Образование неразъёмных соединений при помощи заклёпок. Клёпка подразделяется на холодную, выполняемую без нагрева заклёпок, и горячую, при которой перед постановкой на место стержень заклёпки нагревают до 1000...1100 °С. При выполнении слесарных работ применяют, как правило, только холодную клёпку с использованием заклёпок диаметром до 8 мм. Инструмент для ручной клёпки - натяжка, обжимка и поддержка (рис. 1). Диаметр d стержня заклёпки выбирают равным примерно двойной наименьшей толщине соединяемых деталей. Длина стержня заклёпки берётся исходя из суммы толщин соединяемых деталей и длины выступающей части стержня, необходимой для образования замыкающей головки: в случае полукруглой головки выступающий конец должен составлять (1,2...1,5) d, в случае потайной - (0,8...1,2) d.
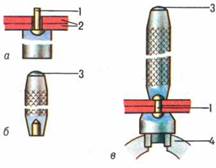
Рис. 1. Инструменты для ручной клёпки: а - поддержка; б - натяжка; в - обжимка; 1 - заклёпка; 2 - соединяемые листы; 3 - ударная часть; 4 - тиски.
Перед клёпкой очищают склёпываемые детали от грязи, окалины, ржавчины. Правкой или опиливанием подгоняют сопрягаемые поверхности так, чтобы они плотно прилегли друг к другу. В соответствии с чертежом размечают подготавливаемые поверхности: наносят осевые риски и накернивают центры отверстий. При соединении внахлёстку разметку выполняют на одной из деталей, при соединении с накладкой - на накладке. Шаг t между заклёпками и расстояние а от центра заклёпки до кромки детали принимают: в случае однорядных швов - t=3d и а=1,5d; в случае двухрядных швов - t=4d и а=1,5d. Диаметр отверстия под заклёпку делают на 0,1...0,2 мм больше диаметра стержня заклёпки; для облегчения вставки заклёпки в отверстие концу заклёпки придают слегка коническую форму. Сверление обычно выполняют в два приёма: сначала сверлят пробное отверстие меньшего диаметра, а затем рассверливают окончательное, соответствующее диаметру стержня заклёпки. Снимают фаску на кромке отверстия, а для потайных головок отверстие зенкуют конической зенковкой (см. статью 3. Зенкование, зенкерование, развертывание).
В зависимости от того, свободен ли доступ к замыкающей и к закладной головкам заклёпки либо доступ к замыкающей головке невозможен, различают два метода клёпки: прямой (открытый) и обратный (закрытый).
Прямой метод характеризуется тем, что удары молотком наносят по стержню заклёпки со стороны вновь образуемой (замыкающей) головки. Последовательность операций: вводят в отверстие снизу стержень заклёпки (рис. 2,а); ставят под закладную головку массивную поддержку, а сверху на стержень - натяжку и ударами молотка по вершине натяжки осаживают соединяемые детали (рис. 2,6); равномерными ударами молотка, направляемыми под углом к торцевой части стержня, предварительно формируют замыкающую головку (рис. 2,а), удары наносят так, чтобы замыкающая головка концентрично располагалась относительно отверстия; на предварительно сформированную замыкающую головку устанавливают обжимку и равномерными ударами (при упоре в поддержку) окончательно формируют замыкающую головку (рис. 2, г).
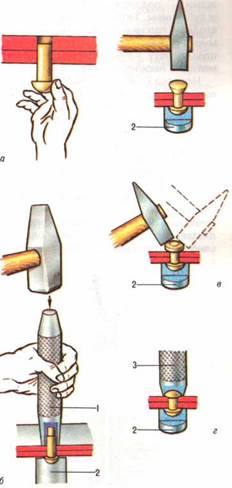
Рис. 2. Последовательность операций при клёпке прямым методом: а - закладывание заклёпки; б - осаживание деталей (листов) с помощью натяжки; в - предварительное формирование замыкающей головки; г - окончательное формирование замыкающей головки; 1 - натяжка; 2 - поддержка; 3 - обжимка.
Обратный метод характеризуется тем, что удары наносят по закладной головке. При работе этим методом стержень заклёпки вводят в отверстие сверху (рис. 3), поддержку ставят под стержень. Для предварительного формирования замыкающей головки используют плоскую поддержку, для окончательного, например полукруглой головки,- поддержку с полукруглым углублением. Молотком ударяют по закладной головке через обжимку, формируя с помощью поддержки замыкающую головку. Качество клёпки обратным методом несколько ниже, чем прямым.
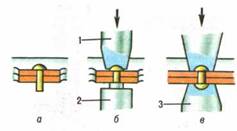
Рис. 3. Последовательность операций при клёпке обратным методом: а - закладывание заклёпки; б- предварительное формирование замыкающей головки на плоской поддержке; в- окончательное формирование замыкающей головки на поддержке с полукруглым углублением; 1 - обжимка; 2 - поддержка с плоским выступом; 3 - поддержка с полукруглым углублением.
Нередко клёпку деталей (особенно из кожи, картона, пластмассы) выполняют с применением пустотелых заклёпок (пистонов). Наиболее простой способ такого соединения: закладывают заклёпку в отверстие на поддержке с небольшим коническим выступом (под закладную головку) и раздают края заклёпки ударами молотка по кернеру (рис. 4, а). Часто, чтобы не повредить поверхность детали краями пустотелой заклёпки, при соединении нескольких листов под головки заклёпки подклады- вают металлические шайбы (рис. 4, б).
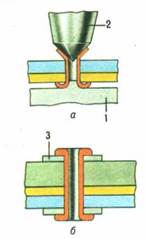
Рис. 4. Соединение с помощью пустотелой заклёпки: а - раздача краёв пустотелой заклёпки с помощью кернера; б - соединение деталей (листов) пустотелой заклёпкой с подкладными шайбами; 1 - поддержка с коническим выступом; 2 - кернер; 3 - шайба.
Возможные виды брака при клёпке:
- замыкающая головка смещена в сторону (причина - неровный торец стержня заклёпки или стержень длиннее требуемого);
- обе головки смещены в разные стороны (обычно это происходит в том случае, когда отверстие просверлено косо);
- неплотное прилегание замыкающей головки (может произойти из-за перекоса обжимки);
- рваные края замыкающей головки (чаще всего получаются из-за плохого качества материала заклёпки).
В ряде случаев возникает необходимость удалить старые заклёпки (например, разболталась или оторвалась ручка у кастрюли) и заново приклепать деталь. Полукруглую головку у заклёпки можно срубить зубилом, лучше с односторонней заточкой (как у долота). Когда головка срублена, заклёпку выбивают из отверстия пробойником. У заклёпок с потайной головкой накернивают центр головки и высверливают её спиральным сверлом, затем выбивают заклёпку пробойником.