на рис. 4.27 б. Два отдающих рулона с лентами из лавсана с подслоем полиэтилена проходят через нагревательные ролики, в которых полиэтилен размягчается. Затем нагретые ленты соединяют между собой прижимными роликами. В то время как оптические волокна проходят через распределительную гребенку и покрываются мягкими слоями из полиэтилена, нанесенного на лавсановые ленты, тянущие ролики постоянно протягивают склеенную ленту с впечатанными в нее волокнами и обеспечивают натяжение лент с отдающих рулонов. Ширина ленты зависит от числа волокон в ней. Края ленты обрезаются автоматически в процессе ее изготовления. Напряжения в волокнах, запечатанных в ленты и собранных в матрицу [24], которая скручена геликоидально, определяются по формуле:
 , (4.133)
, (4.133)
где ЕС — напряжение в волокнах при скрутке лент; r — радиус геликоиды; р — шаг геликоиды.
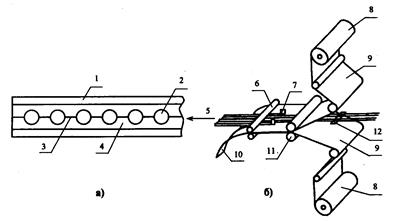
Рис. 4.27. Схема изготовления оптических плоских лент методом контактно-тепловой сварки:
а — ленточный элемент с оптическими волокнами; б — схема установки для изготовления оптических плоских лент;
1 — полиэстер; 2- оптическое волокно; 3 — поверхность соединения; 4 — полиэтилен; 5 — готовая лента; 6 — тянущие ролики; 7 — ножи; 8 — отдающие рулоны; 9- нагревательные ролики; 10 — отрезанный край ленты; 11 — прижимные ролики; 12 — распределитель волокон
Изготовление ленточных оптических кабелей может осуществляться также и методами экструзии (рис. 4.28). С помощью специального технологического инструмента выпрессовывается профильный сердечник шириной 5 — 10 мм и толщиной 0,5 — 2 мм с пазами размером 0,3 — 1 мм. После его охлаждения с помощью специальных приспособлений в пазы укладывают оптические волокна. Поверх пазов накладывается полимерная лента, которая подклеивающим устройством закрепляется на поверхности сердечника, образуя монолитную конструкцию.
При изготовлении многоволоконных ОК плоские элементы в виде лент с запечатанными ОВ укладываются в пазы профилированного сердечника (см. рис. 3.30 б) или в защитные оболочки (см. рис. 3.30 в).
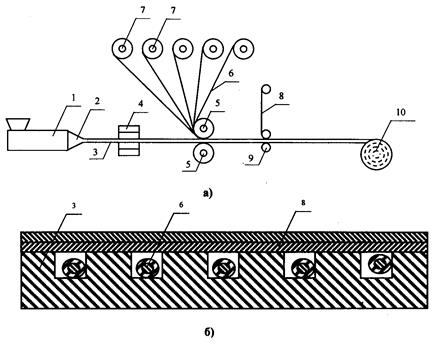
Рис. 4.28. Схема линии для изготовления ленточного оптического кабеля с изолированием на экструзионной линии:
а — схема линии; б — сечение кабеля;
1 — экструдер; 2 — головка экструдера с профильным инструментом; 3 — сердечник кабеля;
4 — охлаждающая ванна; 5 — система для укладки волокон в пазы; 6 — оптическое волокно;
7- отдающие катушки с волокном; 8 — полимерная пленка; 9 — система валиков для отдачи
и закрепления полимерной пленки; 10- приемное устройство